Professional Documents
Culture Documents
Distillation Questions
Uploaded by
Karthik SajeevCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Distillation Questions
Uploaded by
Karthik SajeevCopyright:
Available Formats
4 A Practical Guide to Crude Distillation & Vacuum distillation
1. 01. What are the chemical composition of Crude oil?
Fundamentally crude oil consists of 84-87% carbon, 11-14% hydrogen, 0-3 wt% sulphur, 0-2 % oxygen
0-.6% nitrogen and metals ranging from 1-100ppm.
Based on chemical analysis and existence of various functional groups crude can be broadly categorized
into about 9 categories,
Paraffins- refer to alkanes such as methane, ethane, propane butane and pentane.
Olefins- alkenes such as ethylene, propylene, andbutylenes.
Naphthenes- cycloalkenes such as cylopropane, and methyle cyclohexane.
Aromatics – such as benzene, toluene and xylene.
Napthalenes – polynuclear aromatics such as naphthalenes consists of two or more aromatic rings.
Oxygen containing compounds –typical example are acetic and benzoic acids.
Resins – resins are polynuclear aromatic structures supported with side chains of paraffines and small
ring aromatics.
Asphaltenes – Asphaltenes are polynuclear aromatic structures consisting of 20 or more aromatic rings
along with paraffinic and naphthenic chains. Crude with high quantities of resins and asphaltenes [heavy
crude] is usually targeted for Coke production.
Organic sulphur compounds–organic compounds such as thiophene, pyridine also exists in the crude oil.
Basic difficulty of these organic sulphur compounds is the additional hydrogen requirements in the
hydrotreaters to meet the euro 4 standards.
1. 02 What is Indian Strategic Petroleum Reserve?
Indian strategic petroleum reserve [ ISPR] is an emergency fuel reserve of total of 5 million metric tons
of crude oil enough to provide 10 days’ consumption. These crude oil storages are at 3 underground
locations in Mangalore, Vishakhapatnam, and Padur [near Udupi] are readily accessible to the refineries.
It is maintained by Indian Strategic Petroleum Reserved Limited [which is a wholly owned subsidiary of
Oil Industry Development Board (OIDB) under the Ministry of Petroleum & Natural Gas].
1. 03. What is benchmark crude?
There are 161 different types of Oil found worldwide. A benchmark crude is crude oil that serves as a
reference price for buyers and sellers. There are 3 primary benchmarks, West Texas Intermediate [ WTI],
Brent Blend, and Dubai Crude.
1. 04. Crude classification based on Sulphur content?
Crude contains less than .5% wt Sulphur is sweet crude and more than this is sour crude.
an experience sharing book Mc Jomon
5 A Practical Guide to Crude Distillation & Vacuum distillation
1. 05. What is API gravity?
American petroleum institute gravity or API gravity is calculated using the specific gravity of an oil, which
is the ratio of its density to that of water (density of the oil/density of water). Specific gravity for API
calculations is always determined at 60 degrees Fahrenheit.
API gravity = (141.5/Specific Gravity at 60oF) – 131.5
An API of 10 is equivalent to water, which means any oil with an API above 10 will float on water while
any with an API below 10 will sink.
1.06. Crude oil classification based on API gravity?
API gravity higher than 31.1oAPI is defined as Light crude.
API gravity 22.3O-31.1OAPI is defined as Medium crude oil.
API gravity below 22.3oAPI is defined as Heavy oil and below 10OAPI is defined as extra heavy.
1. 07. What is acidic crude?
Acidic crude oils are grades of crude oil that contain substantial amounts of naphthenic acids or other
acids. Crude oils with a TAN 1 mg KOH/g is high acidic crude.
1.08. Define TAN?
Total acid number, is mg of KOH required to neutralize per grams of crude oil. It is a measure of acidity
of crude oil. If TAN is more than 1 are called high TAN crude.
1.09. What is crude assay?
It is a compilation of laboratory and pilot plant data’s that defines the properties of a crude oil. This data
contains distillation curve for crude oil, specific gravity curve, pour point, sulphur content, and viscosity,
etc.
1. 10. What are the different types of crude oil transportation?
Crude transportation was through pipe lines, Trucks, and ships
1.11. What is OPEC?
Organization of Petroleum Exporting Countries.
1.12. What are the aims and objectives of OPEC?
Organization of Petroleum Exporting Countries is a permanent intergovernmental organization created
at Baghdad in 1960. OPEC s objective is to co-ordinate and unify petroleum policies among member
countries, in order to secure fair and stable prices for petroleum producers, an efficient economic and
regular supply of petroleum to consuming nations. The members are Algeria, Angola, Ecuador, Gabon,
Iran, Iraq, Kuwait, Libya, Nigeria, Qatar, Saudi Arabiya, UAE and Venezuela.
an experience sharing book Mc Jomon
6 A Practical Guide to Crude Distillation & Vacuum distillation
1.13. Who controls or decides the Oil prices?
Following exchange markets decides global crude oil prices
New York Mercantile Exchange ( NYMEX)
International Petroleum Exchange in London (IPE)
Singapore International Monetary Exchange (SIMEX)
1.14. India’s refining capacity?
India's current refining capacity [23 refineries] is 230millian tons per year. The public sector accounts for
66 per cent (150 million tons) of the total capacity while the private sector accounts for the rest 34 per
cent or 80 MT.
1.15. Where does India’s oil industry stand?
India was the fourth largest consumer of crude oil and petroleum products in the world. India’s import
dependency is 80%. For domestic consumption, it requires imports of 77% of demand.
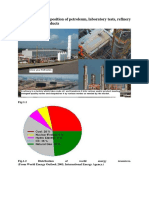
According to IES (International Energy Statistics) presented by the EIA (US Energy Information
Administration), the CAGR [compound annual growth rate] for total petroleum consumption for the
world was 0.8% from 2005 to 2013. This consumption has been measured in thousand barrels per day.
In the same period, China saw its consumption increase by 5.1%. In CAGR terms, India’s consumption
increased by 4.1%. In contrast, the US saw its consumption decrease by 1.2%.
an experience sharing book Mc Jomon
7 A Practical Guide to Crude Distillation & Vacuum distillation
Chapter 2 Desalting
Crude oil introduced to refinery processing contains many undesirable impurities, such as sand, inorganic
salts, drilling mud, polymer, corrosion byproduct, etc. The salt content in the crude oil varies depending
on source of the crude oil. When a mixture from many crude oil sources is processed in refinery, the salt
content can vary greatly. The purpose of desalting is to remove these undesirable impurities, especially
salts and water, from the crude oil prior to distillation.
The most concerns of the impurities in crude oil are the Inorganic salts can be decomposed in the crude
oil pre-heat exchangers and heaters. As a result, hydrogen chloride gas is formed which condenses to
liquid hydrochloric acid at overhead system of distillation column, that may cause serious corrosion of
equipment.
Crude oil pumped to desalter through preheat train there it heated to a temperature of around 120-125oc.
Crude is mixed with 4-6 volume % of water using a mixing valve and enter to the desalter through bottom.
The oil/water mixture is homogenously emulsified, the emulsification is important for contact between
the salt contained oil and the wash water. Then the emulsion enters the desalter where it separates into
two phases by electrostatic coalescence.
The electrostatic coalescence is induced by the polarization effect resulting from an external electric
source [high voltage AC or DC]. Polarization of water droplets pulls them out from oil-water emulsion
phase. Salt being dissolved in these water droplets or settled down at the bottom, is also separated along
the way. The brine water is discharged to the water treatment system (effluent water).
an experience sharing book Mc Jomon
8 A Practical Guide to Crude Distillation & Vacuum distillation
2 .1 What are the types of impurities contains in crude oil?
Crude oil contains Oleophobic impurities like calcium magnesium salts, sodium, potassium, sand, mud,
iron oxide, and water etc. and crude oil contains Oleophilic impurities like sulphur compounds,
organometallic compounds, nickel, vanadium, arsenic, naphthenic acids, and nitrogen compounds etc.
2 .2 How can remove impurities from crude oil?
Crude pretreatment can remove Oleophobic impurities only. There are two types of pretreatments
mainly.
Field separation- It removes gases, water, and dirt accompany crude oil from ground.
Crude desalting –it is done at the refinery site, it can remove salts, like calcium magnesium
chlorides, water and dirt.
2 .3 Explain the Role of desalter in crude oil distillation?
Crude oil contains salts, particularly those of sodium, magnesium, calcium chlorides etc, metals like
arsenic, vanadium ete, and mud and water. At high temperature chlorides decomposes and form
hydrochloric acid it will cause corrosion in column overheads. Presence of calcium, magnesium salts
cause heat exchangers and heater tubes to be plugged thus rapidly reducing heat transfer efficiencies.
Presence of salts cause coke formation in heater tubes. For a smooth operation desalting of crude oil is
essential.
2 .4 What are the different types of desalting processes?
Natural desalter in which settling time is given to settle salts, sediments, and water and sludge
which under gravity settled down the bottom and drained.
Chemical desalter in which chemical is added to remove salts and sediments water and sludge
Chemicals reduce the surface tension for making removal of salts and water easy. These two
types are useful for crude having low salts or for batch process.
Electrochemical desalter in which chemicals used along with electric field. It is widely used for
continues process demulsifier is the main chemical used.
2 .5 What are the different types of electrochemical desalters mainly used?
Desalters using AC electric field, desalters used DC electric field [now it is not used due to have some
disadvantages like electrolysis and galvanic corrosion], Bilectric type and Dual polarity type [ in which
both AC and DC electric field is using] are the different types used. Dual polarity type was patented by
Cameron [ NATCO ] Company. For higher conductivity crudes this type can be used.
2 .6 What are the different parameters to be monitored in desalter?
Desalter temperature, pressure, mixing valve differential pressure, oil-water interface level, water
injection rate, and chemical injection rate are some of important parameters to be monitored.
2 .7 Crude oil conductivity have any effect in desalting?
The electrostatic field in desalter is affected by the electrical conductivity of crude oil. If crude oil density
is too low the electrostatic charge has difficulty reaching the dispersed water droplets. If conductivity is
an experience sharing book Mc Jomon
9 A Practical Guide to Crude Distillation & Vacuum distillation
very high some of the electrostatic charge may dissipate in to the crude oil and never reach the water
droplets.
2 .8 What are the factors those will affect the desalter efficiency?
Water level controlling problems due to water shot, level tapping plugging, brine outlet control valve
problems, short circuiting of transformers, improper demulsifier injection, improper caustic injection,
problems related to mixing valve, low quality and quantity of desalting water, low pressure operation
and lack of proper desludging are the factors which affecting desalter efficiency adversely.
2 .9 What are the different stages in a desalter?
Main stages are heating of crude oil, mixing of oil with water, and settling of water.
2. 10 What is EDD dual polarity desalter?
Electro dynamic dual polarity desalter is a patented product of NATCO Company, it uses AC and DC to
separate water from crude oil. As per NATCO this desalter can handle more flow rate of crude oil with
less residence time.
2. 11 What is the optimum temperature in desalter?
Optimum temperature for solubility of salts is 120-1300c. If temperature increases viscosity of crude will
decrease and helping water drops to move freely and faster for coalescing, spread demulsifier
throughout the continues phase. Temperature will create thermal current to collide water drops. Any
excessive heat will lead to evaporation and operating pressure to be increased.
2 .12 What is the optimum pressure maintained in desalter?
Pressure is to be maintained in desalter to avoid vaporization inside, optimum pressure is around 10- 13
kg/cm2.
2 .13 What is the role of mixing valve in desalter?
Function of mixing valve is to emulsify crude with water, depending on mixing valve upstream-
downstream differential pressure emulsification varies and proper dissolution of salts in water happens.
2 .14 What is the need of wash water in EDD?
Wash water from top in EDD Dual polarity desalter is to avoid the slippage loss of water [in the intervals
of arching between composite electrodes] through crude oil.
2 .15 What are the different methods of emulsion breaking in desalter?
Emulsion separation into oil and water requires the destabilization of emulsifying films around water
droplets. This process is accomplished by any, or a combination, of the following methods;
Adding chemical demulsifiers, increasing the temperature of the emulsion, applying electrostatic fields
that promote coalescence. Or increasing the residence time of crude by reducing the flow velocity that
allows gravitational separation of oil and water.
an experience sharing book Mc Jomon
10 A Practical Guide to Crude Distillation & Vacuum distillation
2 .16 What is the use of demulsifier in desalter?
The emulsified crude is to be demulsify and salt water need to settle in the desalter bottom, for this
purpose demulsifier is used. Otherwise water carries over through crude or crude carry over through
brine out let will happen.
2. 17 How demulsifier works in desalter?
Demulsifiers are surface-active compounds that, when added to the emulsion, migrate to the oil/water
interface, rupture or weaken the rigid film, and enhance water droplet coalescence. Optimum emulsion
breaking with a demulsifier requires a properly selected chemical for the given emulsion; adequate
quantity of this chemical; adequate mixing of the chemical in the emulsion; and sufficient retention time
in separators to settle water droplets. It may also require the addition of heat, electric grids, and
coalesces to facilitate or completely resolve the emulsion.
2 .18 How can attain desalter inlet temperature?
Crude can attain temperature by heat exchange with different products and CR vacuum diesel, heavy
naphtha, kerosene product, kerosene CR etc in preheat train -1. Water injection to desalter is also
tempered striped water.
2 .19 What is preheat trains?
A series of heat exchangers used to heat crude by using different products and circulating refluxes in a
crude / vacuum unit.
2 .20 How much voltage is used in EDD desalter?
In EDD dual polarity desalter provision to give up to 60000 v by using three transformers.
2 .21. How AGAR probe works?
AGAR probe is a patented product of Agar Corporation, it works using conductivity, if water content
more that area conductivity become more.
2 .22. Where is the crude entry/ out let in the desalter?
Crude entry inside the desalter through bottom with an extended pipe having opening towards bottom
with flow diversion mechanism to top [weir placed upward direction to redirect crude flow upwards]
2 .23. What type of electrode is used in NATCOs EDD Dual polarity desalter?
It uses composite electrodes, graphite coated fiber sheets embedded with a fibrous material.
2 .24. What types of exchangers are used in preheat train 1?
Floating head shell and tube type heat exchangers are used in preheat train.
2 .25. In preheat train 1 exchangers, which side crude flows?
Crude is in shell side heating mediums were in tube side. Preheat train 1 crude temperature is less and
scale formation tendency is comparatively less.
an experience sharing book Mc Jomon
11 A Practical Guide to Crude Distillation & Vacuum distillation
2 .26. What is the flash point of crude?
Crude have a flash point of 20 o F to 90 O F [ it varies with type of crude] because it contains LPG, C1, C2
like lighter fractions.
2 .27. Why steaming is not allowed in desalter while shut down?
In desalter, transformer output connection to electrodes were through a Teflon bushing as an insulator
to body. Teflon is a thermoplastic and it cannot withstand more than 200oc. this is the reason to avoid
steaming in desalter.
2. 28. Crude belongs to which class of petroleum?
Crude belongs class A – flash point below 23oC.
2 .29. What type of storage tanks are used for crude oil?
Floating roof tanks with pontoons and RIM seal protection. These tank have water drain facility, roof
drain facility and pump with minimum circulation connection.
2 .30 Why viscosity and API gravity become a characteristic of Crude oil?
Crude oil is a complex mixture of various components. Crude oil's viscosity can vary from a low-viscosity
liquid to up to tar-like, nearly solid form. Viscosity is a measure of resistance to flow and is important
parameter for effective desalting and highly depend on temperature. High viscosity crude need high
temperature for effective desalting. There is a limit for temperature in desalter. Product yield pattern is
varying with viscosity and API of crude and design of distillation units are entirely different for different
viscosity, API crudes.
2 .31. What is the significance of sulphur in crude?
Sulphur is a measure of sourness & sweetness of crude oil. Sulphur content more than.5 % is sour crude
and less than .5% is sweet crude. It is estimated that in the world 80% crude reserves are sour crude.
Another classification is low sulphur, medium sulphur, and high sulphur crude.
2 .32. What are the pretreatments required for high TAN crudes?
Caustic injection needed before desalter to neutralize.
2 .33. What is the measurement unit of salt in crude oil?
PTB [Pounds per thousand barrel].
2 .34. What is BS&W?
Basic sediments and water is a measure of water, water dissolved substances, mud, sand and sludge.
Lower BS&W the higher the reliability of the unit. BS&W is one of the major pointer for corrosive
materials in crude.
an experience sharing book Mc Jomon
12 A Practical Guide to Crude Distillation & Vacuum distillation
2. 35. What is UOP K [characterization factor] of crude?
It is a measure of parafinity vs aromaticity of crude oil. High UOP K is desired for high conversion in
FCCU.
2 .36. What are the’ VGO metal ‘contents present in crude?
VGO metal is a measure of metals content in VGO fraction Nickel and vanadium are the main metals
present. This will poison secondary processing unit’s catalysts. Metals in VGO are removed by slop
distillate draw in vacuum column.
2 .37. What is the efficiency of normal desalter?
90-93% is the maximum efficiency can have attained by normal desalter.
2 .38. What are the different problems occurred in desalter operation?
Water level high problem due to heavy ingress of water along with crude, or due to brine out let control
valve malfunctioning. In case of water level become high conductivity become more and transformer
amperage become high and transformer will trip. If water level become too low, there is chance for
crude carryover through brine out let.
If desalter pressure become too less chances of vaporization are more, desalter works smoothly in
single phase only. Another problem is brine outlet oil content/ colouration, [emulsion breaking
difficulty], due to improper injection of demulsifier or over emulsification [ if mixing valve dp is more].
2 .39. In case of water level become high in desalter what are the consequences?
Water level more desalter amperage become high due to conductivity increase, transformer trip will
have actuated otherwise severe damage will have caused. If the carryover of water occurred through
desalter outlet crude, it will upset the downstream processing area.
2. 40. If water level high in desalter how to correct it?
If water level high, first find out the reason, it may be due to more water ingress through crude,
malfunctioning of brine out let control valve, improper demulsifier injection, or by tight emulsion
carryover through crude charge. Rectify the reason one by one, change the chemical injection rate,
water injection rate, mixing valve differential pressure, or brine outlet control valve opening or bypass
valve opening. Closely monitor transformer amperage switch off the transformer if required. Ensure
water/ crude level in try cokes.
2 .41. How to identify water ingress through crude oil?
It can be identified by crude density meter reading increase, if brine out let flow meter showing more
than water injection flow is another indication of water ingress with crude. Desalter water interface
readings becomes more, level switch will actuate, transformer amperage reading become more. If more
water comes with crude desalter inlet temperature will decrease, crude flow transmitter will show false
reading due to density change. If water carryover happened to downstream of desalter upset will
happen in preheat -2 flow transmitters, prefractionator pressure will fluctuate, and accumulator water
level increase drastically. Incase water enter into downstream of prefractionator the pass flows will start
hunting heater tubes will start hammering , crude column complete parameters become upset.
an experience sharing book Mc Jomon
13 A Practical Guide to Crude Distillation & Vacuum distillation
2 .42. What is water shot? How will it affect the smooth operation of a crude unit?
Abnormal increase of water level in desalter,or downstream of prefractionator due to brine outlet
control valve failure, or ingress of more water along with crude charge is called water shot. It will upset
the smooth operation of plant, up to desalter it can be handled. If water enter through prefractionator
or downstream it will become very difficult to operate the plant.
2. 43. In case of water shot how to handle the situation?
Up to desalter outlet it will easy to handle, decrease water injections one by one [ first injections
upstream of exchangers then upstream of mixing valve, then only wash water] or completely cut if
required, try to control water level in desalter by open brine outlet control valve manually or control
valve by pass valve can be opened. Switch off desalter transformer if required.
If more water ingress to prefractionator and downstream heater, things will worsen, then decrease the
charge or change the crude charge tank is better. If further uncontrollable situation [hammering,
uncontrollable boot level, high pressure, PSV popping etc ] occurred unit take safe shut down is the only
solution.
2 .44. If the brine out let is not clear how to correct it?
If water ingress or tight emulsion ingress through crude, reduce the water injection rates. If brine outlet
control valve is mal functioning due to false, level indication checks it and correct it. Increase demulsifier
injection rates if required, or if mixing valve differential pressure can be decreased. Check brine out let
and try cokes levels frequently.
2 .45. Where are the normal water injection points in desalter?
Normal injection points are upstream of last exchangers in preheat train 1 [for proper mixing and
heating] and upstream of mixing valve, and at the top of composite electrodes as wash water.
2 .46. How much the normal water injection in desalter?
Normally 4-6 volume % of crude.
2 .47. How much water with crude we can tolerate?
It depends on water levels in try cocks, and brine out let quality [ oil free, colure etc.] .
2. 48. If all the actions done to avoid water, but if still problem exists what should be the next action?
Try to decrease crude charge minimum as possible or change the crude charge tank is the only solution.
2 .49. What is the need of de-sludging in desalter?
Desludging is done to remove the accumulated salts, sludge’s from desalter. It can be done for a short
period of 1 hour per day on frequent basis. Never agitate the sludge’s longer than necessary it leads
poor performance of desalter [chances for carryover of this sludge’s through crude oil is more].
an experience sharing book Mc Jomon
14 A Practical Guide to Crude Distillation & Vacuum distillation
2 .50. Explain Desalter desludging?
Desludging done by pressurized water sparging inside, normally water used are stripped water or boiler
feed water, its pressure should be more than desalter pressure, and temperature is should be same as in
desalter. Sparger openings inside are towards bottom. This sludge will drain through brine out let.
2 .51. What are the normal field checking points of desalter?
Desalter pressure, temperature, transformers amperages voltage differential pressure, try cocks levels
[crude, emulsion, clear water] are the normal checking points in the field. Brine out let colour to be
checked to ensure brine out let oil free. Other any abnormalities like leakage through transformer
bushes, transmitter tapings, and PSV conditions also to be checked.
2 .52. What are the normal crude/emulsion/water levels in try cocks?
Try cocks placed at a height difference of 12/24/36/42 inches, 42inch tapping is far below the
electrodes. It is better to maintain the crude level at 36” emulsion at24” water at 12” brine out let
should be clear water. We can operate crude with crude level at 42” and emulsion at 12” [ if transformer
amperages were within limits]
2 .53. Where is the normal routing of brine outlet?
Routing of brine outlet is to effluent treatment plant after recovering heat.
2. 54. If brine out let become foaming, what may be the reason?
If demulsifier injection is more foaming tendencies shown, also it depends on some crude nature with
presence of some organic compounds.
2. 55. Why a caustic injection facility is provided in crude line?
Some crude has high TAN [total acid number] due to the presence of naphthenic acid. To neutralize this
acids caustic injection needed.
2. 56. If demulsifier injection become more what will happen?
It adversely affects the emulsification process and that by decreasing the efficiency of desalter. Foaming
tendency of brine outlet is more if demulsifier injection is more.
2. 57. If water level in desalter increases more what will happen?
If water level become more conductivity at electrode area becomes more, and transformer will trip at
high amperage, [if the trip system is not working electrical short circuit will happen]. Further level
increase can cause water carryover through crude and it will adversely affect the smooth operation of
unit [hammering, increase of pressure, etc].
2. 58. What are the desalter transformer trip conditions?
If water level in the desalter above 85% transformer trip will actuate. Transformer amperage high trip
also provided for safety, in EDD dual polarity desalter it is 132 amps. In AC using desalters normally
around 160 amps.
an experience sharing book Mc Jomon
15 A Practical Guide to Crude Distillation & Vacuum distillation
2. 59. Why in Dual polarity Desalter, AC field is provided in bottom area and DC field in the middle
area of desalter?
Oil water emulsion entry inside desalter is from bottom bulk of the water in the oil to be gets coalesced
in the AC field. [Oil being a non-polar fluid, act as a dielectric and water droplet, being polar, when
subjected to an electric field are coalesced].
The smaller particles escaping from AC field collides with the water injected from the top in the high
intensity DC field generated between electrodes are coalesced.
2.60. What is the use of density meter in crude charge line?
Normally density meter provided near to unit charge pump, its reading can be used for flow meter
correction. It is used for clear identification of nature of crude charge, if we charge a blended mix of
crude, by using this density meter we can clearly monitor the density of charge. In case of any water
ingress in crude oil, it can be identified by the sudden density change. While crude feed tank changeover
we can identify the presence of changed crude in our battery limit with this meter.
2.61. What type density meter [ in crude line used in CDU-2?
Corriolis type meter by Emersion.
2. 62. How to increase/ decrease desalter temperature?
Normally heat sources for preheat train 1 are different product streams coming out through preheat
train 2 and 3. If we open the above streams by passes [ exchangers] train 1 temperature can be
increased, while doing this, preheat train 2 [ this temperature reduction will badly effect on flash
distillation] and preheat train 3 temperatures are to be considered [ this temperature will affect the COT
of heater]. The water injection temperature to be maintained properly, if we add more cold water it will
reduce the desalter temperature.
2. 63. What will happen If the desalter pressure become less?
Crude contains lot of lighter fractions, in desalter if pressure become less flashing will happen. For
smooth operation of desalter and downstream liquid phase to be maintained in desalter.
2. 64. What is the need of a desalter bypass line?
It is not recommended to operate the unit with by passing desalter, but this by pass will be useful at the
time of startup and shut down. Startup desalter is filled with water and cold circulation start with
bypassing desalter , this water displaced by filling from outlet and drained water to ETP [effluent
treatment plant ] slowly desalter by pass to be closed and desalter taken in line.
2. 65. During start up, how to take desalter on line?
During Startup desalter is to be filled with water and start cold circulation bypassing desalter . This
water is to be displaced by filling crude from outlet and water to be drained to ETP [effluent treatment
plant] then slowly desalter by pass b/v to be closed and desalter taken in line.
2.66. When we can start water / demulsifier injection in Desalter while start up?
an experience sharing book Mc Jomon
16 A Practical Guide to Crude Distillation & Vacuum distillation
After completing cold circulation, by attaining desalter in let temperature near to operating
temperature, closely monitor the water emulsion levels in the desalter using try cocks, we can start
water injection, and demulsifier injection. Do not operate the desalter without water injection for a
prolonged time this may cause effluent water header to become plugged.
2. 67. When we can switch on desalter transformer?
After attaining desalter temperature, and pressure, start water injection then check the try cock levels, if
emulsion and water levels are within limits [emulsion at 24” and water at 12” or sample point] switch
ON the transformer. After this closely monitor transformers amperages and desalter water level.
2. 68. How crude oil flow rate will affect desalting?
Increasing the crude oil flow rate through desalter increases the salt content and water content and the
residence time for settling become less, then desalter performance will decrease. If the crude oil flow
rate below the design it should improve the desalter performance.
2. 69. What is the effect of mixing valve pressure drop in desalting?
Increase of mixing valve pressure drop improves water crude mixing and reduces the salt content in
desalted crude. Problem is while increasing pressure drop consider the crude flow rate, and brine quality
[if de-emulsification is not proper oil carryover will cause].
2. 70. What are the different types of interface transmitters installed in CDU-2 desalter?
AGAR Probe [using conductivity], Radio frequency admittance probe type and displacer type are the
interface transmitters used on desalter.
2. 71. When the de-salter not functioning properly what are the after effects in the plant?
Scale formations [salt deposits] will happen on downstream exchangers, and due to acid formation
[ HCL ] column over head and internal corrosion chances become more.
2. 72. Where the desalter PSV out let is connected? Why?
Normally desalter PSV outlets were connected to prefractionator flash zone. Desalter is in full of liquid
and have pressure, if relief valve popes this quantity can flash in prefractionator. If we connect this PSV
out let to flare, flare knock out drum cannot handle this much liquid, and another problem is crude
contains varies fractions.
2. 73. How the distribution of desludging water inside the desalter?
Desludging water enter through bottom and inside headers have spray nozzles pointed towards bottom,
just below crude entry.
2. 74. Where is the brine outlet tapping on desalter?
Brine outlets are taken from bottom periphery of the vessel.
2. 75. Where is the crude outlet taking from desalter?
an experience sharing book Mc Jomon
17 A Practical Guide to Crude Distillation & Vacuum distillation
Crude outlet is taken from the desalter top. In EDD dual polarity desalter at the top, above the wash
water, a collecting trough placed and outlet nozzle pipe extended there. [This is to avoid contamination
of wash water in crude outlet]
2.76. Which streams are can be used for water injection?
Normally stripped water from unit, steam condensates [with medium temperature] and demineralized
water can be used as injecting water.
2. 77. What will happen If water injection in desalter is more?
If water injection become more brine level control become difficult. Same time desalter temperature
will reduce, and it will adversely affect salt removal.
2.78. How can attain design efficiency of desalter?
Maintain optimum temperature, pressure, use minimum required water injection, minimum required
transformer voltage, and optimum use of suitable demulsifier can attain the design efficiency of
desalter.
2.79. What are the unit operations carried out in desalter?
Emulsification, dissolution, separation, settling and de-emulsification are the operations carried out in a
desalter.
2. 80. What are the trip interlocks related to desalter?
Desalter high pressure - feed pump / booster pump trip
Desalter low pressure – booster pump then charge pump trip.
Desalter water level high – transformer power will cut off, water injection SDV will close.
If water level low – brine SDV will close
And transformers amperage high trip is the main inter locks related to desalter
2. 81. Explain pre-heat train 1 in CDU-2?
PHT have two streams A & B and inlets have flow control valves, 13 numbers of floating head shell and
tube exchangers. Heating mediums are heavy naphtha, vacuum diesel, kerosene product, HGO product,
vacuum residue, HVGO product and LVGO product. PHT -1 A and B temperature can be balanced by
using one flow control valve and hand control valve provided in kerosene CR line out let. [Kerosene CR is
in parallel in PHT -1A &B. ]. Out let temperature of PHT -1 is around 120-125oc.
To increase the desalter inlet temperature hot streams of CE39 [HGO PR], or CE27 [kerosene product]
can be bypassed.
2.82. If two desalters in series [ two stage] how will be the water injection arrangement?
Crude and water flow are arranged in counter current. Instead of using fresh water for both desalter
stages, the fresh (wash) water is introduced to the second stage desalter first and the effluent water
from the second stage is routed to the first stage. This was found to conserve water and increase the
an experience sharing book Mc Jomon
18 A Practical Guide to Crude Distillation & Vacuum distillation
efficiency of the desalting process, since salt removal from the second stage is less than that from the
first and the effluent water from the second stage desalter contains less salt than that from the first
stage.
If the water is injected into the first stage first, then most of the salt will go into the wash water which
upon injection into the second stage will be brine (it will not be able to dissolve the salt from the second
stage which is relatively low) and will reduce the desalting efficiency.
2.83. What are the factors affecting desalting efficiency?
Crude oil API gravity, crude temperature and pressure, volume of wash water injection/ volume of
crude, wash water pH , mixing of water with crude, degree of separation of wash water from crude,
transformer voltage, and demulsifier injection are the main contributing factors of desalter efficiency.
2.84 Explain NATCO s Electro Dynamic Dual Polarity Desalter?
The Electro-Dynamic Desalter is a system consisting of electrostatic mixing, the Load Responsive
Controller, composite electrodes, and countercurrent flow of the dilution water.
In Dual Polarity desalters the electric field is established with a horizontal array of vertically hung parallel
plates. Alternate plates are charged positive and negative through connection to diodes. The two sets
of diodes are connected to the same end of the transformer winding with the other end connected to
ground. This arrangement gives a DC plate-to-plate field and an AC plate-to ground field. In this way,
the advantages of drop movement and drop charge in a DC field are combined with the film rupturing
capability and corrosion resistance of an AC field. Transformers for Dual Polarity desalters are identical
to those used for AC desalters with the addition of an oil filled secondary junction box which houses the
diode packs.
Dual Polarity desalters may also be fitted with a power supply known as a Load Responsive Controller
(LRC). The LRC consists of transformer in combination with an electronic device which senses the load
being drawn and adjusts the power to the transformer accordingly. The power adjustment is
accomplished by silicon controlled rectifiers (SCRs) which switch the power on and off rapidly so the
very short bursts of high power are interspersed with off periods so the transformer does not exceed its
average heat dissipation rating. This allows power to be delivered to the process under upset conditions
without compromising the integrity of the power supply. The LRC may also be programmed to
modulate power to the process.
The Electro-Dynamic Desalter is a new design incorporating the principles of field strength control,
electrostatic mixing, and counter current flow. Field strength control can be accomplished by the use of
electrodes of varying conductivity. High field strength exists across zones of high conductivity, and
reduced field strength is found in the regions of lower conductivity. The desired conductivity patterns
can be produced by using electrodes constructed of composite materials whose surface composition can
be adjusted in manufacture to provide these patterns. Such electrode plates have the advantage of
maintaining a tapered field strength under a range of operating conditions. They are also "self-healing"
under arcing. A metal grid array will be completely discharged by an arc with loss of field in the entire
vessel. Because an arc on a composite grid must be fed through a surface resistance, it is quickly
quenched, and only the plate area in the immediate vicinity of the arc is discharged. Slippage due to
temporary loss of field is largely eliminated.
Four distinct stages have been identified in the mixing and coalescing process with unique field strength
requirements for optimum performance of each stage.
an experience sharing book Mc Jomon
19 A Practical Guide to Crude Distillation & Vacuum distillation
Dispersal: A fast ramp-up of voltage to the mixing voltage. Provides rapid reduction of the large drop
population.
Mixing: Sustained high intensity field for maximum drop subdivision.
Coalescing: Voltage ramp-down to permit optimum drop growth. It is in this stage that most of the
contact between the dilution water and the entrained brine occurs.
Settling: Sustained low intensity field for drop growth and sedimentation.
Each of these stages can be adjusted for optimum intensity and duration using the Load Responsive
Controller.
Countercurrent flow is essential for realization of the full potential to be gained by multiple stages of
mixing and coalescence. To achieve this benefit, it is necessary to introduce dilution water [wash water]
above the electrodes in the zone of dry oil. The water must remain as coarse drops in this area to
prevent carry-over. Uniform distribution is desired, although the electric field produces some amount of
distribution and will overcome mild mal distribution. The simplest way of spreading the dilution water
above the electrodes is through a system of laterals with orifices sized to produce a slight pressure drop
at design flow rates. [Courtesy to Kenneth W. Warren PhD. NATCO].
2.85 What is Bilectric Desalter?
In the normal conventional AC desalters two layers of electrods are used per each transformer output.
Bilectric desalter is one special type AC desalter [ by Cameron Petroco ] with 3 layers of electrodes and
crude distribution is through in between the electrodes . Three phase electric supply used transformers
and high electric field obtained inside the desalter, this desalter can operate with a high water level and
with high pressure. They offer it is suitable for low API gravity crudes, and reduced dosage of
demulsifier, lower crude oil salinity and reduced wash water consumption.
an experience sharing book Mc Jomon
20 A Practical Guide to Crude Distillation & Vacuum distillation
Chapter 3
Pre flash Drum / Column
Implementation of pre flash device in a crude distillation unit is to remove light components of the
crude oil before entering in the furnace and thereby energy saving. Pre flash devices are grouped in two
types Pre flash Drums and Pre flash columns [prefractionator].
Desalted crude is heated to 190-210o and allowed to flash in to pre flash drum/ vessel. Bottom of pre
flash drum/ vessel is again heated and feed in to crude heater.
The pre flash drum is a simple vessel in which flashing occurs and good separation of liquid and vapor
phase happens. The lighter vapor separated can be feed in to crude column feed zone or just above the
feed entry.
The pre flash drum realizes the highest energy reduction, lower naphtha production and higher Kero
LGO yield.
The pre flash column, differently from the pre flash drum, it is a flash distillation column [with trays, top
reflux and bottom stripping steam] and effective separation happens there, top product can route to
lighter end separation section [stabilizer].
Naphtha and LPG production can be increased by using prefractionator. [Lot of other factors also to be
considered before the selection of pre flash devices types of crude, capital investment, product market
scenarios etc.]. One drawback of prefractionator is decrease of kero production and more operating cost
than pre flash drum.
an experience sharing book Mc Jomon
21 A Practical Guide to Crude Distillation & Vacuum distillation
3. 01. What is the role of prefractionator [pre-flash column] in crude distillation?
Prefractionator is flash distillation column with trays and with stripping steam at stripping section.
Prefractionator is used to separate lighter ends [naphtha and LPG] from crude oil before entering in to
furnace, that by reducing the load of heater. Downstream crude column pressure can be reduced by
separating lighter components in prefractionator. Normally prefractionator naphtha is the feed of
stabilizer. A high increase of light distillate flow rates can be obtained but it results in smaller energy
savings in the furnace duty compared to those of the pre-flash drum configuration.
Performing a first evaluation of the cost related to the less furnace load together with the variation of
the production asset, the pre-flash column is able to achieve better performance than the flash drum.
3. 02. What is the role of pre- flash drum in crude distillation?
Pre- flash drum is a flash vessel, its top vapors feed in to the crude column flash zone directly.
It is the simplest device for scope of energy reduction, but some precaution must be considered. First the
possibility of crude foaming, limits the flashed vapor feed location in the main column. Further there is a
quench effect of the cold vapor from the pre-flash drum and a reduction of the carrier effect due to the
light compounds. However, the main advantages from the implementation of this solution are the furnace
duty reduction and the increased production of the middle distillate.
3. 03. Prefractionator or pre flash drum which is better?
Prefractionator mainly aim for increase lighter ends production [for processing lighter crude it is better].
But pre-flash drum aims for middle distillates increase. If lighter distillates price is less pre-flash drum is
profitable. And energy saving wise flash drum is better.
If the plant requires a high naphtha production and with high separation between naphtha and
kerosene stream, prefractionator should be preferred.
3.04. Prefractionator, what type of distillation it is?
Flash distillation, it needs inlet temperature and more pressure.
3. 05. What is the normal operating pressure of prefractionator?
Normal operating pressure is 3.6kg/cm2 at top.
3.06. If prefractionator pressure increases more what are the after effects?
If the prefractionator top pressure increases more the overhead naphtha make will reduce, more
naphtha will go through pre-topped crude, it will increase heater load and atmospheric column pressure
[ atmospheric naphtha become more]
3. 07. If sudden decrease of prefractionator top pressure what are the effects?
Sudden decrease of pressure will increase the overhead quantity, [ overhead quantity FBP become
more] and effectively bottom level become low.
3.08. How to handle the above situations?
an experience sharing book Mc Jomon
22 A Practical Guide to Crude Distillation & Vacuum distillation
In the case of sudden increase of pressure, find out the reasons first, it may be overhead fan failure,
cooling water failure, reflux failure / top temperature increase or by LP gas to heater SDV closed
condition. Rectify the problem as above if any, reduce the stripping steam, start more fans or decrease
the top temperature.
3.09. In case of prefractionator top reflux failure what are the after effects?
If top reflux fails there is chance for top temperature increase, and carryover of black stuff to top.
3. 10. What are the possibilities for prefractionator top product become have colure?
One is reflux failure and other is uncontrolled quantity of stripping steam or column pressure become
very low.
3. 11. How to handle the above situation?
In case of reflux failure establish it faster [if the accumulator level is less stop the naphtha to stabilizer
and maximize the reflux]. Reduce or cut the stripping steam and try to decrease the top temperature by
starting more overhead fans.
3. 12. How much quantity of stripping steam can be used in prefractionator bottom?
It varies with crude components while lighter crude processing steam consumption is less 2-3 tons/hr [
MP steam]. And heavier crude cases tripping steam is much more 3- 6.5 tons/hr.
3. 13. Where is the entry point of bottom stripping steam?
Stripping steam entry is just below the bottom tray of stripping section.
3. 14. Why MCF provided for pumps?
Every pump is designed for a minimum flow, if the pumping quantity is less MCF can open, and same
time if vessel / accumulator level is less it can protect by opening this MCF.
3. 15. How to control prefractionator top pressure?
Prefractionator top pressure varies with feed composition, temperature and with reflux quantity.
Pressure can be controlled by split range control with Fuel gas and LP gas to heater opening.
If pressure become less fuel gas will enter into column [ 0- 50 OP] and if pressure is more LP gas will
open to heater [ 50-100 c/v OP].
3. 16. Why prefractionator top reflux always kept in a minimum lock?
In case of reflux become less there is chance for overhead naphtha crude contamination [colure] , and it
will affect the stabilized naphtha and LPG colure if un noticed. To avoid the above situation
prefractionator reflux should be kept in a minimum lock.
3. 17. Where is the routing of LP gas from prefractionator overhead accumulator?
Normal routing is to crude heaters LP burners, in case of accumulator level high trip actuate it will divert
into flare by using two SDVs.
an experience sharing book Mc Jomon
23 A Practical Guide to Crude Distillation & Vacuum distillation
3. 18. Prefractionator overhead accumulator boot water sources? And it’s routing?
Water source is stripping steam condensate and water traces along with crude. Routing of the boot
water is to sour water units feed surge drum.
3.19. If prefractionator overhead accumulator boot water quantity more means?
Boot water quantity showing more means water carryover with crude or check stripping steam control
valve and stripping steam condensate carry over. Boot water failure can be the reason for boot water
level increase.
3. 20. If prefractionator bottom transmitters become faulty suddenly, how can operate the column?
In the case of both two numbers of level transmitter fails column level should be controlled by the help
of bottom pressure transmitter [heater pass flows can be in manual or auto mode].
3. 21. Prefractionator top temperature vs dew point relation?
Every column should be operating with a top temperature 20-25oc more than the dew point at column
top to avoid the risk of overhead acid corrosion. If stripping steam quantity increases more dew point
temperature will increase, then column temperature to be increased more.
3. 22. If prefractionator top pressure is become high how to reduce it?
Check the LP gas opening increase the block valve opening, start additional fans in overhead or decrease
the reflux if it is more [ if reflux is more there is a chance for top pressure high due to lighter ends in
reflux]. If the crude is more naphtha rich reduce the top temperature. While processing naphtha rich
crude chances of increasing pressure is more.
3. 23. If dew point increases more how to control?
If the dew point is high column temperature is to be increased to avoid corrosion, but it will affect the
distillation cuts. Reduction of stripping steam quantity can reduce the dew point.
3. 24. How can increase prefractionator inlet temperature?
Heating mediums in preheat train -2 are out lets of preheat train 3 [different side streams and products],
if bypassing any of that hot streams in train 3 can increase the temperature pick up in train 2. But the by
passing of train three’s heating medium will affect the heater inlet temperature.
3. 25. What is the role of prefractionator bottom pump?
Prefractionator bottom pump is the heater charge pump, it pumps pre-topped crude through preheat
train 3. If this pump trips the heater will trip by actuating ‘pass flow minimum’ trip.
3. 26. If crude charge/booster pumps trip, is crude ‘pass flow trip’ will actuate soon?
If the crude charge/booster pumps trip, the heater’ pass flow low’ will not actuate soon, because heater
charge pump is prefractionator bottom pump. If the prefractionator have enough bottom level, heater
can save up 5-6 minutes, by the time if crude charge/booster pump can start, heater can save from trip.
an experience sharing book Mc Jomon
24 A Practical Guide to Crude Distillation & Vacuum distillation
3. 27. Roll of preheat train 3?
Roll of preheat train 3 is to raise the temperature of pre-topped to heater.
3. 28. Normal preheat train 3 outlet [crude heater inlet temperature]?
Normal design is around 250-280oc.
3. 29. Details of prefractionator used in CDU-2?
Prefractionator has 36 numbers of valve trays, feed entry in between 22 and 23th tray, up to 22 trays are
double pass and above 22 are single pass. From 25th tray to top area is cladded with 3mm monal metal.
3. 30. If preheat train 3 temperature become less what are the after effects?
The crude heater out let temperature [COT] required is 360oc in bony lite crude. If preheat less condition
occurs, it will increase the load of crude heaters. Heater is to be fired more fuel and it will affect the
smooth operation and efficiency of heater.
If we run the plant with less COT distillation become not proper, diesel content in RCO become more
and it will affect the smooth operation of vacuum column. If the COT become less it is better to operate
the column with less pressure.
3.31. While processing some lighter crudes, why preheat train 3 temperature become less?
The main heating mediums are Vacuum residue and HVGO and LVGO, if some crude contains less VR or
VGO the preheat temperature will become reduce.
3. 32. How to increase efficiency of heater?
The following factors will increase the heater efficiency. Run the plant with design charge, designed
crude and use good fuels. Maintain proper viscosity of plant fuel, proper oil atomization and use good
quality burners. Excess air is to be minimized, use efficient APH and reduce heater sweating losses.
3.33. Why wash water used in column overheads?
Use of wash water in column overhead is, to wash out the chemical deposits, formed by corrosion
inhibitors and amine injections. Otherwise it will reduce the heat transfer in air fins and coolers and
make corrosion.
3. 34. What are the chances for Column overhead corrosion?
Crude oil contains various amount of chlorides [ CaCl2, Mg Cl2 and NaCl ] that forms HCl due to
hydrolysis in crude distillation. Presence of water is required for this column overhead water presence is
more by the condensation of steam. The most corrosive condition occurs at the dew point.
Other gases like H2S, organic acids, sulphuric acid, and carbonic acid also are very corrosive to overhead
system. Other types of salts formed in the process NH4Cl, and amine hydrochloride are also makes
corrosion if it deposits more.
3. 35. What is the purpose of corrosion inhibitor injection in vessel top?
It will make a thin protective film coating on the overhead lines, fins and heater tube.
an experience sharing book Mc Jomon
25 A Practical Guide to Crude Distillation & Vacuum distillation
In modern units filming amine injection used for the same purpose.
3.36. What is corrosion probe/corrosion monitors?
Corrosion probe is silver metal probe inserted on the overhead accumulator inlet line for periodic
measuring of corrosion. This is done by instrument checking the conductivity of strip.
Corrosion monitor is on line continues monitoring system, using this probe direct reading will get in
control room [unit is mills/year]. Normally corrosion monitor is provided in overhead fin fans upstream
[in vapour phase]
3. 37. Which type of control valves used in reflux lines?
Failure to open type control valves are used as reflux control valve. In case of instrument air failure, the
control valve will become wide open condition and there by protect the column from high temperature
and pressure.
3. 38. What is the significance of checking of accumulators boot water iron content, and sulphide
content?
Iron/ sulphide content more means overhead corrosion is more. More neutralizing amine to be injected
to overhead.
3. 39. Why neutralizing amine or ammonia injection used in overhead?
This is to react with overhead corrosive HCL and form salts.
3. 40. What are the different types of instruments used in accumulators?
Corrosion probe in accumulator inlet, hydrocarbon level transmitters, low/ high level switches, and boot
level transmitter, low high level switches and accumulator pressure transmitter are the instruments
used in an accumulator.
3. 41. Why MOVs are used in some lines?
For more critical lines pump suction [naphtha LPG, high temperature lines like HGO, RCO, VR lines] MOV
s provided for additional safety purpose. In case of any emergency situation It can be isolate from
control room or far away from valve.
3. 42. What is the normal boot water levels keeping?
It is better to keep 50% is safe.
3. 43. If boot water level become high what are the after effects?
If boot water level exceeds 100% the accumulator hydrocarbon will contaminate with water. If this
water enters through reflux to column, pressure become upset, same time product stream will
contaminate with water and it will upset the downstream process.
3. 44. In the case of boot water pumps failure how to handle the situation?
an experience sharing book Mc Jomon
26 A Practical Guide to Crude Distillation & Vacuum distillation
Try to start the spare pump, in case of both pump failures the only solution is manually drain the
quantity to OWS. If further raising tendencies shown, minimize the water sources to this accumulator
[stripping steam, wash water etc.].
3. 45. How to control crude column accumulator pressure?
Normally an accumulator has liquid phase [boot water and hydrocarbon] and vapour phase
[hydrocarbon gas]. In crude column accumulator column pressure can control by a split range control of
fuel gas and flare. If pressure is less than set pressure, fuel gas become opened condition to accumulator
0-50% c/v opening. If pressure is more than set pressure accumulator gas will have opened to flare 50-
100% opening of control valve.
3. 46. If the prefractionator accumulator level become more what are the after effects?
While processing lighter crudes accumulator level increasing chance is more. If the accumulator level
become high [ 80%] the LP gas to heater will divert to flare otherwise naphtha will enter into heater.
If accumulator level become increasing trend increase the naphtha stabilizer feed, if further increase
noticed adjust the column parameters. Decrease the column top temperature will normally reduce the
top yield. For this increase the reflux quantity, while increasing reflux column pressure should be
considered, stripping steam also can be decreased for the same purpose.
3. 47. What is the purpose of high level switch in prefractionator overhead accumulator?
Purpose of high level switch is to protect LP gas from hydrocarbon carry over. In case hydrocarbon high
level switch actuate the LP gas will divert into flare header.
3. 48. If hydrocarbon high level switch actuated in prefractionator overhead accumulator, how to
handle the situation?
If hydrocarbon high level actuates find out the actual reason, it may be naphtha pumps poor pumping or
failure, or abnormal naphtha yield on prefractionator top.
If problem is on pump try to rectify it by changing the pump, or running both pumps. If stabilizer feed
control valve has problem, rectify it or open the bypass of control valve.
Naphtha in the accumulator can reduce by reducing prefractionator top temperature.
Some quantity can drain to CBD to maintain the accumulator level in safe level. After rectifying problem,
before taking LP gas to heater, the header to be drained or steamed to ensure liquid hydrocarbon free.
3. 49. Routings of prefractionator overhead naphtha?
Prefractionator naphtha routing is to stabilizer feed, also can routed to slop.
3. 50. What is the need of booster pump after desalter?
Before prefractionator one more preheat train is there to attain inlet temperature of 180-200oc. and
prefractionator is a flash distillation column, it operates with a pressure of around 3.6kg/cm2. An inlet
pressure of around 12-16kg/cm2 needed for proper flashing. To attain this booster pump used
downstream of desalter.
an experience sharing book Mc Jomon
27 A Practical Guide to Crude Distillation & Vacuum distillation
3. 51. Where is the routing of Booster pump discharge PSV outlet? Why?
Booster pump discharge PSV out let connected to prefractionator flash zone, in case of PSV popping
large quantity of crude oil will flow to the prefractionator is safe, it will flash there, if it is connected to
any flare header it is difficult to handle this much volume in knock out drums.
3. 52. Significance of preheat train 2 outlet temperature?
Prefractionator inlet need a pressure of 10-15kg/cm2 and a temperature around 200 oc. if temperature is
low lighter separation in prefractionator become less.
3. 53. Explain Pre-heat train 2 in CDU-2?
PHT-2 A&B have two feed control valves in crude side with 19 numbers of exchangers. Heating mediums
are kerosene product, LVGO product+ CR , HGO product, LGO CR, HVGO CR+PR, LGO PR and HVGO
product.
PHT A&B temperature can balance by using flow ratio control valve and hand control valve in LVGO
CR+PR line [this entering into both PHT A&B ].
3. 54. Explain PHT 3 in CDU-2?
PHT-3 A&B have two feed control valves in crude side with 21 numbers of exchangers. Heating mediums
are LGO CR, HGO CR, VR, HGO PR and HVGO CR+PR.
In this streams CE44A, CE244B or CE34A/B CE31A/B[ HVGO CR] can bypass to increase the PHT-2
temperature.
PHT A&B temperature can balance by using flow ratio control valve and hand control valve in VR line.
3. 55. Explain CDU-2 prefractionator column internal details?
Column have 36 numbers of trays, feed in between 22 and 23 th tray. Top section two pass trays and
stripping section 4 pass trays [ valve trays ], bottom have stripping steam connection.
3.56 How much quantity of lighter ends can be separated by prefractionator?
In Bonny light case CDU-2 prefractionator can separate 18-19 % feed as lighter ends.
an experience sharing book Mc Jomon
28 A Practical Guide to Crude Distillation & Vacuum distillation
Chapter 4 Atmospheric Distillation
The purpose of atmospheric distillation is primary separation of various 'cuts' of hydrocarbons namely,
Atmospheric naphtha, heavy naphtha, kerosene, LGO, HGO [diesel] RCO. The heavy hydrocarbon residue
left at the bottom of the atmospheric distillation column is sent to vacuum distillation column for further
separation of hydrocarbons under reduced pressure. As the name suggests, the pressure profile in
atmospheric distillation unit is close to the atmospheric pressure.
Desalted or pre topped crude oil is further heated by exchanging heat with some of the hot, distilled
fractions and other streams. It is then heated in a fuel-fired furnace to a temperature of about 350°C-
365OC and routed into the feed section of the atmospheric distillation column. The cooling and condensing
of the distillation tower overhead is provided partially by exchanging heat with the incoming crude oil and
partially by either an air-cooled or water-cooled condenser. Additional heat is removed/utilized from the
distillation column by a pump around system.
A crude column can be up to 50 meters tall and contain 20 to 47 fractionation trays spaced at regular
intervals. In some towers, the trays in the top section are replaced with structured packing. The hot crude
enters the distillation tower just above the bottom. Bottom of feed section is called stripping section and
top is called rectification section. Steam is added to stripping section to enhance lighter ends separation.
The vapors rise through the distillation valve trays or packed beds vapor/liquid contacting happens.
Condensed liquid flows down through a pipe to the hotter tray below, where the higher temperature
causes re-evaporation
Products are collected from the top, bottom and side of the column. Side-draw products are taken from
trays at which the temperature corresponds to the cut point for a desired product. A portion of each side-
draw stream is returned to the tower to control tray temperatures and further enhance separation. This
is called pump around or circulating reflux. Part of the top product is also returned as top reflux it plays a
major role in controlling temperature/ pressure of the tower.
Atmospheric Naphtha, Heavy Naphtha, Kerosene, LGO and HGO are the side draws and bottom is reduced
crude oil [RCO].
RCO sent to the vacuum distillation column for further separation under reduced pressure.
an experience sharing book Mc Jomon
29 A Practical Guide to Crude Distillation & Vacuum distillation
4. 01. Why crude distillation column called atmospheric column?
Crude column operating pressure is near to atmospheric pressure.
4. 02. Where is the feed entry inside crude column?
In CDU-2 crude column feed entry is in between 6th and 7th tray.
4. 03. What are the draws in crude column?
In CDU-2 top atmospheric naphtha, heavy naphtha, kerosene product/CR, LGO product/CR , HGO
product /CR and bottom reduced crude oil.
In CDU-3 top atmospheric naphtha, heavy naphtha, light kerosene, heavy kerosene product/CR,
atmospheric gas oil product/CR, HGO CR and bottom RCO.
4. 04. What are the normal draw temperatures in crude column while bony light crude processing?
Draw temperatures varies with column temperature, pressure and crude type.
Heavy naphtha: 140-145oc.
Kerosene: 185- 190oc.
LGO: 240-245oc.
HGO: 295 – 301oc.
4. 05. Details of CDU -2 crude column?
Column have 47 meters of height, 32 numbers of trays, 4 numbers of chimney trays and 4 numbers of
packed beds. From bottom to 26 th tray cladded with 3mm SS410 S and 35th to top area cladded with
3mm monal metal.
Tray 1-7 valve trays, 7-11 area structured packing, tray 12-15 area structured packing, tray 16-17 high
capacity trays, tray 18-20 area structured packing, tray 20-26 valve trays and tray 27-29 area structured
packing.
The column has 4 side draws Heavy naphtha, Kerosene/ kerosene CR, LGO / LGO CR, HGO/ HGO CR.
Column has two sections, bottom stripping section is of 2800mm diameter, 9150mm long and has 6
valve trays. Rectification section is of 4500mm dia, 40300 mm long.
Beds in the column are over flash bed, HGO CR bed, LGO CR bed and Kerosene CR bed. Column bottom
have stripping steam connection.
4. 06. Normal operating pressure and temperature of CDU-2 crude column?
Column pressure is 1.2 kg/cm2 and top temperature around 118oc, COT 3600c.
4. 07. What are the different chemicals injected in crude column top?
an experience sharing book Mc Jomon
30 A Practical Guide to Crude Distillation & Vacuum distillation
Corrosion inhibitor and neutralizing amine.
4. 08. What is the action of neutralizing amine?
It reacts with acids and form salts like ammonium chloride. Neutralizing amine selection criteria is its PKa
value.
PKa value is the negative logarithm of acid dissociation constant Ka [ is a quantitate measure of the
strength of acid]
What is the purpose of filming amine injection in column overhead?
4. 09. What are the types of corrosion chances in a crude column overhead?
Hydrochloric acid, formed from the hydrolysis of calcium and magnesium chlorides, is the
principal strong acid responsible for corrosion in crude unit overhead.
Carbon dioxide is released from crudes typically produced in CO2 flooded fields and crudes that
contain a high content of naphthenic acid.
Low molecular fatty acids such as formic, acetic, propionic and butanoic acids are released from
crudes with a high content of naphthenic acid.
Hydrogen sulfide, released from sour crudes, increase significantly corrosion of crude unit
overhead.
Sulfuric and sulfurous acids, formed by either oxidation of H2S or direct condensation of SO2
and SO3, also increase corrosion
4. 10. Where is the possibility for more naphthenic acid corrosion?
The presence of naphthenic acid and sulfur compounds considerably increases corrosion in the high
temperature parts of the distillation units. More chances are in vacuum furnace tubes, transfer lines and
inside the vacuum column.
4. 11. Define over flash?
Crude column transfer line normal temperature is around 340-370c depends on crude components. This
partially vaporized crude is feed to the flash zone of the column. This transfer line temperature should
be enough to vapourise 3-5% volume of bottom product. This over flash has the function of providing
liquid wash to the vapoures going up the column from flash zone and improving fractionation on the
trays above the flash zone, thereby improving the quality of HGO.
4. 12. What is the relation between Crude column overhead temperature and corrosion?
Top pump around return temperature should be above the condensation temperature of water vapors
flowing up the tower, which once condensed, it absorbs HCl vapors, creating extremely corrosive
environment. The areas most affected by corrosion are top pump around trays (which is why they are
usually made of Monel 400), overhead condensers, and top pump around exchangers.
4. 13. What is the action of corrosion inhibitor?
Forms a coating on overhead lines and exchangers tubes which prevents access of the corrosive acidic
substances to the metal.
an experience sharing book Mc Jomon
31 A Practical Guide to Crude Distillation & Vacuum distillation
4. 14. What is the use of wash water in column top?
To wash out the deposited salts from overhead lines tubes continues, otherwise it will reduce the heat
transfer and total plugging of exchangers will happen.
4. 15. How can confirm neutralizing amine injection is sufficient?
By checking local pH and by lab result. PH should be 7.
4. 16. What type of pumps are used in chemical injection service?
Positive displacement types used for overhead chemical injections [piston type or plunger type].
4. 17. How to monitor column overhead corrosion?
Corrosion can be monitor by on line corrosion monitor, the reading can be read in control panel in
mills/year. Corrosion probes provided in accumulator inlet line also used to analyze corrosion. Its
reading can take periodically by conductivity measurement.
4. 18. Column operates with more pressure or less pressure which is profitable?
Crude column operating with less pressure is profitable, with less COT and top reflux column can be
operate smoothly.
4. 19. If atmospheric naphtha yield is more and column tends to high pressure, how to handle this?
Some crude contains more naphtha [eg. Agbami]. If naphtha in crude column showing more means
separation in prefractionator is less. Increase prefractionator temperature, draw more prefractionator
naphtha. If prefractionator pressure and accumulator level also high, then crude charge to be reduced
slightly.
4.20. How can you identify if column sides draw is more or less?
While the column operates with steady COT, top temperature and pressure any abnormal increase of
draw temperature is due to abnormal draw of products. If the draw temperature raising more means
draw is more, if draw temperature is less means draw is not sufficient. At the same time closely watch
stripper level, stripper LCV’s OP and CR flows.
4. 21. How to identify the column side draw levels in column is less?
Column have no level transmitters, level transmitters provided on side strippers, if stripper LCV s OP is
showing more and draw temperature showing more means there is not sufficient level in column tray.
4. 22. What is tell-tale hole in man way door? Purpose of it?
Column manways and bottom portion is cladded with monel metal. The tell-tale holes are holes [ with
thread] drilled in the manways, up the level of cladding or up to a level with a corrosion allowance. This
is to identify the cladding failure or corrosion inside the vessel. If any damage happens inside leak will
occurred through this holes, then we plug the holes temporarily and attend the problem at the next
opportunity shut down.
4. 23. If column bottom level transmitter fail how to operate the column?
an experience sharing book Mc Jomon
32 A Practical Guide to Crude Distillation & Vacuum distillation
Every column has one or two bottom level transmitters and level switches. If all this fails, the next
option is operating the column with the help of bottom pressure. If the bottom pressure is more means
level is high. Normally this type of failures will happen at the time of startup, because at that type the
liquids density is not matching with the corrected density of level transmitter.
4. 24. What is the role of bottom stripping steam in crude column bottom?
To strip off the lighter ends in the stripping section, by doing this diesel content in RCO can be reduced,
and vacuum column vapour load will reduce automatically.
4. 25. Where is the stripping steam entry point in strippers and column?
Stripping steam enters the bottom of the first tray in stripping section.
4. 26. When the top high pressure interlock in crude column actuate?
In CDU -2 one process interlock provided at column pressure high [2.8 kg/cm2 ] there are three pressure
switches provided on column top if two out of three actuates unit will down.
4. 27. Routing of atmospheric naphtha in CDU-2?
Atmospheric naphtha can be routed to GSU , NSU , stabilizer and to slop.
4. 28. What are the activities to be done when reflux pumps changeover?
Drain the pump casing to eliminate complete water accumulated inside the pump. Then start the pump
with full speed [ in the case of VFD motor] and open the control valves fully at the same time reduce the
motor rpm for the required flow. After attaining the flow floe and motor rpm can be cascade.
4. 29. In case of crude water ingress what are the after effects in heater/ column?
The water ingress in running heater will very dangerous, first pass flows showing hunting, pass inlet
pressure also will hunt, hammering in coils will happens due to the vaporization of water. This
hammering will damage coils, supports. If water enter into column the column pressure become shoot
up trays will damage. Immediate take shut down the unit [mainly heater] is the only way to protect the
plant. Then start the plant after cold circulation to flush out the coil and slowly increase the
temperature.
4.30. What is the purpose of fuel gas connection in CV33, cv25?
This is for initial pressurization of plant after steam out.
4.31. What is the role of stripping steam in strippers?
To strip out the lighter ends, in each draws and there by the flash point correction of product.
4. 32. Routing of kerosene in CDU-2?
Kerosene can route to storage, diesel, slop, and to merox feed for ATF.
4. 33. Routing of LGO in CDU-2?
an experience sharing book Mc Jomon
33 A Practical Guide to Crude Distillation & Vacuum distillation
LGO can routed to diesel blend header, to combined diesel [ to DHDS for Sulphur removal], to flushing
oil and to slop.
4. 34. Routing of HGO in CDU-2?
HGO can routed to DHDS, diesel blend header, to HVGO and to slop.
4. 35. What is the recovery of HGO/CD?
90-92% recovery at 360oc.It varies as per the blend header requirement.
4.36. Why we can route LGO directly blend header?
If low Sulphur crude processing in the unit Sulphur content in LGO is comparatively less, it can be
directly routed to blend header.
4. 37. What is the need of LGO coaliser?
LGO routing is directly to blend header, it should be 100 % water content free. If the stripper use
stripping steam there is chance for moisture content, in order to remove the moisture content coaliser
is used. If the stripping steam not used no need for coaliser.
Inside the coaliser number of cotton/nylon fiber wounded catridges placed horizontally, it absorbs the
tiny droplets of water and dropped down to the bottom shell, it can be drained or pumped out.
4. 38. What are the sources of water in product R/D?
Stripping steams used in column and side stream strippers are the source of water in the product run
down. Other abnormal condition is product run down cooler leak.
4. 39. Why coaliser is not used for HGO in CDU-2?
Because HGO is not a straight run product, HGO routing is to DHDS plant.
4. 40. What is on line blend header?
Blend header is an automated header with on line product spec analyzers. Different steams can mix to
the product automatically with respect to the required specification of product.
4. 41. Which products have on line blending facility in BPCL KR?
Motor spirit, diesel, furnace oil, LDO and LSHS have on line blending facility. Crude also have on line
blending facility.
4. 42. Why HN routing to diesel blend header?
Heavy naphtha is lighter product with flash around 10-13oc and distillation range of 110-155oc. while
mixing this to diesel there may be possible to mix some heavier stuff also. The ultimate aim is to
increase profit by increase of diesel make. But there is certain limitation to blend too much quantity due
to flash specification.
4.43. Routing of CDU-2 HN?
Heavy naphtha can be routed to LAN, diesel blend header and to Naphtha hydrotreater then to CCR.
an experience sharing book Mc Jomon
34 A Practical Guide to Crude Distillation & Vacuum distillation
4. 44 How to control product run down temperatures?
Products like kerosene, HGO, LGO all have coolers using cooling water as cooling medium, for fine
control of run down temperature upstream of this cooler air fin coolers also provided. By switching ON
or OFF the fans can control the temperatures.
Heavier stuff s like VR and VGO have a tempered water system for controlling of run down temperature.
These products run down temperatures should be more than its pour point.
4. 45. How to control flash point of heavy naphtha?
Flash point can control in different ways; flash point can control by using stripping steam in striper. But it
has some limitations it can be polish the taken quantity inside the stripper. Another factors are column
top pressure and temperature and draws quantity.
In the striper increase of stripping steam can increase the flash point and decrease of steam can reduce
the flash point.
The increase of column top temperature, will increase the flash point. In the column if ‘kerosene draw
become less, top pressure less’ condition, heavy naphtha become light.
4. 46. If FBP of HN showing more means?
It means Heavy naphtha draw is more. FBP more than 170oc means it have kerosene content.
4.47. Normal IBP and FBP of HN?
IBP 110oc , FBP 160oc.
4.48. How much the flash point maintained for heavy naphtha?
Flash point is 10-14oc.
4.49. How to decrease HN FBP?
Decrease the draw quantity, and column top temperature.
4.50. What is the role of stripping steam in kerosene stripper?
Fine polishing of kerosene flash point can be done in kerosene stripper. Stripped lighter ends return into
crude column. Increase of steam will increase the flash point and decreasing of steam will reduce the
flash point.
4.51. How much the normal kerosene CR quantity and temperature, when crude charge is 650 T/hr?
Kerosene CR quantity is varying with heat duty control of kerosene draw area. 280-350 tons/hr is used
normally with a temperature range of 140-150oc.
4.52. How much the normal FBP maintained for kerosene?
Normal FBP is a range of 225-250oc, if kerosene draw aiming for ATF FBP should keep below 270oc
[otherwise it will affect the freezing point of ATF].
4.53. How to correct kerosene FBP?
an experience sharing book Mc Jomon
35 A Practical Guide to Crude Distillation & Vacuum distillation
If FBP more means kerosene draw is more, then decrease the draw and closely watch the draw
temperature. If FBP is very less means draw is not enough, then increase the draw.
4.54. How to adjust kerosene flash point?
Kerosene flash point can control by increasing or decreasing the stripping steam in stripper. Increase
the steam will increase the flash point and decrease of the steam will decrease the flash point.
Heavy naphtha draw has some relation with kerosene flash point, if naphtha draw is less, it will drop
into kerosene and will decrease the kerosene flash point.
4. 55. IF kerosene FBP is more how it effect on the downstream plants?
If the kerosene FBP is more than 270oc it will affect the downstream [merox unit] product ATF s
specification, freezing point reduction.
4. 56. What should be the minimum flash point of kerosene when ATF is aiming?
Minimum flash point of kerosene for ATF is 38oc.
4. 57. What is the purpose of kerosene booster pump in CDU-2?
It is used to pump kerosene to downstream Merox unit through caustic wash and water wash vessel
4. 58. Where is the routing of Kerosene booster pump discharge PSV outlet?
Kerosene booster pump routing is to slop header, because this much liquid quantity cannot
accommodate in flare KOD.
4. 59. If crude COT become suddenly less what will be the problems in crude column?
HGO CR become vapor lock due to low level in tray, RCO level will increase, also chance for HGO color
become black.
4. 60. How to adjust CD recovery?
Combined diesel recovery means recovery at 360oc. if recovery more means [eg; 95%] product is lighter
and recovery less [eg; 86%] means product is heavier.
Combined diesel is a blend of HGO and vacuum diesel draw in the plant, the recovery of combined diesel
can be adjusted by using these two draws.
While running the crude column in a steady COT, top temperature and pressure condition, recovery can
be increased by decreasing the product draw and recovery can be decreased by increasing the product
draw. Dropping of the top draw can increase the recovery [product will have contaminated with lighter
stuff]. If vacuum diesel draw is more there is chance for combined diesel become heavy [recovery
become less] and vacuum diesel draw is less recovery become high.
4. 61. How to adjust CD diesel flash?
It can be corrected in HGO stripper stripping steam in the unit and final adjustment can be done in blend
header [using Heavy naphtha].
an experience sharing book Mc Jomon
36 A Practical Guide to Crude Distillation & Vacuum distillation
4. 62. What is diesel index?
It is a measure of ignition quality of fuel calculated from a formula involving API gravity and its aniline
point.
Diesel index = aniline point x API gravity (1/100).
4. 63. What is Cetane number?
Cetane number is a measure of the ignition quality of diesel fuel, higher the cetane number it is easier to
start ignition in a diesel engine.
It is an inverse function of a fuel’s ignition delay. In compressed ignition engine [ diesel engine] only air is
compressed and fuel is injected in to the cylinder. When a fuel enters the cylinder it needs to be
atomized, then mixed with air then its temperature must be raised and combustion takes its time. The
total time taken for these is the ignition delay.
Cetane number denotes the percentage of cetane in a combustible mixture whose ignition
characteristics match those of the diesel fuel being tested.
Cetane index is used as a substitute for the cetane number, it is calculated based on the fuels density
and distillation range.
4. 64. How to correct diesel cetane index problem?
Using cetane improver additive it can be increased.
4. 65. How to control crude column bottom level?
Crude column bottom levels should be in auto/casc mode with the vacuum heater pass flows.
If the level increases or decreases the controller will take action and adjust automatically. If the crude
column bottom level decreases drastically find out the reason, it may be due to over drawing of
HGO /LGO, sudden decrease of column pressure, sudden increase of crude COT or by malfunctioning of
vacuum heater pass flow control valve.
If sudden raise in RCO level is may be due to sudden increase of column pressure, low HGO/LGO draw,
vacuum heater pass flow less or RCO pumping problem.
4. 66. If crude column bottom level transmitter become out, how to operate the column?
Column can operate with bottom pressure, and make the pass flows in manual mode and run the plant
with sufficient pass flows
4. 67. What is the advantages of pump around?
Better fractionation between product cuts - When a portion of the liquid traffic flowing down through
the column is removed, cooled, and routed back the column, this cooled stream condenses more of the
vapor coming up through the tower (especially the heavy material in the vapor) allowing only the light
material to rise up the tower in the vapor phase, thus, fractionation (separation) is enhanced.
an experience sharing book Mc Jomon
37 A Practical Guide to Crude Distillation & Vacuum distillation
If all the heat in the tower is to be removed in overhead condensers, the amount of liquid reflux to the
tower will be huge.
Better vapor-liquid traffic along the tower - Each side stream product withdrawal decreases the amount
of internal liquid (reflux) flowing down below that point in the column. To generate uniform liquid-vapor
load through the column a portion of liquid is removed, cooled, and routed back the column, this cooled
stream condenses more of the vapor coming up the tower and provides the reflux (liquid traffic) below
the product draw-off point.
4. 68. If HGO stripper level become low what are the actions of a panel engineer?
HGO stripper level is very critical in crude unit operation, in the case of stripper level low stripper LCV
will try to open more, then column collecting tray level become low. Normally HGO CR pump suction is
taken from column tray and product is drawn from stripper.
If the column tray level become less HGO pump will starve and become vapor lock. If HGO CR flow
become low, there is chance for black stuff entering into HGO draw and its colure become black and
heavy.
If the Stripper low shows identify the problem first, it may be less COT, over draw of HGO or LCV failure.
The main duty of a panel operator is to protect the CR, for this minimize the HGO product draw by
closing the Run down control valve or for fast action close the LCV and open the minimum circulation
line of HGO product pump to save the level inside the column tray.
4. 69. What is the purpose of keeping some back pressure on product lines at battery limit?
It is for the proper fine controlling of product streams, and to keep full bore flow through coolers and
pipe lines/ control valves.
In the case of LPG back pressure is very important, if back pressure become less vaporization chance is
more. If the product has any caustic/ water facilities there some levels inside the vessel, in the case of
sudden back decrease may be upset this caustic /water levels and carryover may be happening.
4. 70. In case of any products run down line backpressure increased more what are the after effects?
How to correct it?
If back pressure increases more there become no sufficient product flow and it will affect the product
quality of other streams also. If any booster pump used streams backpressure increase will increase the
pressure inside the battery limit and may be chance for PSV popping.
In the case of LPG stream increases of backpressure may actuate a safety trip of product pump.
4. 71. Define octane number?
Octane number is a number used to measure the anti-knocking properties of a liquid fuel [ gasoline].
It is determined by comparing the amount of knocking that fuel causes when combusted with the
amount of knocking caused by two reference fuels, isooctane [ has an octane number of 100, means
zero knocking] and heptane [ has an octane number of zero].
an experience sharing book Mc Jomon
38 A Practical Guide to Crude Distillation & Vacuum distillation
The octane number is then assigned as the percentage of isooctane required in blend with normal
heptane to match the knocking property of the fuel being tested.
Octane number measuring is for spark-ignition engine in which mixture of fuel and air is compressed.
4. 72. How much the optimum diesel content in RCO?
Optimum diesel content in RCO is 10 – 12% by wt. If it is more load of vacuum column will increase.
4. 73. If diesel in RCO become more how it will effect in vacuum column?
Diesel in RCO more means HGO/LGO draw is not sufficient. Crude column operate with less COT is one
of the reason for diesel in RCO high. If diesel in RCO increases it will increase the vacuum column vapor
load, and chance for vacuum breaking [column pressurizing]. More level comes in VD tray if it is not
drawn completely the LVGO stream will become lighter.
4. 74. What is the purpose of over flash in crude column?
Over flash is an internal reflux stream that returns the excess stuff lifted to the gas oil [HGO] section. It is
collected from the lowest tray above the flash zone into the flash zone. Its flow/temperature can be
measured. If crude COT is around 340oc around 60% of volume of crude vaporize in flash zone. An extra
5% vapor is allowed to vaporize from the flash zone by increase the COT to 350oc which will increase the
vaporization. This extra 5% is condensed above the flash zone tray and return back to flash zone as over
flash, to avoid any residue carry over. The COT in crude distillation is that required to vaporize all
products above the flash zone plus the sensible heat in the bottom product. If only that specific amount
of heat is in the feed, the trays between the flash zone and HGO draw become too dry and would not
fractionate properly. So the heat of feed is deliberately to an amount more, to ensure an over flash flow.
Higher the over flash means higher the COT required for that particular crude, and is more energy
consuming. An optimum over flash is around 3- 6 % of crude charge. Over flash is drawn from below
HGO draw, this area is the transition area of black stuff and light color stuff. The main aim of this over
flash is to protect the HGO from black stuff [to avoid the heavier in HGO].
4. 75. If crude column bottom level coming down drastically what are the reasons? How to correct it?
If COT increases suddenly the level become coming down, in case of crude pattern change if the draw is
more the same chance is there. Another reason is sudden decrease of top pressure [may be due to
ambient temperature change by rain]. If vacuum heater pass flow control valve become wide open or
open more condition also leads to this situation.
Decrease the HGO draw can solve this problem dropping of some LGO can also solve this problem
otherwise decrease the vacuum heater pass flows manually.
4. 76. If crude column bottom level increasing more what are the reasons? And how to correct it?
Improper draw of HGO/LGO, or if the column pressure increases suddenly due to reflux failure or air fin
fan failure are leads to this situation. Any pass flow control valve become OP stuck also become a reason
for this level raise. Another chance is crude pattern change. If crude heater COT is less the same thing
will happen.
an experience sharing book Mc Jomon
39 A Practical Guide to Crude Distillation & Vacuum distillation
Try to rectify the above problems, increase HGO/LGO draws, star additional fin fans, and increase the
COT if required
4. 77. What are reasons of HGO CR flow hunting?
Main reason may be lack of level in crude column tray, this is may be due to over draw of HGO product/
crude composition change or another chance is HGO CR pump failure/ suction strainer partial plugging.
4. 78. What are the consequences when HGO CR Hunting?
In case of HGO CR failure, heavier stuff will enter top area, diesel become heavy with coloration, column
pressure will increase, LGO / Kerosene become heavy, RCO level become increase and also chance for
fading kerosene colure.
4. 79. Is it possible the column run without HGO CR?
It is impossible to run a crude column without HGO CR, black stuff [heavier] enters in to top area and all
products spec will go on, RCO level will build up and it contains more diesel content. And column
temperature profile cannot able to maintain.
4. 80. Before HGO CR hunting is it is possible to identify it earlier?
It can be identifying by HGO draw temperature [abnormally high] HGO stripper LCV’s OP [higher than
normal OP] if COT is very less with same draw.
4. 81. What are the field activities whileen HGO CR hunting?
Try to rectify the no pumping problem/vapor lock, by adjusting the opening of pump discharge,
[pinching of valve can escape the vapour trapped inside the pump and pressure become steady]. If still
problem exists change over to spare pump [all these activities to be done in coordinating with control
room to ensure the tray level]. By the time the vapor trapped pump’s vent can be open to CBD to
eliminate the vapor. Using pump discharge pressure and motor amperage an operator can identify the
flow.
4. 82. What are the activities in control panel while HGO CR Hunting?
Reduce the HGO draw by using Product run down control valve, or it is better to take HGO stripper LCV
in manual mode and reduce the opening. Take CR control valve in MAN mode, open the product pump’s
MCF. These all activities are to protect level in column for HGO CR draw.
4. 83. Which oil is using as flushing oil?
Vacuum diesel, LVGO and LGO can be used as flushing oil. In CDU-2 one HFLO system is there to use in
various flow meters in vacuum column service as continues flushing. There is another pressurized
header used for inner seal fluid in vacuum unit pumps [slop distillate, HVGO, VR pumps], in all these
system some quantity flushing will enter through vacuum services. If we use LVGO handling is difficult
due to plugging chance is more, now vacuum diesel is used as HFLO in unit. At the time of
startup/shutdown diesel can line up from tank farm area.
4. 84. What is the normal RCO temperature?
an experience sharing book Mc Jomon
40 A Practical Guide to Crude Distillation & Vacuum distillation
If the crude COT is 360oc RCO temperature is about 340oc-350oc. it should be below the cracking
temperature of oil.
4. 85. If RCO temperature become low, it means?
RCO temperature less means diesel in RCO is more and it will increase the vapor load in vacuum column.
4. 86. In a crude column if sudden decrease of COT happens, what are the effects?
There is chance for HGO CR flow hunting, bottom level will increase, and top products become lighter.
4. 87. In a crude column if sudden decrease of top pressure happens, what are the effects? How to
handle the situation?
In the case of sudden decrease of top pressure bottom level become low all side draws become heavy,
these all conditions are for a short time. Then adjust the side draws, control the bottom levels by
dropping HGO or adjusting the vacuum pass flow. Switch off over head fans to increase the top pressure
otherwise fuel gas will enter in to accumulator to increase pressure. After some time, all parameters
become normal.
4. 88. What are the chances for sudden increase of crude column top pressure? What are the after
effects? How to handle the situation?
Sudden increase of top pressure may be happening due to top temperature increase/ reflux failure,
overhead fan’s failure, HN pump failure, side pump around’s failure, cooling water failure or sudden
pattern change of crude [ due to layering inside crude tank].In case of upset in prefractionator top
removal it will reflect in crude column top pressure and naphtha quantity. Increase of top pressure after
effects are products become lighter, top atmospheric naphtha quantity become less, kerosene, LGO all
become lighter.
Start the air fin fans if available, decrease top temperature, or open accumulator gas to flare, increase
pass flows to vacuum heater all these activities can adjust the situation.
4. 89. In case of crude column top reflux pump failure, how to handle the situation?
If column top reflux fails column pressure and temperature will increase and it will affect the smooth
operation. If top reflux fails, find out the reason immediately if the accumulator level is low try to
increase the level by reducing the atmospheric naphtha run down.
In the case of a pump failure start the spare pump and establish the proper reflux flow.
If the flow becomes less due to any strainer partial plugging start the spare pump.
In the case of both pump failure shutdown the unit immediately.
4. 90. If the crude column overhead accumulator level become high, what are the effects?
If the accumulator level becomes high -high there is chance for naphtha ingress to flare header, then
column pressure also will increase. Try to pump out the quantity or drain some quantity to CBD.
4. 91. If crude column accumulators boot water pump fails, how to handle the situation?
an experience sharing book Mc Jomon
41 A Practical Guide to Crude Distillation & Vacuum distillation
Boot water level around 50% is safe; in the case of boot water pump failure the water level will
increases. In case water enters through reflux the column pressure will become upset.
Then try to run both boot water pumps, if it is not possible drain the boot water manually to ows .
4. 92. What are the after effects if cooling water failure happens?
If cooling water failure happens, all columns top pressure will increase, hammering will occurs in
condensers, in vacuum column, vacuum will break [ pressurize] and all product run down temperature
will increase. Shut down the unit safely. Allow external water showering to air fins accumulators in
necessary.
4. 92. What is ROV and MOV?
ROV is remote operated valve. This valve can be operated far away from valve. This can be in two types
instrument air operated and electrical operated. MOV is motor operated valve [ it can be operated in
manual mode and auto mode.
4. 93. Why MOV provided in some RCO, HGO, VR , Naphtha /LPG lines?
This is for additional safety purpose; naphtha and LPG are more dangerous in case of any leak/fire using
MOV it can close from control room. Other these products also have auto ignition risks and in case of
any emergency, it is un approachable there to isolate.
4. 94. What is sloping of any product?
Slop is same as crude tank normally one crude tank is feed tank and another lined up as slop tank.
Sometimes charge and slop tank is same [some risk is there in this case eg; product pattern due to
improper mixing and composition]. In initial startup of plant all products to be routed to slop header
until the specifications meet. In a running plant in case any parameters deviate more than from normal
data and if the product suspected to off quality then it will have routed to slop.
4. 95. What are the precautions to be taken while sloping a lighter product?
Do not slop a lighter product alone for long time eg: naphtha, un stabilized naphtha etc. while sloping
naphtha some heavier stuffs together to be routed to slop to protect the tank from severe increase of
rvp [ Reid vapor pressure].
4.96. What are the precautions to be taken while sloping a heavier product?
Along with heavier stuff [long time] some lighter stuff also to be routed, otherwise the product pattern
in the slop tank will change. It will in balance the further processing of this quantity. Or after stopping
the heavier product sloping the slop header to be flushed with a middle distillate [ diesel].
4. 97. If crude charge tank and slop tank is same, what are the risks?
Risks are sudden product pattern change, water carry over chance and product layering due to improper
mixing.
4. 98. What are the normal range of refluxes in crude column [if charge is 650 T/Hr ] in BL case?Top
reflux 100- 135 T/ Hr, Kerosene CR 290-330 T/Hr, LGO CR 45-500 T/Hr, HGO CR 350-400 T/Hr
an experience sharing book Mc Jomon
42 A Practical Guide to Crude Distillation & Vacuum distillation
4. 99. Give the internal details about side strippers?
CV22 – heavy naphtha stripper has 6 numbers of tray and bottom stripping steam connection. Stripper
vapour return line connected to main column.
CV23- kerosene stripper has 6 numbers of trays and bottom stripping steam connection, vapour return
connected to crude column.
CV24 – LGO stripper have 4 numbers of trays, bottom stripping steam and vapor return connected to
crude column.
CV25 – HGO stripper have 0ne packed bed and bottom stripping steam connection vapor return to
crude column.
4. 100. What is the Yield pattern of CDU-2 at design charge [ 625t/hr, Bonny light]?
FG- 0.441, LPG -12.94, Stabilized Naphtha- 44.33, Heavy Naphtha- 14.22, Kerosene- 61.25, LGO -109.31,
HGO -129.45, RCO- 226.02, Vacuum Diesel- 30.30, LVGO- 85.37, HVGO- 69.65, Slop distillate- 5.80,
Vacuum residue- 34.20, Hot well Gas -0.66, and Slop Oil- 0.54. [ all data are in t/hr.].
4.101. What are the feed characteristics of Bony light crude in CDU-2?
Sp. gravity @ -15°C 0.8581, Sulfur total (% wt)- 0.15, RVP (Kg/cm2)- 0.95, Viscosity at 30 °C (Cst)- 3.2,
Pour point- (°C) -27, BS&W (Vol %)- 1-2 %, Salt ( ptb)- 2.1-30, Va, ppm- 1.0, Ni, ppm- 10.0 and Fe, ppm-
18.0.
4. 102. What is the specification of fuel oil used in CDU-2?
Fuel oil used is VR of BH , BL or any low Sulphur crude.
Sp. gravity @15 °C 1.01-1.012, Viscosity at burner inlet @180 °C 19-23 cSt, @100 °C 300 cst, Sulfur Wt %
0.4-0.7 %, Na ppmw 90-170, N2 ppmw 2000, Va ppmw 2.5, Water ppmw 48-62, CCR wt% 14-19.8 %, C/H
ratio wt% 8.1-8.3, Sediment wt% 0.06% , Pour point °C 60-78, Flash point °C >150, Gross calorific value
(KCal/Kg) 10200-10250, Net calorific Value (Kcal / Kg) 9670-9610, Potassium ppm 15-30, Calcium ppm
12-26 and Nickel ppm 36-52.
4.103 How to handover a crude column for maintenance after shut down?
Pump out or drain complete vessel quantity to CBD/slop, isolate all lines connected to column [pump
suctions and CR returns]. Deblind the top PSV by pass line and open to flare, open bottom stripping
steam or heater coil steam to column[ in the case of coil steam open steam quantity is to be minimized
and watch the column pressure carefully. Open all pump suction drains to remove condensate. While
getting temperature at PSV by pass line, open the column vent to atmosphere and close the PSV by pass
to flare. This initial steaming to be done for 4-8 hours.
After initial steaming blind the column as per blind list [all blinds to be wedge open towards vessel] and
start final steaming, ensure steam out through all wedges. Continue the final steaming more than 8
hours. Then water wash the column from top to bottom using water connection to through top reflux
line. Open all manways and provide eductors [using plant air or instrument air ] for ventilation. Issue the
vessel entry permit after checking with multigas detector [ to ensure explosive gas free] and checking of
oxygen.
an experience sharing book Mc Jomon
43 A Practical Guide to Crude Distillation & Vacuum distillation
Chapter 5
Vacuum Distillation
Purpose of atmospheric distillation is primary separation of lighter distillates and middle distillates [ eg;
fuel gas LPG naphtha, kerosene, diesel]. The heavier hydrocarbon residue left at the bottom [RCO]
contains heavier distillates which have boiling point above 370oc, heating of hydrocarbon above this
temperature tends to thermal cracking and coking. There for further distillation of heavier ends to be
carried out in vacuum distillation. It is performed at a pressure lower than atmosphere pressure
[around 10-40 mm Hg]. While operating in vacuum boiling points of products will reduce.
Working of vacuum column resemble those of fractional distillation except that larger diameter columns
are used to maintain comparable vapor velocities at lower pressures. Internals of vacuum column are
different from atmospheric column in that structured packing/random packing and top demister bed are
used instead of trays.
an experience sharing book Mc Jomon
44 A Practical Guide to Crude Distillation & Vacuum distillation
5.01. What type of heater is used in vacuum distillation unit? What types of firing used?
Horizontal type balanced draft combination fired heater is used in vacuum unit.
5.02. Line sizing of CDU-2 vacuum heater tubing? Number of passes?
Tubes are made with 9Cr 1Mo, 4 passes , Convection entry at a size of 5” then to 6”, 8”, coil outlet to
10”.
5. 03. Why more cross over piping provided in vacuum heater?
Cross over is to proper distribution of temperature in each [ 4 passes] passes and to take outlet from
maximum heat gained area.
5. 04. What type of feed entry used in CDU-2 vacuum column?
Tangential entry with distribution chute inside.
5. 05. Details of CDU-2 vacuum column internals?
Column made with carbon steel, 5 numbers of 2 pass trays at stripping section, 5 numbers of chimney
trays, top one demister bed and 5 numbers of packed beds. Beds are wash oil bed, HVGO CR bed, LVGO
CR bed, Vacuum diesel IR bed and Vacuum diesel CR bed.
5. 06. What is the purpose of demister pad in vacuum column top?
Vacuum column uses ejectors to create vacuum. Demister beds used on top of vacuum diesel CR top to
minimize the diesel cay over to the ejector effluent.
5.07. What is the normal COT used in vacuum heater?
COT varies with crude processed, in the case of BL, 390-395oc and in the case of AM, 395- 405oc.
5. 08. Why strainers provided on CR lines?
This is to avoid plugging in CR distributors and nozzles and to avoid chocking in packed beds.
5. 09. What is the purpose of SDVs in Fuel oil, fuel gas lines?
This is to stop fuel flow while heater trip actuates.
5. 10. What is the purpose of local reset switches for FO , FG SDVs?
In the case of heater trip actuates all the SDVs will close. Before recharging of fuel for firing individual
block valves to be isolated first. Then SDV s can reset from control room and from field also.
If there is no reset switch from field in case of resetting from control room done without proper
communication danger will happen.
5. 11. Why cladding is used inside the vacuum columns?
When corrosive materials are to be handled, the columns may be fabricated with a high alloy steel such
as one of the stainless steels, or monel. However, because these materials are either very expensive or
an experience sharing book Mc Jomon
45 A Practical Guide to Crude Distillation & Vacuum distillation
else have design limitations such as low strength, claddings and linings are commonly used for corrosion
resistance. Clad plate consists of a thin layer of corrosion resistant metal permanently bonded to an
inexpensive carbon or low alloy steel backing
The reason why these columns are cladded is because of sulphidic and naphtenic corrosion.
5. 12. What is stripping?
The process of extracting a material dissolved in a liquid phase and transferring it into a gas phase is
called stripping or desorption. Usually steam is used as a stripping medium in hydrocarbon industry.
5. 13. Where are the locations of cladding used in vacuum column?
Vacuum column made with carbon steel with 3mm cladding of SS410S from BTM to top of LVGO bed and
3mm CA for un cladded portion of the column
5. 14. How many numbers of ejectors are provided in CDU-2 vacuum column top?
There are total 9 numbers of ejectors, in which 3 stages 3 numbers in each stage of different capacity.
Normally 3 numbers one in each stages are enough for smooth operation.
5. 15. Why in CDU-2 VR pump discharge diverted to 2 streams?
This is for to run the unit with wide range of VR quantity, if VR content is more than 35 t/hr we have to
line up two streams and quantity is less isolate or by pass one stream.
5. 16. Where the steam generation facility is used in vacuum unit?
LP steam generation facility used in vacuum residue circuit.
5. 17. How much the boiler feed water pressure and temperature here used for LP stem generation?
Boiler feed water with a pressure of 32kg/cm2 and 135 oc used in LP Steam drum.
5. 18. Why a Y shaped needle type control valve used in steam drum BFW line?
Needle valve with y shaped used for fine control and to minimize clogging and erosion in long term.
5. 19. How to identify strainer in circulating reflux services plugging?
Usually bucket type strainers are used in circulating reflux lines to avoid plugging/choking in
distributors/nozzles. It has one dp taping provided if it shows more differential pressure plugging can
have suspected.
5. 20. What are the different types of vacuum columns?
Vacuum columns are mainly three types
Dry type in which no stripping steam used.
Wet type in which stripping steam used and pre-condenser used before ejector.
Damped type stripping steam used and after condenser is used after ejector.
an experience sharing book Mc Jomon
46 A Practical Guide to Crude Distillation & Vacuum distillation
5. 21. Explain transfer line in vacuum distillation?
The line connecting the heater outlet to column feed nozzle is called transfer line. Proper design of
transfer line is critical for the smooth operation of vacuum column. It should be designed for minimizing
the pressure drop. A typical pressure drop in a vacuum transfer line is about 100–150 mmHg to achieve
a deep cut point. Considering the low pressure at the flash zone, the pressure drop of the vacuum
transfer line is quite significant. An important consideration in transfer line design is the two-phase
critical velocity, which raises concerns about vibration in the line, especially acoustic-induced vibrations.
Transfer line is to be designed for sonic flow at the column inlet nozzle.
5. 22. What is deep cut distillation?
The main aim of vacuum distillation is the proper yield of VGO from reduced crude oil. Actually the term
deep cut distillation has no standard definition, one refineries deep cut may be some other refineries
typical operation. A number of concerns be kept in mind while thinking about deep cut distillation.
CCR content in VGO , handling capability of CCR in downstream VGO processing unit, metal content in
VGO are some of factors to consider. Deep cut operation may increase the metal content in VGO.
Vanadium and nickel are the metals which may swept into VGO under deep cut production. These
metals are poisons the catalysts in the downstream FCCU/VGO HDS catalysts.
VGO sulphur content and nitrogen content may also increases in deep cut operation. If we done deep
cut operation vacuum residue become also heavier.
In BPCL KR Deep cut means yield maximum VGO with an FBP of 565oc . if FBP more than 565oc CCR will
increase. [Aiming the VGO CCR below .5% ].
5. 23. What factors are used to attain deep cut distillation?
Vacuum in column, velocity steam in heater coils, column bottom stripping steam, proper wash oil and
slop distillate are the main factors used to attain deep cut operation.
5. 24. What is the role of velocity steam in vacuum heater coils?
Velocity steam is used to reduce the residence time of vacuum feed in vacuum heater. A thin layer of
vacuum feed moving close to the boundary of the heater tube will be in the velocity of the heater tube to
which it stays closer. That is, it is almost zero. The boundary layer is exposed to the skin temperature of
the tube for long time and it leads to thermal cracking which is an unwanted reaction takes place in the
heater. To avoid this phenomenon, velocity steam is introduced and this helps to create a turbulence and
hence the boundary layer comes to the free stream region and the change is a continuous one.
This helps to avoid coke formation in the heater tube and increases the run length of the heater.
Also the velocity steam helps to strip off lighter ends by reducing the partial pressure of hydro carbon
based on Dalton's law of partial pressure.
Higher rate of velocity steam than the design flow will adversely affect heater outlet temperature as
part of the heat is taken by the steam itself. A higher rate of velocity steam also will adversely affect
vacuum in the vacuum column.
5. 25. What is wash oil in vacuum column?
an experience sharing book Mc Jomon
47 A Practical Guide to Crude Distillation & Vacuum distillation
HVGO IR feed on the top of bed [below HVGO draw] is the wash oil. Wash oil flow should be adjusted to
meet HVGO product quality, metal content, colure, carbon content etc.
5. 26. What is the purpose of wash oil?
The purpose of washing flash zone vapors to clean the distillate from entrained residue [mainly carbon
content/heavier ends]. If the wash oil fails heavier fractions will enters to the HVGO area and CCR[
condradson carbon residue ] of VGO will increase.
5. 27. What is the need of proper wetting of wash oil bed?
The wash bed, comprised of a packing set below a wash oil distributor, is below the HVGO draw-off. The
wash bed packing provides significant surface area for the vapor to pass along and deposit the entrained
residue. As long as the packing maintains a proper level of wetness. The wash bed packing must keep a
proper level of wetness to de-entrain correctly and avoid coke formation.
Wash oil is introduced above the wash bed through a wash oil distributor to facilitate condensation of
the rising vapor stream and to maintain the minimum level of liquid on the packing. If the rate of wash oil
distributed over the wash bed is too high, the wash bed risks condensing both the entrainment and
significant portions of the vapor stream intended to condense later in more elevated sections of the
vacuum tower. Such “over condensation” reduces the VGO product quantity leaving the wash bed. On
the other hand, if the rate of wash oil reflux is too low, the super-heated vapor overpowers the cooling
effect of the cool wash oil, creating dry outs at locations where the wash oil wetting is below proper levels.
Once a section of the packing is dry, condensed entrainment droplets can quickly form coke on the wash
bed packing.
5. 28. Define CCR in VGO?
CCR – condradson carbon residue it is the residual carbon after the VGO is burning.
If this is more coking formation will occur in VGO HDS catalysts.
5. 29. What is the optimum CCR of VGO for VGO HDS feed?
Optimum CCR for VGO HDS feed is .5 wt%.
5.30. What type of pass flow meter used in vacuum heater?
Orifice type Pass flow meters with hflo flushing are used, it is better to use ultrasonic type to avoid the
interruption of flow measuring. In vacuum passes chocking chance is there due to coking.
5. 31. Routing of hot well gas?
Hot well gas can be routed to vacuum heater and atmospheric vent after amine treatment. Amine
treatment is used to remove H2S. Another provision is to divert into flare header.
5. 32. What is the purpose of hot well gas amine treater?
To remove H2S in hot well gas, after reducing H2S content it can be routed to flare or heater.
an experience sharing book Mc Jomon
48 A Practical Guide to Crude Distillation & Vacuum distillation
5. 33. What is the purpose of flame arrestor in hot well gas line?
Hot well gas pressure is very less; flame arrestor is provided in this line to avoid flame backup.
5. 34. How the flame arrestors work?
Inside the flame arrestor’s thickly arranged fine fins absorbed the heat of flame and flame cannot
survive more.
5. 35. What is the need of strainers upstream of flame arrestor?
To avoid the plugging of fin fins inside the flame arrestor.
5. 36. How can attain vacuum in vacuum column?
Vacuum can be attained by using ejectors, using medium pressure steam. The ejector is used to remove
the un-condensable and condensable vapors from column which are pass through surface condensers in
which condenses the steam plus hydrocarbons and create vacuum inside the column. The un -
condensable gas can be routed to flare or to vacuum heater low pressure burners. Hot well with a
barometric seal holds a head of liquid which will prevent the vacuum pulling gases back out of the hot
well. Ejectors are commonly used in multiple stages for proper condensation of vapors.
Another method to create vacuum is using vacuum pump instead of last stage ejectors.
5. 37. Explain ejector system?
Ejector system working simple it has three connections. One for the high pressure (HP) motive, one for
the low pressure (LP) suction entrained and one for the medium pressure discharge [outlet].
There is one nozzle for converting pressure energy of motive [steam] to kinetic energy and a venture
shaped diffuser towards the discharge of the ejector. The diffuser is firstly mix the two incoming streams
[vapors from column and steam] and expands through the diverging nozzle which create vacuum in the
body chamber to draw in and entrain gases and vapors from column.
5. 38. Compare Ejector and vacuum pump used in vacuum distillation?
Ejector and vacuum pump both have advantages and disadvantages. Ejectors have lowest initial capital
cost compared to vacuum pumps, ejectors normally used MP steam as motive fluid, condensers need to
cool the steam, operation is noisy and condensable vapors.
Vacuum pumps [ liquid ring type] need a sealant fluid, risks for cavitation is more, for bulk vapor load
handling services single pump is not enough, electricity consumption and wear and tear is another
problem. Achievable vacuum using vacuum pump is limited by the vapor pressure of the sealant fluid
[normally water] at the operating temperature. And chance for inevitable mixing or emulsion formation
with seal fluid is more.
In some refineries vacuum distillation unit use vacuum pumps downstream of second stage condenser
only, there condensable hydrocarbon content is comparatively less than in first stage.
5. 39. What is the purpose of hot well? Internal arrangement of hot well?
Purpose of hot well is to collect the condensates / non condensable gases from condensers without
affecting the vacuum generated in the column overhead. It had divided into 3 cells by using baffles [ one
an experience sharing book Mc Jomon
49 A Practical Guide to Crude Distillation & Vacuum distillation
baffle have more height] all lines from condensers are immersed in one shell it overflows into next cell
and water settle down and top oil layer over flows to third cell.
5. 40. How much the height difference needed from surface condenser and hot well?
More than 10.3 meter to keep a barometric leg, as a water seal to avoid the ingress of vapors from hot
well to condenser.
5. 41. Why separate burners provided for hot well gas?
Hot well gas need low pressure burner and same time the gas is more corrosive these are the reasons
for separate burners for hot well gas.
5. 42. What is the COT high trip value in vacuum heater? Its purpose?
In vacuum heater high COT trip provided at a temperature of 440oc . At very high temperature coke
tendency is more and chances for thermal cracking, to avoid this situation the trip provided.
5. 43. What is the purpose of velocity steam in vacuum heater tubes?
According to Dalton’s law of partial pressure the velocity steam helps to strip off lighter fractions by
reducing the partial pressure of hydrocarbon.
While RCO flows through tubes, a thin layer close to the boundary of tube will be in a low velocity. This
boundary layer is exposed to the skin temperature of the tube for long time and it leads to thermal
cracking. Velocity steam helps to reduce the residence time of feed in heater tubes. Steam helps to
create a turbulence on entire tubes and to avoid the coke formation inside the tube.
5. 44. Why we are keeping velocity steam condensate free?
Velocity steam in vacuum heart injecting at a temperature area of above 350 oc if condensate present in
the steam it will expand to steam, hammering will occurs, pressure will increase and it will affect the
vacuum inside the vacuum column.
5. 45. How to identify heater tube coking by visual inspection?
Coking can be identified by abnormal colure changes, [ red hot or dark bluish look]. It can be confirmed
by thermography of particular tube.
5. 46. If heater tube has red coloration means?
Coke formation or over temperature raise due to pass flow low or flame impingement may be the
reasons for tube red hot look.
5. 47. If tube have white coloration means?
White coloration is may be due to over soot deposited or ash deposited
5. 48. How much the vacuum heater [CDU-2] transfer line pressure?
Transfer line pressure is just more than flash zone pressure near to 700-800mmwc
5. 49. Normal flash zone pressure of vacuum column?
an experience sharing book Mc Jomon
50 A Practical Guide to Crude Distillation & Vacuum distillation
Normal flash zone pressure is around 400- 550 mmwc.
5. 50. What are the different ways to measure the bottom level of vacuum column?
Bottom level measurements can be done by dp transmitters, level trolls and by the pressure transmitter
at the bottom.
5.51. What is the purpose of slop distillate draw?
It is used to remove the unwanted metal content fraction from VGO, these metals contents will poison
the catalysts used in secondary processing area. Slop distillate collecting from a tray below wash oil bed
and a portion return back to flash zone as over flash and other slip stream can be routed to VR.
5. 52. What is the use of S/D over flash in vacuum column?
Over flash is required to improve the quality of HVGO and the quantity of over flash is a function of COT
bottom stripping steam and flash zone vacuum and in addition to the feed quality.
5.53. Why separate collection vessel used for slop distillate draw?
In vacuum column there is one chimney tray for slop distillate. Additional collecting vessel provided to
reduce the hold up in the chimney tray and to reduce the residence time there. If residence time more
thermal cracking and coking chance become more.
5. 54. Slop distillate routings?
Normal routing of slop distillate is to vacuum residue. In some crudes metal contents less and then slop
distillate can route in to LVGO to FCCU.
5. 55. Why vacuum column bottom diameter is less?
Vacuum column bottom section is smaller because both vapor content and liquid rate are so much
lower and residence time at the high temperature area must be minimized to avoid thermal degradation
and coke formation.
5. 56. What are the draw temperature of all draws in vacuum column?
Vacuum heater COT 395oc, flash zone pressure 450-500 mm wc, top pressure 180-220 mm wc, HVGO
draw temperature 310-320oc, LVGO 290-305OC , VD 145- 150oc and column top temperature 45-55oc.
5. 57. Quantity of CR used in vacuum column [ BL 625T/hr crude charge]?
VD CR 235T/hr, LVGO CR 105 t/hr, HVGO CR 525 t/hr.
5. 58. For making plant fuel which type of crude is to be processed?
In order to meet emission standards our fuel oil sulphur limited to be less than 1 wt%, for that low
sulphur or medium sulphur crude to be processed.
5. 59. For furnace oil, and bitumen production which crude is to be processed?
Furnace oil sulphur more than 1 wt% for that medium or high sulphur crude can be processed. For
bitumen production VR viscosity more tam 1000cst needed, normally high sulphur, bituminous
an experience sharing book Mc Jomon
51 A Practical Guide to Crude Distillation & Vacuum distillation
5. 60. Where is the routing of Vacuum units pumps vents?
Vacuum unit pumps vents are connected to vacuum column just above slop distillate draw to
depressurize the pump easily, and vent also has line up to CBD.
5. 61. Why flushing oil connections are provided in vacuum unit pumps?
Vacuum pumps handling products pour point is more than atmospheric temperature. Flushing oil
connections provided to flush the quantity from pumps and lines. By using the flushing oil connection to
pump suction line we can fill this flushing oil to column trays and can be used to flush the column during
shut down.
5. 62. Why vacuum column uses packing beds?
Vacuum column internals must provide good vapor- liquid contact at the same time maintaining a very
low pressure drop from bottom to top. Therefore, vacuum column uses distillation trays only on collecting
areas [chimney trays]. Most of the column uses structured packings for vapor liquid contacting because
such packing has a lower pressure drop than distillation trays.
5. 63. What type of packings are used in CDU-2 vacuum column?
Structured packing’s are used in vacuum column. Total 4 number of beds used, vacuum diesel CR bed,
vacuum diesel IR bed, LVGO CR bed, HVGO CR bed and wash oil bed. Wash oil section use grid packing
and in other beds uses mella packs by Sulzer Company.
5. 64. What is the purpose of bed temperature indications in vacuum column?
This is to identify the bed conditions, bed drying and proper distribution of CR / IR while the column is
running. Using the trend of differential temperatures, the operator can get some early warning signs of
coke formation, mal distribution. Then he can make some adjustments in reflux flows and can prevent
the unwanted situation. At the time of shut down by using these bed temperature indications it can be
detect the pyrophoric burning.
5. 65. What is the pressure and temperature of MP steam used in CDU-2?
Pressure 15KG/CM2 and temperature 250oc.
5. 66. Without LVGO draw [failure of pumps] can we run vacuum column?
For a short time with low charge column can run without LVGO CR, increase other CR s and maintain
column vacuum using more ejector steam if required.
5. 67. Without HVGO draw, wash oil, HVGO CR can we run vacuum column?
Without HVGO draw column can operate but without HVGO CR it impossible to run the column vacuum
will upset. Column never run without Wash oil, coking and thermal cracking will happen and heavier
ends will present in VGO.
5. 68. If vacuum diesel draws more means?
Vacuum diesel tray level shows more means diesel content in feed is more, sometimes it depends on
crude type. Another possibility is dropping of HGO happens in crude column.
an experience sharing book Mc Jomon
52 A Practical Guide to Crude Distillation & Vacuum distillation
5. 69. How can correct combined diesel recovery using Vacuum diesel?
Normally combined diesel is a mix of HGO and vacuum diesel, vacuum diesel is comparatively heavier
than HGO and have less recovery. If combined diesel recovery is more [means lighter] increase vacuum
diesel draw to combined diesel, for this decrease IR. If combined diesel recovery is less decrease the
vacuum diesel draw.
5. 70. During operation if vacuum loose, what may be the reasons? How to correct it?
Vacuum loosing chances are, less COT, more lighter ends [dropping of more HGO in crude column
bottom] , steam pressure less, any CR failures , or hot well pressurization due to plugging in hot well gas
strainers and flame arrestors. Over building up of levels in any tray including bottom level also may tend
to lose the vacuum. Find out the reason and correct it.
These all are normal chances while smooth running of plant. Other exceptional chances are surface
condenser problems [cooling water flow less, plugging in shell or tube side], barometric legs plugging,
any type of controller’s failure, and overhead PCV malfunctioning, non-condensable line plugging and air
ingress to system. [Air ingress can confirm by analyzing hot well gas sample].
5. 71. What is the role of surface condensers in vacuum column operation?
It is a shell and tube heat exchanger in which steam and hydrocarbon vapors condensed on the shell
side while cooling water flows through tube side. The condensate drained to hot well through the
barometric leg and non-condensable removed separately.
For water-cooled surface condensers, the shell's internal vacuum is most commonly created by and
maintained by an external steam jet ejector system. Such an ejector system uses steam as the motive fluid
to remove any non-condensable gases that may be present in the surface condenser.
5. 72. What is the role of steam [ejector steam] in vacuum column operation?
The steam pressure at the steam nozzle affects ejector performance. Dry steam should be supplied at
the steam nozzle’s design pressure. Pressure gauges should be installed downstream of the steam block
valves on each ejector stage. In some cases, throttling steam pressure with the block valves is used to
control the ejector first-stage suction pressure. While this may sometimes work, often it results in an
erratic first-stage ejector inlet pressure. Throttling steam with parallel ejector stages results in a capacity
imbalance between the parallel stages. Performance imbalance can result in backflow from one parallel
ejector to the other. This acts like a process load and increases ejector suction pressure. Steam supplied
to the nozzle should be clean and dry. The steam line should be fitted with properly designed strainers.
A single Y-type strainer is adequate. To obtain dry steam at the ejector nozzles requires steam traps.
Wet steam can cause steam nozzle, diffuser and downstream piping erosion.
5. 73. If cooling water flow in the surface condenser is not sufficient what are the after effects?
Ultimate result is loosing of vacuum, in the surface condensers proper condensation of hydrocarbon
vapors and steam is needed for creating vacuum.
5. 74. What are the chances of surface condenser shell side plugging?
an experience sharing book Mc Jomon
53 A Practical Guide to Crude Distillation & Vacuum distillation
In case any air ingress in overhead system there is chance for gum like compound formation in shell side.
Another chance is over dosing of corrosion inhibitor and neutralizing amines.
5. 75. If vacuum heater COT become less what are the effects?
If vacuum COT less then column pressure tends to increase, inside the column vaporization become less,
bottom level will increase, above HVGO area [LVGO, VD] tray levels become empty. Proper distillation
will not take place.
5. 76. What is the normal end point of VGO?
In our deep cut distillation FBP aim is 565oc.
5. 77. If the end point of VGO is less, means?
End point less means VGO is lighter and remaining quantity of VGO will present in bottom stuff that is
distillate loss will happen. Reasons for this are improper vacuum in column, lack of stripping steam, less
COT and less HVGO draw.
5. 78. Why we are not using kerosene like product as flushing oil?
Flushing oils are widely used in vacuum streams flow transmitters, pumps seal flushing oil, and to pump
suction for flushing of column/ product lines. If kerosene like lighter ends used this will enter the
vacuum section and upset will happen and it will also affect the product quality. Maximum lighter end
allowed to vacuum column is diesel or vacuum diesel.
5. 79. How to identify the over lapping of products?
By lab distillation of products.
5. 80. How much VR rundown temperature to be maintained?
VR run down temperature should be 80oc- 90oc.
5. 81. Why tempered water system is used for VR, VGO temperature control?
These products run down temperatures should be kept above their pour points, if we use normal water
over cooling happens in tubes and congealing will happen. Actually the tempered water system is a
heating/cooling system, for proper controlling of temperature TCV‘s used in tempered water cooler out
let lines.
5. 82. Which water is used to make tempered water?
De-mineralized water is used to prepare tempered water to avoid scale formation and corrosion inside
exchanger’s tubes.
5. 83. Routings of Vacuum residue?
While processing low sulphur crude Vacuum residue can routed to plant fuel tank [its viscosity to be
near to 300 cst and sulphur content should be below 1wt% ].
If sulphur content slightly more than 1%-2.4% it can be routed to furnace oil tank. If sulphur is more and
viscosity more than 1000cst it can have routed to Bitrox unit feed [bitumen production]
an experience sharing book Mc Jomon
54 A Practical Guide to Crude Distillation & Vacuum distillation
5. 84. What is the role of viscosity cutter stocks of VR?
For using Vacuum residue as plant fuel its viscosity should be maintained below 300 cst. If some crudes
VR have more viscosity for decreasing the viscosity cutter stocks like LCO or kerosene can be added.
5. 85. What is the important thing considered while adding kerosene as cutter stock?
While adding kerosene as a cutter stock there is chance to decrease the flash point of vacuum residue,
its flash should be kept above 80oc.
5. 86. Explain seal system of VR , HVGO Pumps?
These pumps have double seals inner seal use separate heavy flushing oil for seal quenching, vacuum
diesel is usually used for this because small quantity of these will not affect the product specifications. If
we use pumping fluid itself chance for plugging is more. Outer seal uses lube oil in seal pots.
5.87. Why 3 pumps provided in VR circuit?
Plant is designed for VR quantity wise in wide range 15 tones/hr – 165 t/hr VR can accommodate by
these pumps.
5. 88. What is online viscometer? Which circuit online viscometer provided?
Online viscometer is the instrument used for continues monitoring of viscosity of hydrocarbon. In CDU-2
it is provided in Vacuum residue line.
5. 89. Normal routing of LVGO and HVGO?
Normally while processing low Sulphur crude LVGO can route directly to FCCU, and HVGO routing is to
VGOHDS.
5. 90. In which situation LVGO to be routed to VGOHDS?
Routing of VGO to VGOHDS is for Sulphur removal, while processing low Sulphur crude HVGO only
routed to VGOHDS for Sulphur removal, in LVGO Sulphur is comparatively less. While processing
medium Sulphur crude LVGO also have more Sulphur content the LVGO also to be routed to VGOHDS
unit.
5. 91. What is the use of N2 line in vacuum column?
After shut down column vacuum breaking is done by pressurizing with nitrogen. During start up nitrogen
is also using for holding test.
5. 92. If slop oil in hot well is more means?
There are many reasons for this, if vacuum column top temperature is very high the condensable
[vacuum diesel] carry over is become more. The condensable hydrocarbon carryover is also a function of
feed composition and steam load.
Atmospheric column operation and column performance have the major roll in vacuum feed
composition. If crude column COT is less or bottom temperature is less diesel content in RCO will
increase and it will create more load on vacuum diesel tray area and chances for carry over is become
an experience sharing book Mc Jomon
55 A Practical Guide to Crude Distillation & Vacuum distillation
more. In case of crude column stripping section problem [tray failures, stripping steam failures] also
leads to the same situation.
5. 93. What are the ejector related, problem chances in vacuum column operation?
If Steam pressure become less vacuum losing chance is more, steam should be condensate free, and do
not pinch steam individual block valves [it will create recirculation between same stage ejectors and
cause column pressurization]. Steam to ejectors should be rust free [strainer compulsory in steam line] .
Another ejector system related problem chances are condenser fouling [shell or tube or both shell and
tube]. Chances of shell side plugging are deposits on tube surfaces [gum like compound, salts deposit etc
], rust accumulation and drain line plugging or drain nozzle plugging. Decreasing of cooling water flow
rate through condensers also badly affect the vacuum system.
If 1 st stage ejector suction pressure increases, it will increase load of all ejectors. Chances for suction
pressure increase are hydrocarbon load increase, velocity/ stripping steam increase, any CR failures,
high COT, bottom level high and any column internal damages.
Hot well water seal failure and hot well gas line plugging [strainers/ flame arrestors] are the problems
related to hot well.
5. 94. Explain distillation Column internals?
Trays
Trays may be divided into two major categories; cross flow trays and counter flow trays. Cross flow trays
get their name because liquid flows across the tray to a down comer while vapor rises through
perforations in the tray deck. There are three types of cross flow trays in common use today. They are
the bubble cap, sieve tray, and valve tray.
Sieve trays are the cheapest trays to fabricate because of their simple design. They consist of a
perforated plate through which vapor rises from the tray below, a weir to hold a liquid level on the tray,
and a down comer which acts as a downspout to direct the liquid to the tray below. The operation of the
sieve tray depends on the vapor velocity through the perforations being high enough to keep the liquid
flowing across the tray and not down through the same perforations the vapor is rising through.
The drawback to the sieve tray is that it has a narrow operating range compared to the bubble cap tray
and the valve tray. Too low a vapor velocity and the liquid falls through the holes to the plate below - a
condition called dumping. Too high a velocity and vapor doesn’t bubble through the liquid on the tray.
Instead, the vapor pushes the liquid away from the hole so that there is no liquid-vapor contact. This
condition is called coning.
Valve trays have liftable caps which operate like check valves. These caps make valve trays more
expensive than sieve trays but they also increase the operating range of the tray. At low vapor velocities,
the caps close and prevent dumping.
High capacity valve trays- if vapour load is more these type trays can be used.
an experience sharing book Mc Jomon
56 A Practical Guide to Crude Distillation & Vacuum distillation
Packings
Packings — the second major category of tower internals are packings. Packings serve the same purpose
as trays; they bring a gas or vapor stream into intimate contact with a liquid stream. Trays accomplish
this by providing a very large wetted surface area for the gas or vapor to flow by.
Examples of random packings are Rashig rings, Berl saddles, Intalox saddles and Pall rings.
Structured packings are mella pack mella grid
Weir
Is used to maintain a liquid level in trays.
Down comer
Down comer in the column carries the liquid down to the tray below. The downcomer outlet is below
the surface of the liquid on the tray below, acting as a seal to prevent gas from bypassing the tray
above.
5.95. Define Flash zone?
Flash zone is the feed entry area inside the column, at this point, due to the greatly increased volume of
the column, the lighter components of the feed oil ' Flash Off ' (vaporize), and rise up the column. The
hot liquid will fall towards the column bottom.
5.96. Define Stripping section?
Bottom of the flash zone area is called stripping section it contains generally valve trays. And one
stripping steam entry point below the bottom tray.
5. 97. Define Rectification section?
The top section of the tower, above the flash zone, is called the 'Rectifying Section'. Here the rising
vapour passing through the trays/packing, contacts the liquid flowing across them. As rise above the flash
zone, each succeeding tray is slightly cooler than the tray below.
5. 98. Why vacuum distillation column has larger diameter than crude distillation column?
Atmospheric distillation is performed at or above atmospheric pressure, and vacuum distillation is done
below atmospheric pressure.
In the vacuum distillation column pressure is decrease so volume is increase and for that to handle large
volume we need large area so diameter increase. Larger diameters are used in the vacuum distillation
columns to control the space velocity [volumetric flow rate/ vessel volume] of the vapor.
5. 99. What is the role of column top temperature?
If column overhead temperature is high overhead products become heavy and overhead temperature is
low overhead products become lighter.
an experience sharing book Mc Jomon
57 A Practical Guide to Crude Distillation & Vacuum distillation
5.100. What is the purpose of Vacuum diesel IR bed?
This is a mass transfer section where the rising vapors from LVGO CR bed are contacted with Vacuum
diesel IR falling from distributor. This bed is provided to achieve better distillation between LVGO and
Vacuum diesel. This bed is also called gas oil bed.
5. 101. What is the purpose of quench stream in vacuum column bottom?
Purpose of this stream to maintain/ control the bottom temperature around 350 oc . This is to avoid
thermal cracking and to reduce the residence time of bottom quantity. Quench is the VR partially recycle
feed at below bottom tray and stripping steam.
5.102. Details of CDU-2 vacuum column internals?
The column has 4 different diameters top section is of 6000mm dia, middle is of 7250mm dia, bottom is
of 5000mm dia and bottom keg is of 1800mm dia.total column height is 44640mm.
Column is made of carbon steel with 3mm SS410 inside lining up to a height of 32210mm from bottom.
For the rest of the height has 3mm corrosion allowance. Column has 4 sections vacuum diesel, LVGO,
HVGO and VR. 5 numbers of valve trays are in the stripping section.
Column has 5 packed sections. Vacuum CR bed, Vacuum IR bed, LVGO CR bed, HVGO CR bed and Wash
oil bed, in this wash oil bed is mella grid packing and others are mella packs[ by sulzer].
5. 103. While starting vacuum column after power failure,” if top temperature is more, VD have no
tray level, column pressure is high,” how to handle the above situation?
To reduce the column top temperature vacuum diesel CR to be started, but if tray have no level it is
impossible to maintain CR flow. At this situation we can take some quantity of flushing oil to VD tray
through pump suction and start CR. After some time, column will cool, vacuum will become better,
automatically tray levels become ok, then we can stop flushing oil taking.
5.104. How to handover a vacuum column for maintenance?
Maintenance Preparation steps of any equipment/vessels are isolation, depressurization, inertisation
and ventilation.
Shut down the vacuum column by slowly reducing the COT , divert products to slop . When COT
becomes 200 oc reduce steam to ejectors and maintain a vacuum of 1500-2000mmwc at flash zone.
Take flushing oil to all circuits and circulate through CR and IR and pump out complete quantity to slop.
Flushing to be stopped after attaining the pour point of all products below 30oc.
After attaining COT 150 oc push heater coils quantity to column one by one by opening emergency
steam. Vacuum column pressure should be closely monitored. Ejectors must in line till coil pushing is
completed. Drain the remaining holding quantity to CBD. Then isolate all valves to pumps suctions and
an experience sharing book Mc Jomon
58 A Practical Guide to Crude Distillation & Vacuum distillation
CRs. Open column bottom steam and column vent to atmosphere, continue initial steaming for
minimum 8 hours. While steaming open all pump suction drains and CR and IR c/v bleeders.
If chemical decontamination is planed circulate the chemicals through top to bottom of the column as
per procedure. Another method to avoid pyrophoric is potassium permanganate wash.
After initial steaming blind the column as per blind list, all blinds should be wedge open condition
towards vessel [ all blinds are to be tagged]. Then start final steaming using column bottom steam,
ensure steam is flowing through all wedges and continue this for 8 hours. Open all man ways then wash
the column using water or KMNO4 water to cool down the column. Provide eductors [using plant air] in
manways facing to outside [this is for sucking all gases from the column]. Remove all blind wedges and
make it positive isolated.
Watch all bed temperatures inside the column in case of any temperature raise [due to pyrophoric
burning] the column is to be again washed with water.
Before giving vessel entry permit strictly check the column inside with multi gas detectors and oxygen to
be ensured at least above 19.5%.
an experience sharing book Mc Jomon
59 A Practical Guide to Crude Distillation & Vacuum distillation
Chapter 6
Naphtha Stabilizer
A stabilizer is essentially a distillation column intended to remove normally a relatively small amount of
"light ends" from a product. The un stabilized naphtha from the fractionator overhead reflux drum
contains propane & butanes (C3 & C4) which makes the vapor pressure (RVP) higher.
The feed of a naphtha stabilizer can be taken from prefractionator overhead or crude column overhead.
This naphtha contains small percentages of LPG, some gases and remaining quantity is stabilysed
naphtha.
Naphtha stabilizer has a partial condenser with Fuel Gas (up to C2) and LPG as distillate (C3s-C4s) and
Bottom as Naphtha (C5+). Stabilizer has a bottom reboiler, [heating medium used in CDU-2 is LGO CR]
and has 36 number of valve trays feed entry in between 18-19. Feed temperature is maximized by using
LGO to reduce the load on bottom reboiler.
Stabilizer 3rd tray temperature controlled by a heat duty controller and this temperature is a measure of
lighter ends in the stabilized naphtha [indicated by RVP]. Stabilizer top pressure can be controlled by a
pressure controller to sour fuel gas header.
an experience sharing book Mc Jomon
60 A Practical Guide to Crude Distillation & Vacuum distillation
6. 01. Why the term stabilizer is used for LPG column?
The term Stabilizer is used because the purpose of the column is to remove lighter ends [propane /
butane] and the bottom naphtha become stable. i.e. it can be stored in atmospheric tank.
6. 02. What are the Specs of LPG? If product become off what will be the actions?
Specifications of LPG are vapor pressure, copper corrosion, residue and Sulphur content. If the product
become off it can route to an off spec. sphere for reprocessing.
Vapor pressure can be corrected in column by adjusting reboiler temperature and pressure. If copper
corrosion test fails caustic wash vessels levels to be replenished, and make proper lean MDEA
circulation.
6. 03. Number of trays in stabilizer [ in CDU-2] and types of trays used?
36 numbers of high capacity trays used and feed entry between 18th and 19th tray.
6. 04. What are the interlocks related to amine absorber?
Amine absorber vessel have two level transmitters, one in bottom and other on the top area. Normally
interface level is in the top area. If the top level comes below 5% RDEA SDV will close.
If the amine absorber pressure comes above 15kg/cm2 [LPG back pressure] LPG pump will trip, these are
the trips related to amine absorber.
6. 05. What is the use of Amine absorber bottom level transmitters?
Bottom level transmitter is used at the time of shut down, while draining the complete quantity of DEA
using LPG pressure this transmitter can be used to detect the interface level. If the level comes zero DEA
draining can be stopped.
6. 06. LDEA and RDEA circuits? And pressure?
LDEA have a pressure of 25kg/cm2 in which 30% is mixed with LPG [ first stage absorption starts here
and heat generated is cooled using water cooler to 40oc ] and feed in to amine absorber [ first tray ] and
remaining 70% LDEA feed from top of the column.
6. 07. What are the local tests of LPG?
Weathering test to identify the recovery at 2oc, caustic carry over test using phenolphthalein and test
using lead acetate to identify the presence of sulphur are the main tests.
6. 08. What is the purpose of phenolphthalein test?
Phenolphthalein test is used to identify the caustic carry over in the LPG stream if caustic presence
colure will change to pink.
6. 09. Detail about Caustic replenishment in caustic wash vessels?
15% strength caustic is used in caustic wash vessels two vessels used in series, if first vessels caustic
sample results shows less strength and sulphides high this level partially transfer to second vessel [ drain
some quantity to spent caustic vessel] and replenish equal quantity with fresh caustic.
an experience sharing book Mc Jomon
61 A Practical Guide to Crude Distillation & Vacuum distillation
6. 10. How to take LPG unit in line after shut down?
Steam out the stabilizer [while steaming coolers cooling water to be isolated and drained], LPG pump
discharge, reflux pump discharge, stabilizer bottom lines up to battery limit using LP steam. Next step is
fuel gas backing up, before this steam b/v s closed all vent and bleeders to be closed. Open fuel gas to
stabilizer overhead accumulator and LPG amine treating system, drain steam condensate from all lowest
drain points. Keep the entire system in 1 kg/cm2 up to taking feed. Overhead coolers cooling water to
be lined up.
After confirmation from crude section take feed from prefractionator accumulator, if stabilizer bottom
level attains 75% line up LGO CR through reboiler, line up stabilizer bottom quantity to slop. Stabilizer
feed heating medium LGO PR line up in feed heating exchanger, keep overhead pressure 10kg/cm2 by
opening control valve to sour fuel gas header. If level appears in the accumulator start reflux to the
column. After attaining column parameters normal start LPG product pump and lined up LPG to a low
level or off spec sphere. Before routing into amine treater section amine circulation to be established,
caustic and water circulation also to be established.
After getting lab results of LPG it can be route to product spheres, and naphtha can be routed to storage
tank or feed can be taken to NSU.
6. 11. How to shut down LPG unit and hand over the entire system for maintenance?
After taking crude unit shut down feed to stabilizer decreases, then stop LPG product yield and maintain
column under total reflux, total quantity of stabilizer accumulator can be refluxed back to column,
column bottom route to slop. At the time of decreasing LPG flow DEA circulation to be stopped and
drain amine treater DEA level to DHDS by using LPG pressure. When bottom level become low cut the
reboiling medium to reboiler.
After completing bottom level drain, the remaining quantity to CBD and depressurize the vapoures to
flare header. LPG in the amine treater and cautic water wash vessels [ caustic and water levels to be
drained to spent caustic vessel] can be displaced by service water to amine treater , if water appears
near battery limit control valve water pushing to be stopped. Flare the remaining quantity to flare.
steam out the entire system.
6. 12. What is the Boiling range of stabilized naphtha?
45oc- 165oc is the normal range.
6. 13. What is the operating temperature and pressure of stabilizer?
Top pressure around 10kg/cm2 and top temperature around 68oc .
6. 14. What is the purpose of LPG amine treatment?
Amine treatment is used to remove H2S.The most commonly used amines in LPG treatment are DEA,
MEA, and MDEA. MDEA is a tertiary amine, with three organic substituent bound to nitrogen. Has a
higher affinity for H2S.
Using DEA 20-30% of H2S removal can be attained, but by using MDEA [ methyle diethanol amine] 30-
50% removal can be attained.
an experience sharing book Mc Jomon
62 A Practical Guide to Crude Distillation & Vacuum distillation
6. 15. What is the use of amine settler vessel after amine absorber?
To collect the amine, carry over in LPG and settle in boot.
6. 16. What is the purpose of LPG caustic wash?
Usually caustic wash of LPG done after amine treatment where most of H2S were removed. Purpose of
caustic wash is to remove balance H2S, inorganic sulphur and mercaptans.
6. 17. What is the purpose of LPG water wash vessel?
To wash out the traces of caustic carry over.
6. 18. What is the purpose of sand filter in LPG line?
To filter the water, caustic, and DEA content in LPG
6. 19. What are the Safety measure’s used in LPG pumps?
All LPG pumps should have double seals, and outer seal pot have pressure switches to identify the inner
seal leak. And special fire water sprinklers are provided on the top of LPG pumps and gas monitor is
provided near LPG pumps to detect the leak.
6. 20. Where is the routing of LPG pump’s vent lines?
LPG pumps vents are connected to flare header for depressurization.
6. 21. Where is the routing of LPG pump’s drain line?
LPG pump’s drain line is only to OWS; its purpose is only to drain the accumulated water in the pump.
6. 22. Seal system of LPG pump?
LPG pumps have double seal, inner seal using pumping fluid and outer seal using seal pot. Pressure
gauges, level gauges and Pressure switches are provided for safety purpose.
6. 23. What is the purpose of mercaption injection in LPG?
Mercaption injection in LPG is used [ 8-10 ppm ] to detect LPG leak which used in domestic purpose.
Ethyle mercaption is used for this, straight run LPG may have some traces of mercaption but LPG
produced from secondary process have zero mercaption. [Because feed to secondary process is after
Sulphur removal].
6. 24. What is the need of pipe lines / equipment’s earthing?
All hydrocarbon handling pipe lines and vessels to be earthed to dissipate the static electricity produced.
Static electricity produced by frictional flow or by the flow of fluids have different densities. Static
electricity storing chances is more in non-conducting fluids. They are called static accumulators.
6. 25. What are the chances of generating static electricity in storage tanks?
Static electricity can generate by flow of fluids with different density, friction and turbulence in tanks.
an experience sharing book Mc Jomon
63 A Practical Guide to Crude Distillation & Vacuum distillation
6. 26. If a hydrocarbon storage tank is not properly earthed, what will be the after effects?
The tank will store the static electricity and chance for spark/ fire is more. Therefore, the tanks should
be properly earthed to dissipate the static electricity.
6. 27. What are the precautions to be taken for LPG sampling?
All LPG lines are to be connected with copper strip and to be earthed properly, additional sample point
earthing is to be provided. Sample point must have minimum two valves with a needle valve for
throttling purpose. Sample draining is to be very careful and done intermittently. One neoprene sheet is
to be provided on the floor. Before taking open samples ensure no hot works carried out near to that
area. While taking sample in Bomb it should be earthed properly.
6. 28. What are the precautions to be taken for caustic sampling?
Caustic wash vessel has more than 10kg/cm 2 pressure, sample points must have 2 block valves with last
b/v needle valve. While caustic sampling use chemical handling gloves and face shield.
6. 29. How to take sampling in weathering tube for testing residue?
LPG sample in weathering tube should be done carefully, first wide open the sample point 1st valve and
throttle open the 2nd valve [ needle valve], place the weathering tube on this LPG stream for cooling the
tube, [ LPG should be open intermittently] after cooling the tube fill the tube up to 100ml level in the
tube, drain out excess quantity if any, then cool the thermometer by using LPG short sparging . Put one
small sand stone inside the tube for uniform boiling [Nucleate boiling] inside the tube and insert
thermometer. Watch the reading carefully.
6. 30. What is the precaution done in LPG lines to handle static electricity risks?
LPG lines connected at flanges area with a copper strip for continuity of electricity and the lines are to
be earthed properly.
6. 31.What is the operating pressure and temperature of amine absorber?
Amine absorption favors in high pressure and low temperature pressure should be around 12-13kg/cm2
and temperature should be below 40oc. absorption is slightly exothermic.
6. 32. What is the density and expansion ration of LPG?
LPG at atmospheric pressure and temperature is a gas which is 1.5 to 2.0 times heavier than air. The
density of the liquid is approximately half that of water and ranges from 0.525 to 0.580 @ 15 deg. C.
LPG expands 270 times the volume when it goes from liquid to gas.
6. 33. What are the different types of storages used for LPG?
Usually LPG can be stored in Horton spheres and mounded bullets.
6. 34. Why LPG stored in spherical shaped containers?
an experience sharing book Mc Jomon
64 A Practical Guide to Crude Distillation & Vacuum distillation
A spherical shaped containers have no corners and there is no weak point [corners where pressure
acting is more] in any part of tank. The spherical shape helps in neutralizing pressure coming from all
directions making it more stable. Because of the neutralized internal pressure, spherical tanks are also
able to hold much more gas volume when compared to other tanks in different shapes.
LPG is a pressurized type of gas. It is flammable, vapor pressure is more and must be stored in a secure
environment. The spherical tank is the best shape that can contain it.
6. 35. Compare between Horton spheres and mounded bullets?
The choice between a bullet and a sphere is a matter of economics and project logistics. So one is better
than the other only in the matter of which has a cheaper overall installed cost.
The sphere of course uses less material than a bullet for the same amount of liquid storage but is
somewhat more difficult to fabricate.
Least initial investment and financial risk in case of LPG multiple storage bullets of as compared
to sphere of similar or larger volume. LPG sphere of same volume needs more time for construction as
compared to LPG multiple storage tanks [bullets]. Mounded bullets are much safer since it weight is
distributed evenly on a larger area thus reducing chances of collapse as compared to sphere. Mounded
bullets are covered with earth, in case of any fire or any external heat the storage is safer.
6. 36. What are the parameters to be observed in the LPG unit carefully while changeover of LPG yield
sphere/mounted bullets in tank farm?
While change over the yield spheres/mounted bullets there is chance for increase /decrease in unit back
pressure, at that time take the PCV in MAN mode and operate quickly. If the back pressure is more LPG
product pump will trip.
6. 37. What is LDEA and RDEA?
LDEA lean DEA means less in sulphides and RDEA rich DEA is rich in sulphides.
6. 38. If DEA regeneration is stopped condition in the downstream plant how can manage the
situation?
In that condition caustic wash to be done properly to remove H2S, caustic drums to be replenished with
fresh caustic and circulation rate should be increase. While processing low sulphur crude it can be
managed for short time without DEA circulation.
6. 39. If LPG back pressure is too high what is the safety precaution provided in the plant?
If back pressure more than 15kg/cm2 the LPG pump will trip.
6. 40. What is the purpose of keeping LPG back pressure?
Back pressure is to avoid vaporization of LPG and to keep the levels in the amine treater, caustic drums
and water wash drum. Amine absorption is favorable in high pressure.
6. 41. If IBP of SN become less means?
an experience sharing book Mc Jomon
65 A Practical Guide to Crude Distillation & Vacuum distillation
If IBP less than 40 means naphtha contains lighter ends and LPG is very lighter. If IBP is very less it will
affect the downstream NSU , its top product contains lighter and column pressure will increase.
6. 42. If IBP of SN more means?
IBP is more means naphtha is heavier and LPG also contains heavier ends.
6. 43. What is weathering test of LPG?
Weathering test is to ensure the LPG reside i.e . Remaining quantity of LPG in the measuring tube after
the vaporization at 2oc. residue 5 means 95 % vaporization at 2oc.
6. 44. Normal residue of LPG? If residue less / high means what?
Normal residue is 5. If it is less than 5 means LPG is lighter and more than 5 means LPG is heavy.
6. 45. How can increase/decrease LPG residue?
If residue is less, then by increasing the reboiling, [decreasing the pressure and increasing of top
pressure can correct it.
6. 46. How to correct if SN IBP is more?
FBP is more means reboiling is more, top pressure is less or reflux is less. Feed temperature is very high
the same thing will happen. By correcting the above parameters can attain the proper IBP.
6. 47. How to correct if SN FBP is more?
If stabilized naphtha FBP is more than 170 means feed to stabilizer is heavy. Correct this in
prefractionator by decreasing the top temperature and increasing the top reflux.
6. 48. If SN FBP become more what are the after effects in downstream plant?
If SN naphtha FBP increases more the NSU bottom FBP will also increase NSU bottom routing is to NHT
CCR, there coking happened and it will adversely effect on catalyst regeneration.
6. 49. What are the normal operating parameters of naphtha stabilser in CDU-2?
Column top temperature 68oc pressure 10kg/cm2, tray 3 temperature 148oc tray 34 temperature 80oc
are the normal parameters, feed temperature should be around 135-145oc. parameters will slightly
varies with type of crude can column pressure.
6. 50. How to control stabilizer top pressure?
Top pressure can be controlled by using a PCV to sour fuel gas header. Column pressure can reduce by
using this control valve. To increase the pressure there is another PCV [by passing of overhead
condenser] if control valve opens temperature and pressure will increase.
6. 51. Why pressure compensation temperature PCT is used in controlling system?
In the operation of distillation columns, feedback controllers controlling compositions of product streams
are employed to operate columns at desired product specifications. Tray temperature is often used as
an experience sharing book Mc Jomon
66 A Practical Guide to Crude Distillation & Vacuum distillation
process variable to calculate stream compositions. Temperature control is an easy and inexpensive way
of composition control as it uses high reliability and low maintenance measuring element. Temperature
controller may interpret change in column pressure as change in composition and would send a corrective
signal. This false signal could lead to disturbances in the column operation. Generally, with columns
operating under high pressures, change in pressure doesn’t have considerable impact on temperature
control. Effect of change of column pressure on temperature control is more prominent in low pressure
columns and especially in columns operating under vacuum. Thus, in such cases pressure compensation
is provided to temperature control.
6. 52. At the time of stabilizer start up where we can route initial quantity of LPG?
LPG should be routed to a low level sphere, this can be reprocess or mixed with good quality product.
6.53. How to control stabilizer feed temperature?
Stabilizer feed control can be done using heat exchange with LGO product, one TV is provided on LGO by
pass line of this exchanger for automatic control of feed. If the feed temperature is more it will reduce
the duty of bottom reboiler.
6. 54. At the time of initial startup when we take stabilizer feed?
After getting steady level in prefractionator overhead accumulator [ensure colure become ok] and
establishing LGO CR stabilizer can take feed.
6.55. What types of trays are used in stabilizer?
High capacity valve trays are used.
6.56. Where is the Feed entry in naphtha stabiliser?
Feed entry above 18thtray.
6. 57. What is the Bottom reboiling medium of naphtha stabiliser?
Bottom reboiling medium is LGO CR.
6. 58. Naphtha stabilizer bottom heat duty control?
To control the 3rd tray temperature a heat duty controller is used, variables are reboiler inlet, out let
temperatures and LGO CR flow through the reboiler. Flow through reboiler can be controlled by by-
passing LGO CR using a TCV .
6. 59. What is the purpose of LPG vaporizer?
Purpose of LPG vapouriser is to increase the fuel gas pressure. In case of fuel gas production is become
less in FCCU fuel gas pressure can be maintained by using this vaporizer.
6. 60. How the LPG vaporizer works?
It is a vessel with a bottom reboiler with LP steam condensate LCV can cascaded with outlet gas
pressure.
an experience sharing book Mc Jomon
67 A Practical Guide to Crude Distillation & Vacuum distillation
6. 61. What are the risks while using Vaporized LPG as fuel gas?
Vaporised LPG have more calorific value but chance for condensation is more.
6. 62. Internal details of Amine treater?
10 numbers of sieve trays, LPG feed to below first tray and DEA from top of 10th tray.
6. 63. What are the main lab tests and normal results in LPG unit?
For stabilized naphtha – distillation, density, RVP and Dr. Test are the tests.
Normal IBP is 40 oc and FBP is 160oc.
Normal RVP is 6- 6.5 psi.
Normal Density at 15oc is .6900 - .7000 g/ml.
Dr.test result is positive.
For LPG tests are weathering test, H2S, copper strip corrosion test and vapour pressure.
Weathering test [residue ] normal result is 5 at 2oc .
H2S normal result is nil, copper strip corrosion test normal result is 1a and vapoure pressure is 105 psi.
6. 64. What are the lab tests and normal results of DEA system?
LDEA/RDEA strength and sulphide are the tests.
LDEA normal strength is 25 % wt and sulphide 550-600 mg/l.
RDEA normal strength is 23% wt and sulphide is 1200-1500 mg/l.
6. 65. Naphtha stabilizer operates at top pressure 10kg/cm 2 and top temperature 68 o c , how water
will get in accumulator water boot?
There may be some traces of water in the feed naphtha, water is sparingly soluble in hydrocarbon, it has
very high K – value [henry’s law constant- vapour liquid distribution ratio] in the column and it gets
carried up with the overhead vapors.
If a small amount of water present in the feed it behaves as if it had a relative volatility equal to
propane. If water content is more in the feed SN become water contaminated, it will appear in the NSU
accumulator boot.
6. 66. What is Doctor Test?
This test is used to detect mercaptians and H2S in naphtha. Test is done by using sodium plumbate
solution and powderd sulphur. Any dis colouration of sulphur is the indication of mercaption or H2S.
Black precipitate will form if H2S present, brown or black precipitate on the addition of sulphur indicates
the presence of mercaptans.
an experience sharing book Mc Jomon
68 A Practical Guide to Crude Distillation & Vacuum distillation
6. 67. What is RVP? Why it is not used for LPG testing?
Ried vapour pressure [rvp ] is the test method to determine the vapor pressure at 37.8oc of petroleum
products with IBP above 0 oc[ 32oF ].This test is conducted in an air chamber and result is not the true
vapour pressure.
6.68 Why naphtha stabilizer operates in high pressure?
LPG contains propane and butane. Boiling point of propane is -47oc and butane is -1oc. To increase the boiling
point, distillation carried out with pressure, the condensation temperature of any distillation column using
cooling water is 40oc. This is another governing factor of column operating pressure.
an experience sharing book Mc Jomon
69 A Practical Guide to Crude Distillation & Vacuum distillation
Chapter 7 Heater Operation
7. 01. What are the types of classifications of fired heaters?
Heaters can classify based on draft, fuel use, physical structure and type of firing.
7. 02. What are the heater classification based on firing?
Side fired [one side or both side], bottom fired, and top fired are the classification based on firing.
7. 03. What are the heater classifications based on fuel fired?
Gas fired, oil fired and combination fired [gas and oil] are the classifications based on fuels used.
7. 04. What are the heater classification based on draft?
Natural draft, forced draft and balanced draft are the classifications based on draft.
In natural draft combustion air enters through burner’s louver opening and flue gas will flow through the
stack.
In forced draft combustion air supply is by using FD fan.
In balanced draft FD fan used for combustion air and ID fan used for flue gas removal from furnace
through Air pre heaters.
7. 05. What is draft?
Draft is the difference in pressure [atmosphere and inside furnace] which causes the flow of air into the
furnace and flue gases through the heater. The pressure differential is caused by the difference in
densities of the flue gas in the heater and stack and the air surrounding the furnace. Ideal draft in a
natural draft furnace is -1 mm wc.
7. 06. What are the classifications based on firing?
Bottom firing [vertical], side firing and top firing are the types based on firing type.
7. 07. What are the classifications based on physical structure?
Vertical cylindrical and horizontal cabin types are the main types of heaters used in crude/vacuum units.
Other types of heaters are Arbor or wicket type, inverted wicket type and helical coil type heaters.
7.08. Vertical or horizontal tube heater which is better?
Vertical cylindrical heaters consume less space; tube supports are simple can be good for crude units.
Horizontal type heater consumes more space, tube supports are more complicate, but it has an
advantage of outlet can take from maximum temperature attained area. This types of heaters should be
used in heavier stuff handling services like vacuum unit, visbreaker and delayed coker.
7.09. What is excess air in furnace?
an experience sharing book Mc Jomon
70 A Practical Guide to Crude Distillation & Vacuum distillation
In furnaces fuels composition varies, [fuel gas and fuel oil] the oxygen required for complete combustion
also varies with the composition change. In order to ensure the complete combustion of fuels some
excess quantity of air to be added to heaters. Fuel gas only or naphtha/LNG fired heaters low excess air
required [ 4-5% ], but in combination fired heaters more excess air required [ 8-15% ].
7.10. How to calculate excess air in fired heater?
Excess air is calculated by analyzing excess oxygen in the flue gas.
Excess Air = 100 x (20.9%) / (20.9% -O2m %) - 100%
Where O2 m% = the measured value of oxygen in the exhaust.
7. 11. If excess air is more what are the after effects?
More excess air will reduce heater efficiency, heat loss through flue gas become more and it increases
the NOx emission [increases the amount of oxygen and nitrogen entering the flame increasing the
probability that oxygen will find and react with nitrogen]. This after burning probability is more in arch
area and chance for arch temperature become high.
7. 12. What type of fuel firing can be used in a typical crude heater?
Gas firing [LPG or fuel gas], fuel oil firing or combination firing can use in crude heater. Only vertical
firing should use in crude heater.
7. 13. What are the fuels used in CDU-2 heaters?
Fuel oil [ vacuum residue] with a velocity of 300 cst and sulphur content less than 1% by wt and fuel gas
with a sulphur content less than 200 ppm or vaporized LPG are the fuels used in VDU-2.
7. 14. What is calorific value of a fuel?
Calorific value is the quantity of heat produced by the complete combustion of a given mass of a fuel.
Calorific value can have determined using bomb calorimeter. Gross calorific value is the heat produced by
combustion of unit quantity of a fuel when burned at constant volume in an oxygen bomb calorimeter
under specified conditions, with the resulting water condensed to a liquid. [in this case The heat contained
in the water vapor must be recovered in the condensation process.]
Lower calorific value of a fuel portion is defined as the amount of heat evolved when a unit weight (or
volume in the case of gaseous fuels) of the fuel is completely burnt and water vapor leaves with the
combustion products without being condensed. Usually fuels are compared based on Net calorific value.
7. 15. Which fuel used in heaters have more calorific value?
Calorific value depends on components in the fuel. If fuel gas compared with fuel oil fuel oil have more
calorific value, but if fuel gas contains more LPG or hydrogen the calorific value is more in gas.
7. 16. What types of heaters are used in CDU-2 crude unit and vacuum unit?
Balanced draft horizontal cabin type heaters [single cell and twin cell] are used in CDU-2.
7. 17. What is the role of pilot burner in heater?
an experience sharing book Mc Jomon
71 A Practical Guide to Crude Distillation & Vacuum distillation
It helps in safe lighting of gas burner. A main burner never lighted with igniter, it is unsafe, there for in
every burner pilot flame should be maintained.
7. 18. What are the pollution control measures in heaters?
For NOx control low NOx burners are used and excess air to be kept at minimum.
For Sox control fuel gas and fuel oil with less sulphur content used.
For CO complete combustion to be ensured by maintaining proper atomizing/ firing of fuel and keeping
proper excess air.
7. 19. What is the role of APH in heaters?
An air preheater (APH) is a device designed to preheat the combustion air used in a fuel-burning
furnace for the purpose of increasing the thermal efficiency of the furnace. Usually cast iron APH and
glass APH are used in refinery heaters. Heater stack temperature should be kept 180-200oc [just above
the dew point of sulphur ]. Glass APH is used to avoid tube corrosion near to this temperature.
7. 20. How to monitor excess air in heaters?
Excess air can be monitored by analyzing oxygen in flue gas.
7. 21. How to control CO emission in heaters?
Ensure the complete combustion of fuel, by admitting excess air and proper atomizing of fuel oil,
maintain good quality burners. 200 mg/Nm3 is the limit as per KSPCB .
7. 22. How to control SOx emission in heaters?
Reduce the sulphur content of fuels used. Use Fuel gas with less sulphur [200 ppm] and fuel oil with
sulphur less than 1%, then the emission will become within limit. 1700 mg/Nm3 is the limit as per
KSPCB.
7. 23. How to control NOx in flue gas?
NOx in flue gas can be controlled by using low NOx burners in heater and by reducing excess air in
furnace firing. 450 mg/Nm3 is the limit as per KSPCB .
7. 24. What is SPM analyzer?
SPM analyzer analyses the suspended particulate matters in the flue gas, as per KSPCB norms it should
be below 55 ppm.
7. 25. What is combination firing in heater?
Refinery fired heaters burners are designed firing of two fuels like LNG, CNG, fuel gas and Fuel oil.
Burner can be run with single fuel or combination of both. It is recommended that a base load at the
desired firing rate be established on one fuel, while other is on temperature control. In crude vacuum
heaters Fuel oil is under cascade control with coil outlet temperature.
If burner is to be operated in gas firing only. It is recommended to remove the oil gun or allow
permanent steam flow, [ purge steam or atomizing steam] supplied to cool the gun tips.
an experience sharing book Mc Jomon
72 A Practical Guide to Crude Distillation & Vacuum distillation
7. 26. What are the reasons of a smoky flame in heater? Trouble shoot?
If the combustion air is not sufficient smoke will come, check the air flow and increase/ control
to each burners as required.
If fuel atomization is poor, or a fuel atomizing steam differential pressure is very low smoking
chance is more. Check oil steam Dp, atomizer condition, and ensure oil gun have no plugging,
ensure oil gun tip is not in damaged condition, if required clean the oil gun or change the gun tip
and atomizer.
Steam used for atomizing must be dry saturated or slightly super-heated. If steam is wet
atomizing will be poor. Condensate in the steam can coat the oil droplets causing delayed and
incomplete burning.
Fuel oil viscosity at gun tip required is 15-20 cst, if viscosity is greater than this atomization
become poor, fuel oil temperature have a major role in viscosity.
If the gun tip position is not proper smoking and fuel coking chance is more.
If the fuel oil firing pressure is beyond the design smoking tendency is more.
7. 27. What are the reasons of sparkling flame in the heater?
If the atomizing steam is wet sparkling flame happen. Leaking [passing] of oil purge steam also causes
this problem.
7. 28. What are the reasons of jumping or pulsing flame?
If combustion air is not sufficient this will happen, another reason is oil gun tip damage.
If the fuel oil firing pressure is very high, or atomizing steam pressure is very high, the same
thing will happen.
7. 29. Why super-heated steam is not recommended for fuel oil atomization?
Superheated steam is not recommended for atomizing because lighter components in fuel will flash in
the oil gun, and superheated steam will not have enough mass to properly atomize heavier oils.
7. 30. What are the situations where fuel coke formation occurred?
Poor atomization of fuel, oil viscosity high, insufficient combustion air, high fuel oil viscosity, incorrectly
positioned oil tip, regen tile failure, and fuel oil quality are the main factors to affect coking of fuel.
7. 31. What are the chances of fuel oil spillage from the oil gun?
Poor atomization, burner tip damage, atomizer damage, coking at burner tip, and regen tile damage are
the main reasons for oil spillage.
7. 32. What is the use of Regen tile in burner assembly?
Regen tile is designed to provide proper air to combustion and recirculation of atomized fuel vapours to
stabilize the oil fire at the base of the flame.
7. 33. Why cast APH placed up stream of ID fan?
an experience sharing book Mc Jomon
73 A Practical Guide to Crude Distillation & Vacuum distillation
Cast APH placed upstream of ID fan to protect the ID fan impeller and bearing from damage due to high
temperature. Gas contains sulphur and sulphur dioxide cast iron has the least corrosion proneness to
sulphur acid.
7. 34. What is the use of glass APH?
Stack temperature is to be maintained at slightly above the dew point of sulphur in the flue gas. While
trying to reduce flue gas temperature near to this chance for corrosion is more. To avoid this corrosion
glass APH is used. Normally glass APH shell side is flow gas flow [this is for washing tubes at the time of
shut down].
7. 35. What is the use of SCAPH?
This is to avoid cold end corrosion. If flue gas met with cold air at that area acid corrosion chance is
more, to avoid this air is to be heated up to 65-70oc using steam coupled APH.
7. 36. Heater pass flow control valves belongs which type?
Failure to open type. If instrument air fails control valve become wide open, this is to protect the heater
coils from overheating.
7. 37. What are the safety interlocks related to heater?
Minimum pass flow trip, fuel gas low pressure trip, fuel oil low pressure trip, atomizing steam fuel oil dp
low trip, combustion air flow low trip, combustion air pressure low trip, arch pressure high trip, arch
temperature high trip, process interlock as crude column high pressure, and trips related to APH [ ID Fan
failure then FD will trip if stack dampers did not open within 20 seconds, total FD failure heater trip] .
Another important safety inter lock is hydrocarbon detection at FD suction ie; 20% LEL trip.
7. 38. Which type of heaters can be used in crude units?
Vertical or horizontal type heaters can be used in crude distillation service. It can be balanced draft type
is more efficient. For crude heater vertical heater is enough, it consumes less space, construction is
simple, tube support is simple [can be hanged in top support].
7. 39. Which type of heaters can be used in vacuum units?
Normally vacuum heater out let is high around 390-395oc and out let is almost vaporized state. In
vacuum unit horizontal type balanced type heater is better, heater outlet can be taken from the
maximum heated area. [Normally at the middle area of radiant section, this area flame size is more and
temperature radiation is high]. In CDU-2 balanced draft horizontal heaters are used for both crude and
vacuum service.
7. 40. What are the types of fuels used in CDU-2 heaters?
Fuel gas and fuel oil can be fired in CDU-2 heaters. Gasses from various accumulators or LPG can be
vaporized for fuel gas. Vacuum residue with a viscosity near to 300 cst and sulphur content less than 1%
can used as fuel oil.
7. 41. What are the different sections of a horizontal heater?
an experience sharing book Mc Jomon
74 A Practical Guide to Crude Distillation & Vacuum distillation
Convection section, radiant section, stack, and Header box [internally insulated structural compartment
separated from the flue gas stream which is used to enclose a number of headers or manifolds] are the
main sections of a horizontal heater.
7. 42. What are the parts in the convection section?
Bare tubes on the shocking section [starting of convection section] above bare tubes studded tubes,
Core bells to prevent flue gas by passing around tubes [ projected area of refractory] and soot blowers in
between studded tube rows are the main parts. Skin temperature measuring thermocouples also
provided on each passes.
7. 43. How soot blower works?
In between rows of studded tubes accumulated soot can be removed soot blowing [steam sparging with
a rotating shaft]. It moves with steam in a forward and backward direction along with rotation. While
soot blowing stack damper to be kept wide open and ID suction to be minimized or stopped. Only steam
must be used for soot blowing otherwise refractory or tube damage and pressure shoot up will happen.
On the opposite side of the heater wall there should be impingement plate provided to avoid refractory
damage.
Soot blower frequency is depended on the fuel used. In the case of Fuel oil fired heater daily is
recommendable
7. 44. Explain low NOX burners?
Low NOx Burners are designed for low NO, N2O2 and NO2 emission. It can be attained by the following
methods.
Staged air type burner one of the common type of low NOX burner used in crude/vacuum heaters. In
this air is split into 3 zones to slow down the combustion, primary air to initiate combustion, Secondary
air to complete the combustion and maintain flame shape, Tertiary air to control the flame outer
temperature [ through the outer periphery of flame to avoid over temperature of flame].
Another type of low NOX burner is Staged Fuel Burner in which typically fuel is split into 30% primary
fuel and 70% secondary fuel. High excess air in primary tip reduces flame temperature, Low O2 in
secondary tip results in longer combustion time.
Flue Gas Recirculation Burner another type to attain ultra-low NOx .A part of flue gas is circulated back
into the flame to dilute air/fuel mixture. In this delayed combustion as well as cooling of flame happens.
But very large spacing required between burners and burners are bigger in size.
7. 45. What are the different types of refractories used in heater?
Refractory bricks [normally used in heater bottom floor], ceramic wool [in radiant section/ arch area]
and refractory cement [in convection area, wall and flue gas ducts] are the refractories used.
7. 46. Which refractory is better? In crude/ vacuum firing?
an experience sharing book Mc Jomon
75 A Practical Guide to Crude Distillation & Vacuum distillation
In crude and vacuum heaters bottom floors using refractory brick and side wall at radiation section is
insulated with ceramic wool. In convection section refractory cement is used.
Refractory brick is high temperature withstanding but have more weight and is difficult to fix on the wall
of radiant section. Refractory cement plastering is also impossible due to thermal crack and refractory
spalling tendency.
Ceramic wool is high temperature withstanding, light weight and with sound absorbing quality. This
wool is made up by alumina – silica material. It is easy to fix on walls in radiant section. But in convection
section it is not recommended due chance for falling wool while soot blowing.
7. 47. Differentiate between bare tubes and studded tubes?
Bare tubes are with smooth surfaces. Studded tubes are with extended surfaces made in the form of
studs on tube outside to increase the heat transfer area.
7. 48. What is the tube metallurgy is used in crude vacuum heaters?
5 Cr/ 9cr used for crude/vacuum heater tubes. In CDU-2 9Cr/1 mo used.
7. 49. What type of refractory is used inside stack duct?
Acid resistant refractory cement is to be used in stack duct.
7. 50. What is the normal stack damper opening of a balanced draft heater?
In a balanced draft heater, a minimum opening of 2-5% to be kept for easy opening or to avoid
mechanical stuck. While firing if arch pressure is beyond the limit stack damper should be open more.
7. 51. What is the purpose of APH in a heater?
To recover flue gas temperature to combustion air and that by increase heater efficiency.
7. 52. How to control combustion air in heater?
Combustion air can control by FD scoop loading [in the case of fluid coupling used], FD fan speed control
by VFD and by combustion air to heater common damper opening or individual damper opening.
7. 53. What are the burner classification based on fuel fired?
Fuel gas burner, fuel oil burner and combination burner are the classification based on fuel.
7. 54. What are the classification of burner based on draft?
Natural draft and forced draft are the classification based on draft.
7. 55. What are the classification of burner based on fuel air mix?
Premix gas burner [pilot gas burner], raw gas oil burner [used in natural draft heater], staged fuel
burner, staged air burner [crude vacuum heaters burner comes under this category.] and flue gas
recirculation burner are the different types based on fuel air mix.
7. 56. What are the classification of burner based on NOx?
an experience sharing book Mc Jomon
76 A Practical Guide to Crude Distillation & Vacuum distillation
Low NOx burner [less than 50 ppm NOx], ultra-low NOx [ 20-50 ppm] and next generation burner [ less
than 10 ppm] are the classification based on NOx.
7. 57. Which instrument is used for temperature detection in heaters?
Thermocouples are used in crude/vacuum heaters.
7. 58. What are the different temperature detection points in a heater?
Heater tubes [in each passes] have convection section inlet, out let, and radiation coil outlet
temperature detectors. Every passes have two skin temperature detectors in convection and radiation
section.
Other temperature detectors are heater arch temperature, hearth temperatures [bottom], flue gas
temperature [ID suction] and stack temperature.
7. 59. What is the purpose of skin temperature detection?
The purpose of skin temperature is detection of any abnormalities in coils, ie; over heat by flame
impingement, uneven firing, coke formation inside the tube and by less pass flow.
Skin temperature should be closely monitored while heater burn out/ heater decoking done.
7. 60. What is the normal skin temperature in radiant and convection section?
In a crude heater convection section 350- 375oc is normal and in radiant section 400-450oc is normal.
In vacuum heater convection section 360-380oc and in radiant section 450-480oc is normal.
7. 61. What is the purpose of bottom hearth temperature indication?
If the hearth temperature showing more means bottom refractory brick damage or flame flowing inside
the refractory. Any fuel firing happens on the floor [due to poor atomizing or coke formation] also
increases the hearth temperature.
7. 62. What is the role of ID and FD fans in a heater?
ID fan and FD fan is used in APH of a balanced draft heater. FD fan delivers the required amount of air
for the complete combustion of fuels. FD fans forces the air through cast and glass APH and then to
heater. FD fan normally run with a VFD motor controls the combustion air flow.
In balanced draft heaters ID fan helps to create a draft in heater and create a negative pressure inside
the heater. ID sucks the flue gas from heater through cast APH and delivered through glass APH to stack.
ID fan normally run with VFD motor and it is in cascade with furnace arch pressure.
7. 63. VFD or fluid coupling is used in FD / ID fans, which is better?
Fluid coupling and VFD are used to control the speed of ID / FD fan.
In fluid coupling case motor will run always in full speed and fan speed controls by scoop loading in fluid
coupling. Excess energy of motor is converted as heat in scoop oil and is cooled and recirculated. Fluid
an experience sharing book Mc Jomon
77 A Practical Guide to Crude Distillation & Vacuum distillation
coupling is complicated heavy mechanism and periodic maintenance required, if any leakage of lube oil
happens the scoop loading will not function properly. Energy conservation wise it is not better.
In VFD run motors, motor speed varies as per required gas flow [motor speed and fan speed always
same], it gives fine control and energy conservation wise it is very good.
7. 64. What is sour fuel gas and sweet fuel gas?
Sour fuel gas means it has sulphur content and sweet fuel gas means sulphur content less. Sulphur
content removing is done by amine treatment. Sulphur content in sweet fuel gas is less than 200ppm.
7. 65. What are the possibilities of arch temperature become high?
Fuel gas firing pressure high, condensate in fuel gas, over gas or fuel oil firing, flame height more, after
combustion [ if excess air more reaction between NO and oxygen], any tube failure like disaster’s
condition are the reasons of arch pressure high.
7. 66. What are the possibilities of arch pressure high?
Fuel over firing [ gas/ oil] condensate in fuel gas, coke in burners/ coke purging of burner, sudden ID
failure, stack damper opening problem, ID inlet damper problem, sudden increase of fuel gas / LP gas
pressure or any tube failure condition are the reasons of arch pressure become high.
7. 67. What type of damper is used as stack damper?
Failure to open type
7. 68. Details of stack damper used in heaters?
Multi bladed louver type stack dampers are widely used in refinery heaters. Number of blades varies
from 3-4 depending on the diameter of stack. These are Failure to open, in case of instrument air failure
damper will become wide open, [ for this additional counter weights also provided in dampers to assist
the fast opening].
7. 69. What is the use of individual air dampers?
Individual combustion air dampers are normally provided to every burner assembly in a heater. Its
purpose is fine control of air and that by reduce the excess air. If a burner has only gas firing air required
is less and if it is in both [firing oil+ gas] required air is more. In the case of both burner is under
maintenance the air can be closed manually.
7. 70. What is the use of primary, secondary, and territory air in [ staged air burners] heater?
Primary air supplies the majority of oxygen that is required for combustion of fuel in a burner. As far as
secondary air is concerned it ensures the complete combustion of fuel and is used for fine adjusting the
flame shape and pattern that is produced in a burner.
Primary air is responsible for the complete combustion. Secondary air is for flame shape adjustment and
introduced through the annulus surrounding the burner. Tertiary air is responsible for the low NOX
combustion.
an experience sharing book Mc Jomon
78 A Practical Guide to Crude Distillation & Vacuum distillation
When burning hydrocarbon fuel there are two reactions taking place within flame primary reaction is the
conversion of hydrogen and carbon to carbon monoxide and water. The secondary reaction is conversion
of carbon monoxide to carbon dioxide. In the burner primary air introduced in to the primary zone of
flame [normally the center of the flame and secondary air introduced in to the flame secondary zone [75
% of heat liberation happens in secondary reaction].
Tertiary air is introduced to the outer periphery of flame to quench and avoid reaction between nitrogen
and oxygen [ NOx reduction] at higher temperature. NOx forming reaction is an endothermic reaction
and it will reduce the efficiency of fuel.
7. 71. What is the purpose of territory air?
Purpose of territory air is to reduce the NOx emission. NOx formation happens in very high flame
temperature. Territory air is allowed to flow through the periphery of flame to avoid over heat.
7. 72. What is the purpose of flue gas analyzers in heater?
Flue gas analyzers used to analyses CO, NOx, SOx, and O2. By analyzing this we can fire the heater in
efficient way [with best fuel efficiency and with good emission parameters].
7. 73. If O2 content in flue gas become more means what?
It means excess air is more.
7. 74. In flue gas analyzer If NOx more means?
In flue gas analyzer if NOx shows more means excess air is more. By using of low NOx burner and control
the excess air properly can reduce NOx emission.
7. 75. In flue gas analyzer if CO content more means?
CO content more means incomplete combustion due to over firing, poor oil atomizing, burner coking
and any tube failure. Immediately find out the reason and solve the problem.
7. 76. In flue gas analyzer If SO2 content more means?
It means fuel have more sulphur content, if sweetening of fuel gas fails or fuel oil sulphur exceeds the
limit.
7. 77. What are the pollution control board limits of the above?
As per KSPCB norms SO2- 1700mg/NM3, CO- 200mg/NM3, NOx-450mg/NM3,and SPM-55ppm.
7. 78. Relation between sulphur, dew point and stack temperature? What is the normal stack
temperature?
If sulphur content is more in fuel, flue gas side acid deposition chance is more. In order to avoid this acid
deposit, flue gas temperature should be kept above the dew point. Normal stack temperature
maintained is around 175-180oc.
an experience sharing book Mc Jomon
79 A Practical Guide to Crude Distillation & Vacuum distillation
7. 79. What is glass APH? Why glass APH used?
While cooling flue gas in APH [recovering temperature to combustion air] near to dew point acid
corrosion chance is more, therefore Glass APH is used. In glass APH, borosilicate glass is used as
exchanger tubes. Glass APH is to be placed downstream of cast APH in a single assembly or with
separate APH downstream of ID fan.
7. 80. Glass APH single unit with cast APH or separate which is better?
Both have advantages and disadvantages, in the first case, in single assembly ID fan is on down stream
of both APH temperature is less high temperature withstanding metallurgy not required but chance for
corrosion is more, non-corrosive metallurgy needed. In this type cannot by pass glass APH individually.
Second case glass APH can bypass for attending works if any. In this type cast APH downstream ID fan
and ID discharge goes through glass APH. Here ID fans impeller / shaft is to be designed for high
temperature and ID suction temperature high trip should implement. Corrosion chance in ID impeller is
comparatively less.
7. 81. In glass APH which side the flue gas flowing why?
Flue gas side needs washing to remove the sulphur/soot deposits on it. In glass APH tubes are placed
horizontally and washing spargers are placed on the top of tubes, in this case tube outside washing is
easier. So Flue gas is on shell side.
7. 82. Why wash water facility provided in cast and glass APH?
Wash water facility is for cleaning acid/soot deposit in cast modules and glass tubes while shut down.
Normal running condition these raw water to be in blinded condition.
7. 83. What is the chemical used for APH washing?
Calcium bicarbonate is used for APH washing.
7. 84. How can ensure if the washing become proper during shut down?
By checking the PH value of the effluent can ensure the washing is proper or not. After stopping
carbonate wash, wash with pure water and check and found PH become neutral.
7. 85. What is the purpose of swing elbow in heater outlet?
Swing elbow fitted to each coil outlets is an elbow connected to transfer line while heater is on line. It
can be connected to decoking pot while decoking.
7. 86. What is the role of emergency coil steam in heater tubes?
Main use of emergency coil steam is, in case of any emergency [tube failure] the tube quantity can push
out to the column. At time of shut down coil can flush out by using this steam.
7.87. How many passes in crude / vacuum heaters? Why different passes?
In crude and vacuum heaters normally charge is divided into 4 passes, this is for uniform distribution of
heat and to reduce the tube sizing. In large capacity heaters up to 6 passes are used.
an experience sharing book Mc Jomon
80 A Practical Guide to Crude Distillation & Vacuum distillation
7.88. What is decoking?
Decoking is the removal of coke accumulated in furnace tubes.
7. 89. What are the different types of decoking?
Thermal decoking and mechanical pigging are the decoking methods used for crude/vacuum heaters. In
delayed Coker heaters on line thermal spalling uses for decoking.
7. 90. What is pigging?
It uses pigs, made of high density foam with studded surface along with high velocity water pumping.
While travelling the pig will rotate and tightly rub inside the tubes and coke particles can removed with
water. By filtering this water coke can remove and water can again recirculate using pump.
It is a cold process and no risk for metallurgy of tube. It consumes less time than thermal decoking, but
not 100% efficient for coke removal. Another risk factor is heater tube sizing varies in
convection/radiation sections there is chance for stuck the pig in size expanding/contracting area.
7.91. What are the steps for thermal decoking of a vacuum heater?
Heater coils empty out using emergency coil steam, isolate coils inlets, disconnect each coils swing
elbow from transfer line and connect to decoking pot. Deblind plant air / decoking steam to each coils
and deblind raw water connection to decoking pot.
Keep heater stack wide open, then introduce steam to each coils [quantity will vary with heater]
Keep the second B/V in the steam line wide open and adjust steam flow to the coil by operating
the first B/V. Introduce gas fire in heater and gradually bring up the coil outlet temperature (COT)
to 450 0C at 750C per hour. Light all the gas burners in heater to have uniform heating inside the
heater. Hold the minimum excess air in the fire box
Watch burn out stack closely for coke spalling
If there is no spalling of coke increase COT at the same rate to 5250C
Check the fire box closely for even firing and hot spot on the coils. Normally tubes are dull red in
colour but if hot spot occur a bright red colour will be visible
If there is no coke spalling at COT of 5250C, introduce air to each coil at 25Kg/Hr
Watch tubes closely and burn out stack outlet to see the progress of burning.
Coil outlet temperature will gradually increase to 600 to 610 0C. Keep a minimum quantity of air
all times during the burn out period [Do not alter the gas firing inside the heater. Control COT by
adjusting air to the coil. Once air is open to the coil, do not close it completely as it will affect the
burning of the coke].
Ensure that the skin temperatures of individual coils do not exceed 6500C
Reduce air in case too much coke gushes out or hot spot is seen on the tubes
Continue to increase the air slowly until 700 Kg/Hr is reached in each coil. Constantly check for
hot spots, excessive spalling of coke or too high temperature. temperature at the outlet of coils
shall not exceed 6100C for more than a short time
When no coke is coming out and temperature doesn’t come up with increasing of air, get CO2
content checked in the outlet gas
an experience sharing book Mc Jomon
81 A Practical Guide to Crude Distillation & Vacuum distillation
If CO2 content is in the range 2-3 Vol%, COT can be brought to 630 0C by increasing the firing for a
short period and watch for any coke spalling
Burn out can be considered over when
CO2 content is below 1 Vol % at outlet gas
No coke dust is visible in the effluent
No red spot on the heater tube
There is decrease in coil outlet temperature
7. 92. What are the risks involved in thermal decoking?
Damage to tube metallurgy due to overheat of tube is the main risk involved in thermal decoking. In
each passes 4 numbers of skin temperature points are there but in between these thermocouples
temperature identification is difficult, only visual checking is possible.
7. 93. What is heater refractory dry out?
Heater dry out is the procedure to eliminate complete moisture content in the furnace/refractory.
Refractory curing is done by water, this water is to be removed before taking furnace in line, otherwise
the refractory will damage by the sudden expansion/steam generation of water. [ 1 part of liquid water
expands to 1700 times the volume as steam]
It is to be done after heater long shut down work or refractory work. It is a long procedure like decoking
and it will take time around 2-4 days. It is done by controlled fire inside the furnace and steam inside the
tubes to avoid over heating of tubes. Furnace temperature should increase slowly by step by step by
watching skin temperature carefully. Furnace cooling is also done by slowly step by step.
7. 94. What is the normal arch temperature? If increased more what are the after effects?
Maximum limit is 950oc as per furnace vender, but it is better to keep below 800oc.Normal arch
temperature of an efficient combination fired heater is near to 650-700oc.
If arch temperature high this heat cannot recover by convection buddle and heat loss will happens,
same time refractory damage, support damages chance is more in arch area.
7. 95. What are the reasons of arch temperature high? How to tune the heater within arch
temperature limits?
Lot of reasons may be behind this, if over gas firing, any condensate carryover in fuel gas, over fuel gas
firing pressure, any coking on fuel oil burner tip are some cases of increase of arch temperature.
If the heater has any special burners like LP gas, hot well gas, or any other accumulator gas, condensate
carry over or over pressure also may be the reason for high arch temperature.
Another reason is if excess air is more, arch temperature raising chance is more.
an experience sharing book Mc Jomon
82 A Practical Guide to Crude Distillation & Vacuum distillation
7. 96. What is ‘after burning’ in heater?
The excess air contains nitrogen and this nitrogen will react with the NO in arch area and again
temperature will increase this is called after combustion it will cause damages on the shocking section.
7. 97. What is combustion control?
Combustion control is a control program which taking variables from flue gas analyzer [oxygen content],
fuel quality, coil outlet temperatures and optimize the fuel firing. By minimizing of excess air the heater
efficiency will increase.
7. 98. What is tube sheets in heater?
Tube sheets are supports of convection section tubes; it helps to arrange the convection area tubes in
triangular pitch.
7. 99. What is core bell in heater?
It is projected face along the wall of convection section to avoid direct passing of flue gas through the
side wall.
7.100. How many numbers of soot blowers are in CDU-2 heaters?
In CH21 & CH22 12 numbers [ 6 numbers two rows] auto retractable electrically operated soot blowers
and in CH223, 22 numbers [ 11 numbers 2 rows].
7. 101. Different types of heat transfer in heater?
Convection heat transfer at top area and radiation heat transfer at bottom area.
7. 102. What is efficiency of heater?
Fuel efficiency of heater is the total heat absorbed divided by the total input of heat derived from the
combustion of fuel only.
Thermal efficiency of heater is the total heat absorbed divided by the total input of heat derived from
the combustion of fuel plus sensible heats from air fuel and any atomizing medium.
Efficiency = [Total heat input – Stack losses – Radiation heat losses /Total heat input] x 100.
7. 103. What is soot blower? Where the soot blower placed?
Soot blower is used to blow out soot accumulated in studded tubes in convection section. Soot blowers
placed to entry inside in between two rows of studded tubes.
7. 104. Which steam is used for soot blowing?
Dry [condensate free] medium pressure steam [ 15 kg/cm 2 ] should be used for soot blowing.
7. 105. What is the normal frequency of soot blowing?
Frequency of soot blowing varies with the fuels used, in the case of fuel gas weekly once is enough. But
in fuel oil firing or combination firing case daily is better.
an experience sharing book Mc Jomon
83 A Practical Guide to Crude Distillation & Vacuum distillation
7. 106.How soot blowing done?
Open condensate drain of soot blowing steam and ensure the steam is condensate free, then charge
steam to soot blow header. Then Stack damper keep wide open, ID in low speed or stopped, arch
pressure trip by pass and start the soot blowers individually or in sequence mode.
7. 107. What are the risks of condensate in soot blowing steam?
Furnace temperature at convection area is around 350-400oc , in case any condensate enters into the
heater there is chance for tube damage and refractory damage due to sudden quenching.
7. 108. How to create draft before initial firing?
The difference between atmospheric pressure and the pressure in the furnace is called draft. In a natural
draft heater draft can be created by box purging with steam, if temperature increases the air become
denser and flow to atmosphere will starts, the stack height also has role in the draft.
In forced draft/ balanced draft heaters after box purging start FD fan, it will maintain draft. After firing
draft will maintained by FD and ID fan speed, furnace temperature and stack damper [flue gas outlet]
opening.
7. 109. What is the use of fuel oil heater?
Its aim is to reduce the fuel oil viscosity by increasing temperature. Heating exchanger use medium
pressure steam as heating medium, inlet viscocity is around 300 cst and out let viscocity is 20 cst at
195oc.
7. 110. What is the role of fuel oil atomizing steam?
Fuel oil is viscose and it requires proper atomizing for complete combustion, steam is the best atomizing
medium for this. The steam should be condensate free and have a pressure more than fuel oil.
Atomizing steam fuel oil dp will varies as per gun tip design normally it should be keep 2-2.5kg/cm2.
7. 111. What is the aim of box purging? What are the different locations of box purging steam entry?
Aim of box purging steam to a furnace is to inertise the furnace and to create a draft in furnace while
starting. Box purging steam connected to two sections convection and radiation. In horizontal type
heater one set is to radiant section [ at bottom of heater] and other is to different points of header
boxes on two side.
Wide open stack damper and first open the steam to bottom area, closely watch the presence of steam
in stack and then open to convection or header box area. After opening check and ensure the furnace
draft by using draft gauge.
At normal start up 15-20 minutes of purging only required. But in the case of any tube failure of
hydrocarbon accumulated case more purging required.
7. 112. What is the risk of heater FD purge before heater firing?
Purging with fresh air used FD is done only after ensuring the heater hydrocarbon / combustibles free.
an experience sharing book Mc Jomon
84 A Practical Guide to Crude Distillation & Vacuum distillation
For initial startup after box purging with steam FD purging can be done. But in the case of if the furnace
has ‘temperature and hydrocarbon accumulation’ [with tube failure or fuel gas condensate carryover] it
is dangerous to purge with FD.
7. 113. How to identify coking in burners tips?
Coking in burners can be identify by visual inspection of flame, flame will be cloudy with smoke or some
time oil dripping may also have occurred.
7. 114.What are the chances for fuel coking in burners? How to avoid it?
In fuel oil burner’s fuel coking chance is more if atomization is not proper, atomizing steam have
condensate, burner tip/atomizer damage, fuel oil have any contamination with any catalyst, and
improper placing of oil guide tube and fuel oil viscosity at gun tip is high. In vacuum residue used type of
burners viscosity should be 20 cst at gun tip.
7.115. What is the reason for coke formation in gas burners?
This type coke occurred normally in the gas burners, used for LP gas or accumulator gas fired burners,
due to carry over of heavier molecular hydrocarbons like naphtha. If any heavier stuff enters in to the
fuel gas stream the same case will happen.
7.116. Calorific value of fuels used?
Calorific value of fuel gas is around 9500 kcal. And fuel oil is around 10500 kcal.
7. 117. Which type of burner used in CDU-2?
Low nox burner made by John zink company in crude heaters and low NOx burners by Hamworthy in
Vacuum heater.
7. 118.Why fuel oil burner Positioned at the center of gas burners?
In a combination fired heater fuel oil burner is positioned center and surrounded by gas burners. This is
for to avoid the’ lite off’ fuel oil burner. Oil burner positioned in proper height using a guide tube, if its
position is not correct fuel coking chance is more. The guide tube to be adjusted as per burners vendors
design.
7. 119. Explain an oil gun?
Fuel oil gun is a double pipe type, oil is inside inner tube and steam is in between tubes. Through the
atomizer at the end, steam enters to the oil and spray through the holes on the tip.
7. 120. Purpose of atomizing steam dp in fuel oil firing?
Atomizing steam is to enter inside the oil side through atomizer and to spray atomized fuel. There for
more pressure needed for atomizing steam, to ensure this steam fuel oil differential pressure is to be
maintained.
an experience sharing book Mc Jomon
85 A Practical Guide to Crude Distillation & Vacuum distillation
7. 121. Why fuel oil atomizing steam should be dry?
Atomizing steam should be dry, to ensure the proper atomization of fuel oil, otherwise fuel coking
chance become more due to improper atomizing and cooling of oil.
7. 122. In case of heater tube coke what are the remedies?
Ensure the heater run with more than ‘minimum pass flow’, avoid direct impingement of flame to line
and closely monitor the skin temperature. If any coloration shown in coil reduce the firing near to that
area. It is better to done decoking in the next opportunity shut down.
7. 123. Significance of colure change of heater tube?
Overheating of coil, coke formation or soot accumulation in tubes may be the reason for coloration.
Then check the coil outlet temperature, pass flow and visual inspection inside heater. Thermography of
heater tube is the better method to detect the exact temperature of tube.
7. 124. Why a minimum pass flow trip provided in heaters?
This is to protect heater tube from overheating. In case of overheating over vaporization happens coking
chance is more heater tube metallurgical damage chance is more.
7. 125. How can you identify if a heater run without minimum pass flow?
Check the pass flow meters, if it is faulty identify with coil out let temperature high indication, or skin
temperature high. Or in field it can be identify by colure change tube bending etc.
7. 126. Reasons of refractory damage in convection section?
Condensate in soot blowing steam cause refractory damage, if impingement of steam also cause
refractory damage.
7. 127. Gas burner tip holes’ position in a burner assembly?
Gas burner have normally 4 number of holes, 3 at one side single one at the opposite side. This single
hole is to be faced towards the oil burner.
7. 128. What type of burner is the pilot burner?
Pilot burner is fuel air premix type burner. Air is taken from atmosphere through a venturi on the gun. In
the case of heater tripped condition [FD stopped condition] pilot can be maintained.
7. 129. What are the chances for heater shell corrosion?
Acid pitting corrosion caused by flue gas trapped inside the refractory. Refractory beds should be
properly sealed with refractory compound to avoid this.
7. 130. COT of crude heater? In the case of sudden increase/decrease of COT what will happen?
In CDU-2 normal COT for BL case is 360oc. If the COT become less suddenly while the column operating
in 1.3 kg/cm2 diesel in RCO is will increase product level in stripers become less chance for HGO CR
pump vapor lock. [ if the COT less than 330oc difficult to operate the column].
an experience sharing book Mc Jomon
86 A Practical Guide to Crude Distillation & Vacuum distillation
If sudden increase case bottom level become less all products become heavier, top temperature will
increase.
7. 131. Any relation between COT [in crude heater] and crude type?
COT can slightly change with crude types, in the case of lighter crude COT can reduce up to 335oc, in the
case of heavier crude COT should increase up to 370oc.
7. 132. What is the use of individual coil out let temperature indication?
Using this, individual outlet temperature can be identifying. If any abnormality in pass flows [due to
control valve failure] also reflect in this temperature as change.
Coke in coils and flame impingement etc may be the reason for abnormal temperature. Pass balancer
can be implemented using this individual outlet temperature.
7. 133. How can identify abnormality in individual coil flows, using out let temperature?
In a heater [if firing is uniform and no flame impingement] if one coil shows low temperature the flow
through that coil may be high, if the temperature in one coil is high there may be low flow.
7. 134. What types of pass flow meters can be used in heaters? Which is better?
Normally used pass flow meters are orifice type, but in the case of heavier stuff handling like vacuum or
DCU heaters ultrasonic type flow meter is best, but it is costly.
7. 135.Fuel oil sulphur, viscosity and flash point maintained?
Fuel oil viscosity at gun tip is be maintained 20 cst. Sulphur less than 1 wt% and flash point above 80oc.
7. 136. Fuel oil viscosity at gun tip fails to meet 20 cst what will happen?
If viscosity is more than 20 cst fuel oil atomization will not proper, because the gun and atomizer is
designed for that much viscosity. Chance for burner coking is more.
7. 137. What type of refractory used in convection section?
In convection section refractory cement used.
7.138. How to protect refractory spalling in convection section during soot blowing?
By ensuring the soot blowing steam 100% condensate free refractory damage can avoid. There is also
impingement plates provided on soot blower facing area.
7. 139. What is thermo well?
Thermo well is a flange connected extended well, that can be fixed to any line. It is used to insert
thermocouple or temperature gauge inside it. Thermocouple/gauge can change or repair at any time
while the line is alive.
7. 140. What type of temperature detectors are used in heaters?
Thermocouples are used to detect coil temperatures and skin temperatures in crude/ vacuum heaters.
an experience sharing book Mc Jomon
87 A Practical Guide to Crude Distillation & Vacuum distillation
7. 141. Where flame scanner is used in heater?
Flame scanner is used to detect pilot flame.
7. 142. How the flame scanner for pilot works?
Normally used flame scanner is ionization road type, this electrode immersed in flame and flame
presence detected by conductivity measurement. It is a consumable item and periodic replacement
needed.
7. 143. Why pilot flame operates with natural draft?
In case of fuel oil/fuel gas, ID FD, failure [except heater emergency switch actuated condition] pilots is to
be maintained.
7. 144. What is the purpose of decoking pot?
Decoking pot is used to collect coke particles while decoking done. There one water line to quench the
coke and bottom drain hole to remove the coke. Vent always opened condition to flare.
7. 145.In which emergency pilot lite off?
If heater take shut down by actuating emergency trip switches the pilots will lite off.
7. 146. Why heater tube size increases from inlet to out let?
By increasing temperature, the volume inside the coil will increase and tends to increase pressure, in
order to keep the coil with less pressure coil size increased from inlet to outlet.
7. 147. Why vacuum heater coil out let line is bigger in size?
In vacuum heater outlet temperature is more [ 390-395oc ] coil inside in in vaporized state, chance for
pressurization is more. Vacuum feed flash zone normal pressure around 450-500 mm wc, therefore only
coil pressure needed is slightly above that. To maintain less pressure transfer line, keep in bigger size.
7. 148. How can control stack temperature using APH?
If stack temperature become less by passing glass APH fresh air can increase it.
7. 149. Why studded tubes are provided in convection section?
To increase the heat transfer area extended surfaces used in tubes, studs are solid, strong and easy to
clean.
7. 150. What types of tubes are in shocking section?
Bare tubes [tubes without studs] are used in shocking section to avoid over heating of tube. In this area
convectional and radiation heat transfer together will happens.
7. 151. What are the advantages of vertical heaters?
It consumes less space, inside the heater tube support is simple [each tube can have hanged in top and
bottom have a tube guide, for crude services it is better to use vertical heater. But in heavier stuff
an experience sharing book Mc Jomon
88 A Practical Guide to Crude Distillation & Vacuum distillation
handling services it is not suitable because in this type output cannot taken from the maximum heated
area of tube.
7. 152. What are the advantages of horizontal heater?
Advantage of vertical heater is coil out let can be taken from high temperature area. For heavy stuff
handling heaters like vacuum and delayed Coker horizontal heater is best.
7. 153. Why different heater stack has different size and height?
Stack size and height will vary with the heater capacity, furnace volume, and draft designed. If stack
height increases more draft will create inside the heater due to chimney effect.
7. 154. Why swirls are provided in stack?
To protect the stack from wind velocity.
7. 155. What are the heater check points of a panel operator?
Panel operator should ensure the heater run with more than minimum pass flow designed. Another
points are COT, individual coil outlet temperatures, skin temperatures, hearth temperatures, arch
temperatures, arch pressure, flue gas temperature, stack temperature, ID /FD conditions, SCAPH
temperature, stack damper opening, fuel gas / oil firing pressure, steam/FO dp, combustion air flow/
pressure and analyzer readings like oxygen, CO, Sox, NOx, spm .
7. 156. While heater refractory work mixing of refractory cement using ice, why?
Because of refractory curing is an exothermic reaction, to avoid over heat generation ice water is used.
7. 157. What are the Field checking points on heater?
Field operator should thoroughly check the running heater to ensure the proper and efficient working of
heater.
The main check points are firing inside the heater are, firing height, gas firing, burner coke, impingement
of flame on tubes, any flame abnormality, fuel oil/gas firing pressure, fuel oil atomizing steam dp, fuel oil
leakages if any, fuel oil return flow, fuel gas firing pressure, ensure fuel gas condensate free, LP Gas
flame condition, hot well gas flame and pilot flame.
Another points are tube colure, tube supports refractory, peep hole door conditions, heater body
temperature, pitting corrosion of heater shell, condition of thermocouples, bottom floor refractory
condition, explosion door condition, stack damper position, stack conditions, other APH related dampers
conditions, ID/FD fan load and condition, Cast APH/ Glass APH conditions, leakages, abnormal sounds
and flue gas colure white or black smoke if any,
7.158. What is the normal heater shell outer temperature?
It depends on ambient temperature, slightly 10-15 oc above ambient temperature.
7. 159. What are the procedure for entry inside heater?
an experience sharing book Mc Jomon
89 A Practical Guide to Crude Distillation & Vacuum distillation
After shut down the heater purge out all coils using coil steam, then blind the coil inlet and outlet
flanges, blind fuel oil supply and return header , drop all oil guns, purge fuel gas line with nitrogen then
blind fuel gas header and individual burner flanges, blind pilot burner line, and box purge the heater. Put
SOB [shut off blind or gillettin blind] to glass APH inlet. After stopping box purging start fresh air purging
using FD fan. Open the heater all man ways and provide educators in man ways. Before issuing entry
permit ensure heater explosive mix/ toxic gas free and oxygen is sufficient [ 21% ] by using multi gas
meter.
7. 160. Define confined space?
Confined spaces are spaces that have limited or restricted means of entry and exit, and may contain
harmful atmospheres or stored substances that pose a risk to employees working in them.
Confined spaces include, tanks, vessels, silos, storage bins, hoppers, pits, manholes, tunnels, equipment
housings, ductwork, pipelines, etc.
7. 161. If entry inside heater for only refractory repair, any coil blinding needed?
For refractory work only no need for coil blinding, only coil purging or cooling required
7. 162. If white smoke is seen in stack what is meant by that?
White smoke means excess air is more or stack temperature [emission flue gas] is high.
7. 163. If black smoke is seen in stack, what is meant by that?
It means incomplete combustion, any abnormality in firing [burner coke, fuel gas condensate etc.] or
heater tube failure.
7. 164. How pigging in a heater is done?
Pigging is one of cold type decoking method in heaters.
After isolation and purging of heater disconnect the coils inlet and heater coil outlet and these are to be
connected to pigging unit’s pump’s suction and discharge. Pigs are made of high density foam with
projected studs on it. It is allowed to pass through coils with water. Water and pigs collected in a tank
and coke particles can be separate there. While doing the main constrains are heater tube sizing change
and tube bends. Smaller pigs can pass through easily but bigger sizes are to be done forward and return
to be done reverse direction by reversing water flow.
7. 165. Where is the velocity steam entry points in CDU-2 vacuum heater tubes?
In each passes steam enters in 3 various points.
7. 166. How to purge a heater before firing?
Initial purging of heater to be done by box purging steam to convection/radiation section to eliminate
explosive mixer and to create draft. After that purging with FD fan can start.
7. 167. How to restart fuel gas firing in heater after shut down?
an experience sharing book Mc Jomon
90 A Practical Guide to Crude Distillation & Vacuum distillation
De-blind fuel gas lines/ pilot lines and nitrogen purge the burner to heater for a short time [steaming of
individual gas lines not recommended due to condensate accumulation]. Start cold oil circulation
through heater coils.
After heater purge with box purging steam, pilot burner can be light using igniter. Then start FD fan and
open fuel gas to burners if it lights control the flame using audco valve, and control the combustion air
using individual louvers.
7. 168. How to restart oil firing in a heater after shut down?
De-blind fuel oil lines, steam out the heater individual fuel oil supply return header and establish fuel oil
circulation through headers by open SDV’s and FV’s.
Then place one metal drum [ top open] at bottom of each burner assembly and purge individual oil
burner lines with steam first and flush some quantity of fuel oil to drum. Then insert each oil guns.
After starting gas firing oil firing can be started. Open atomizing steam to oil gun, purge the oil gun with
steam, close steam purge valve and slowly open the oil valve after catching fire flame can adjust by oil
valve or with atomizing steam valve.
7. 169. Fuel gas routing in CDU /VDU?
Routing of fuel gas is to maily heaters. Other fuel gas connections for initial fuel gas pressurization of
unit are to NSU accumulator, LPG amine treater, and heavy naphtha stripper and to HGO stripper.
prefractionator accumulator, crude column accumulator is connected to fuel gas header for pressure
control. There is one more fuel gas connection is to flare header.
7. 170. What is the Purpose of fuel gas KOD inside unit?
Purpose of KOD is to remove the fuel gas condensate from header. Fuel gas line is insulated and with
tracing steam line.
7. 171. What is the Purpose of AAU?
Purpose of Amine absorber unit is to sweeten the fuel gas, out let gas only contains around 20 ppm of
sulphur.
7. 172. What is the role of furnace stack height?
When a chimney or stack is filled with hot gas that gas tends to rise because it is less dense than the air
outside the house. The rising hot gas creates a pressure difference called draft which draws combustion
air into the appliance and expels the exhaust gas outside. The factors affect the amount of draft
produced are heat and stack height. The hotter the gases in the stack compared to outside the stronger
is the draft. If the stack height is more it will produce more draft at a given temperature difference.
7. 173. What is the purpose of sour fuel gas coaliser filter in AAU?
The purpose of this filter is to separate hydrocarbon condensate from fuel gas. Otherwise foaming will
occurred in the fuel gas amine absorber
an experience sharing book Mc Jomon
91 A Practical Guide to Crude Distillation & Vacuum distillation
7. 174. What is the purpose of sweet fuel gas coaliser filter in AAU?
The purpose of this filter is to separate traces of amine carryover.
7. 175. What is the purpose of LPG vaporizer?
If the fuel gas header pressure is less LPG can be vaporized as fuel gas by using this vaporizer. In this
vessel LP steam used as heating medium.
7. 176. What is the purpose of antifoam injection in fuel gas amine absorber?
If the fuel gas have condensate carryover, there is chance for foaming inside the amine absorber. It will
decrease the absorption and column dp will increase. To avoid this situation an antifoam injection
provided on column top.
7. 177. Explain CDU-2 heaters fuel oil gun operating conditions?
Fuel oil pressure 5.5 kg/cm2, oil temperature at burner 190oc, steam pressure 6.9kg/ cm2, steam fuel oil
dp .7 – 2.1 kg/cm2 and fuel oil viscocity 20 cst.
7. 178. How much total heat duty of CH21/22 in BL and AM case?
54.2MMKCAL/Hr for BL and 43.2MMKCAL/Hr for AM case.
7.179. How much the heat duty of CH223 in BL and AM case?
20.85 MMKCAL /Hr for BL case and 21.15MMKCAL/Hr for AM case.
an experience sharing book Mc Jomon
92 A Practical Guide to Crude Distillation & Vacuum distillation
Chapter 8
Pumps Operation
8. 01. What are the main classifications of pumps?
Pumps are mainly classified into positive displacement pumps and Roto dynamic pumps. Another type is
jet pump, and hydraulic pumps
Positive displacement type sub classified into reciprocating type, and rotary type.
Piston, and plunger pumps comes under reciprocating type.
Lobe, vane, gear, and screw, comes under rotary type.
Dynamic pumps centrifugal pumps are classified into axial flow [single stage, multistage], mixed flow
and radial flow [single suction, double suction].
8. 02. What types of pumps are widely used in plant?
Centrifugal pumps are mostly used, it is used for low and medium, and for high pressure pumping of
different process fluids. Centrifugal pumps with single suction and double are used in cold and hot
services.
Positive displacement type piston/plunger are used in the service of chemical injection/dosing
purposes. That is small quantity very high pressure requirement cases. Diaphragm pumps are used for
transferring chemicals.
8. 03. What are the parts of a centrifugal pump?
Pump casing [solid casing, split casing], impeller, suction / discharge nozzles, [side suction/ top
discharge, and top suction / top discharge etc] bearings, bearing housing, shaft, mechanical seal/ gland,
flinger rings, and wear rings are the main parts of a centrifugal pump.
8. 04. What is the purpose of wear ring inside the pump?
Wear ring is provided in the casing to minimize the internal discharge /suction recirculation inside the
pump. It should be screwed to casing with minimum possible clearance between impeller and casing. If
the clearance become more it will lower the pump discharge pressure as well as its efficiency.
8. 05. What are the different types of impellers used in centrifugal pumps?
Based on mechanical construction they are classified into open, closed, and semi open types. For
handling petroleum products closed types are widely used.
Based on suction type it can be classified into single suction, and double suction type.
8. 06. What are the different types of couplings used in centrifugal pumps?
an experience sharing book Mc Jomon
93 A Practical Guide to Crude Distillation & Vacuum distillation
Couplings are mainly of two types rigid and flexible. Rigid type is used in applications where there is no
possibility for any misalignment while running.
Flexible couplings can be divided into two types: elastomeric and non-elastomeric.
Elastomeric types use either rubber or polymer elements to achieve flexibility. Tire and rubber
sleeve, love jaw types come under this category.
Non elastomeric couplings use metallic elements to obtain flexibility. This spring plate type
flexible couplings are widely used in plants for hot and cold service.
8. 07. What is the use of a flexible coupling?
Coupling is used to transfer the rotation of motor to pump, at the same time in case of any physical
damage happened in pump or motor it will not affect each other. If the pump become stuck, the
coupling should be broken immediately to protect the motor. A small misalignment due to temperature
change can be handled with the flexibility of coupling.
8. 08. When the coupling is to be done for a hot service pump?
For hot pumps the alignment and coupling should be done after warming the pump to normal fluid
temperature.
8. 09. What are the common auxiliary components of a centrifugal pump?
Seal flushing lines, seal cooler, bearing oil circulation system, bearing cooling water system, TSVs in the
cooling water, bearing oil drain line, bearing case vent, seal chamber, stuffing box, pump pedestal
support and its cooling system, coupling guard are the common auxiliaries of a pump.
8. 10. Define NPSH?
Net positive suction head (NPSH) for a pump is the difference between the liquid pressure at the pump’s
suction and the vapour pressure of the fluid being pumped. It is the amount of energy available to exert
pressure on the fluid and is expressed in terms of height of a liquid column i.e. in feet (not in pressure
gauge reading).
In hydraulic systems, the NPSH is usually kept positive to avoid the vaporization of fluid, which could
lead to cavitation corrosion and damage to the pump.
8. 11. What is vapour lock/ cavitation?
Pump cavitation occurs when the pressure in the pump inlet drops below the vapor pressure of the
liquid. Vapor bubbles form at the inlet of the pump and are moved to the discharge of the pump where
they collapse, often taking small pieces of the pump with them.
Cavitation is often characterized by Loud noise, Loss of capacity (bubbles are now taking up space
where liquid should be), and the collapsing bubbles causing pitting damage to parts of the pump.
Noise is a nuisance and lower flows will slow your process, but pitting damage will ultimately
decrease the life of the pump. To avoid cavitation NPSH available should be greater than NPSH
required.
8. 12. How to start a centrifugal pump?
an experience sharing book Mc Jomon
94 A Practical Guide to Crude Distillation & Vacuum distillation
Check the pump’s suction lines, discharge lines, pump auxiliaries like cooling water, seal flushing lines,
bearing cooling water, bearing oil, pump coupling, motor connections, and ensure pump is pressurized
and warm up condition. Keep pump discharge valve closed. Then turn the pump manually at least one
turn and find motor and pump turn freely.
Then start the pump slowly, open discharge valve to get the required pressure and flow. Closely monitor
the amperage of motor to avoid over load trip.
If the pump is turbine drive, warm up turbine for 10 minutes, after the above checkups, open steam
exhaust valve from turbine and slowly open steam valve on turbine until pump is running at its rated
speed and turbine takes control.
If the pump is running with VFD motor, keep discharge b/v and downstream control valve wide open
and the flow will be controlled by varying motor speed.
8. 13. How to stop a centrifugal pump?
Slowly close the discharge block valve, then stop the pump. Close the pump auxiliaries. Also close the
suction valve if required.
If the pump is steam driven shut off steam to turbine [ trip hand trip lever on the over speed governor of
turbine on out board of turbine]. Then close the discharge block valve.
8. 14. What are the checking points of a centrifugal pump?
Pump suction pressure, pump discharge pressure, motor amperage, nozzle flanges, seals, glands, outer
seal oil lines [ flow/temperature], seal quenching steam line if any, bearing oil levels, bearing
temperature vibration, bearing oil contamination, coupling, coupling guard, motor bearing temperature,
motor body temperature, motor earthing, motor running direction, and anything abnormal are the main
checking points of a centrifugal pump.
8. 15. What are the different types of warm up lines used?
Pumps warm up line connected on discharge line, upstream of NRV to downstream of discharge block
valve. If the pump is in stopped condition, discharge from running pump recirculated to the common
suction line through this pump and become warm condition. In this type of connection if any damage or
line leak happens, to attend this, isolation of line is difficult, discharge side downstream area to be
isolated.
There is another type of construction simply as a bypass of discharge NRV. In this case to warm up the
pump, discharge valve should be kept in crack opened condition. In case of any work it is very easy to
isolate, simply isolate the pump.
8. 16. What is the normal warm up line size of a pump?
Normal warm up line size is ¾”. If warm up line size is more, running pump’s discharge recirculation to
idle pump become more and it will start reverse rotation.
8. 17. How to pressurize and warm up kerosene or diesel handling, centrifugal pump?
an experience sharing book Mc Jomon
95 A Practical Guide to Crude Distillation & Vacuum distillation
After completing pumps work, do the complete checkups, line up all auxiliaries, keep pump casing drain
and vents first valve wide open and second valve crack open to CBD, then crack opens the suction block
valve carefully, if flow feels stop the suction valve opening.
Then open the drain valve and after ensuring full bore flow [ it can be feel with temperature raise] close
drain’s two block valves. Then ensure full flow through vents and close the vents block valves. Closely
monitor any abnormalities or leakages, if everything is normal, open the suction block valve fully. Then
open the warm up lines two block valves fully, slowly the pump become hot as like the running pump.
A pump can be pressurized by opening warm up line first instead of suction block valve, but it is not a
good practice because we directly pressurize with discharge pressure.
8. 18. How to pressurize and warm up a VGO pump?
These pumps can be pressurized with flushing oil first. Check pump thoroughly, close all line bleeders
and vents, then wide open pump vent and drain first block valves and second valves keep crack open to
OWS. Then open the flushing oil line to suction line block valves, after ensuring full bore flow through
drain line, close the drain line. After ensuring full flow through vent it can be closed, flushing oil valve to
suction also can be closed. Now the pump is in pressurized condition with flushing oil.
Then we have to completely displace flushing oil with VGO. Open suction valve slightly, open the pump
vent/ drain to CBD, after attaining temperature through drain line it can be closed. Then allow flow
through vent to CBD, some more time and close all vent drain CBD valves, open the warm up line block
valves. After some time, pump becomes warm and suction valve should be kept wide open. After
warming up the pump, carefully watch the pump for any abnormalities.
As mentioned above, the pump can be warmed by opening warm up line first instead of suction block
valve, but it is not advisable.
8. 19. How to identify abnormalities by using pump’s suction pressure?
If suction pressure shows low, it means net positive suction head available tends to low, the column may
be having level low or column pressure is low. If suction pressure high it means vessel level high, or
vessel pressure high.
In the case of a booster pump if suction pressure low means upstream pump have low discharge
pressure, due to starvation or vessel low level, another chance is any control valve or block valve failure
on up stream. If booster pump has very low suction pressure pump will trip. After the booster pump
trips the suction pressure become high.
8. 20. How to identify abnormalities by using pump’s discharge pressure?
If pump’s discharge pressure shows low means, pumping is not sufficient. It has many reasons like
suction starvation, vapour lock, poor pumping due to pump/ motor damage, and suction strainer
plugging. If discharge pressure high [near to shut off pressure] means suction pressure is high or there
may be some flow restriction on the downstream side due to control valve failure or back pressure.
In the case a booster pump in addition to all the above reasons, upstream pumps discharge pressure has
effect on this pumps pressure.
an experience sharing book Mc Jomon
96 A Practical Guide to Crude Distillation & Vacuum distillation
8. 21. What is FLC of motor?
Motor connected to a pump or any machinery is designed for a maximum load, this is called full load
current measured in amps. More than FLC it is not recommended to run the motor.
8. 22. How to identify abnormalities using a pump’s motor amperage?
If the motor is running with FLC means pumping load is more than design, or any abnormalities in
motor, or pump, [ like bearing damage, alignment damage etc.]. If pump is running with more discharge
load it is better to run two pumps.
If amperage shows less means pump is not taking load, due to pump mechanical problem or suction
strainer plugging. If pump in starvation or vapour lock case amperage will fluctuate.
8. 23. How to identify bearing oil contamination?
If bearing oil is contaminated with water its transparency will lose and it can be identified visually. To
confirm this, drain some quantity of oil and check water content. After confirming contamination
replace the complete oil, and find out the reason for contamination and rectify it. If pump runs with
contaminated bearing oil it will damage.
8. 24. How to confirm bearing oil level in bearing house?
Bearing oil level in bearing house can be identified using chicken feeder, but if there is any plugging on
chicken feeder line it will mislead. To confirm this some quantity of oil is to be drained through bearing
oil drain line.
8. 25. How to identify inner seal failure?
If inner seal fails, seal pot oil will contaminate with pumping fluid, or seal pot will get pressurized. In case
of pressurized seal pot used, [ sour water pumps] seal pots pressure reduced.
8. 26. How to identify outer seal failure?
If outer seal fails the seal pot oil level will reduce, or seal oil dripping will start.
8. 27. How to detect coupling damages?
Coupling damages can be detected by abnormal sound, vibration, and coupling guard failure. Coupling
damage causes total pumping failure.
8. 28. What are the different types of bearing lubrication methods?
Motor bearing lubrication is normally done by grease, and for heavy duty motor’s lubrication can be
done by oil circulation.
Pumps bearing house lubrication is normally done by lube oil with chicken feeder [oil top up facility]
In heavy load handling, bush bearings grease used for lubrication.
8. 29. What is the purpose of bearing house vent/breather?
It is to avoid pressurization of lube oil while pump running, and for lube oil vapour venting.
an experience sharing book Mc Jomon
97 A Practical Guide to Crude Distillation & Vacuum distillation
8. 30. Describe the working of chicken feeder in bearing house?
It is an inverted glass bowl with a drip leg inserted inside. Chicken feeder’s top is in vacuum, if bearing
level drops, air will enter through the chicken feeder’s top and equal quantity of oil will drip into bearing
house. Bearing oil level can be set on chicken feeder.
8. 31. What are the reasons for high bearing temperature?
If cooling water fails or any plugging happens, bearing temperature will raise. Any other type of bearing
failures like ball or roller failure or ball cage failure can also be the reason for bearing temperature high.
If the bearing house is in over filled condition, chances for temperature increase and oil dripping
becomes more.
8. 32. How much is the required oil level in a bearing house?
If bearing is over filled, chances for oil leakage and temperature raise, and pressurization in the bearing
house will happen due to pumping effect, over lubrication will damage the bearings.
While the bearing is in idle, the bottom ball’s half level, is the required lube oil level.
8. 33. What are the reasons for bearing vibration?
In case of motor bearing, internal ball damages, damages due to overheat, ball cage failure, connected
pumps bearing failure and misalignment can be the reasons for vibration.
In the case of pumps bearing, damages due to cooling water failure, bearing damage due to lubrication
failure [low level, oil water contamination etc. ] and alignment/ coupling failure can cause abnormal
vibration.
8. 34. What is the purpose of space heaters in a motor?
Purpose of space heater is to maintain winding in warm condition [normally near to 55oc -60oc].
If any moisture content enters inside motor, it should be removed. Otherwise the resistance of winding
insulation will reduce [megger value will reduce] and the motor will flash while starting.
Space heater is also placed in the terminal box. Space heater is normally fitted with Temperature auto
cutoff facility.
8.35. What is RTD and BTD in motor?
RTD is the rotor temperature detector, and BTD is the bearing temperature detector. It can be of
transmitter type and local indication.
8. 36. Differentiate between HT and LT Motor?
In BPCL KR motor consuming more than 160kw or line supply 3.3 KV are consider as HT motor and below
that level all are LT motors.
8. 37. How to identify pump suction strainer plugging?
Pump will start starving/vapor lock, and discharge flow and pressure become less.
an experience sharing book Mc Jomon
98 A Practical Guide to Crude Distillation & Vacuum distillation
Then check pump suction vessel level, if it is normal start the spare pump. And if the pumping is normal
confirm the suction strainer plugging.
8. 38. How to identify running motor’s direction?
At the time of motor starting and stopping we can easily identify the direction or rotation. For running
motors, it can be identified by a stroboscope [rpm detecting device using flickering light].
Another practical method is, normally the motor fan is designed to deliver air towards motor, check the
air blow direction.
8.39. What is a split casing pump?
This type constructs usually bigger capacity pumps. Pump’s casing can be open by one upper and lower
portion; it is easier for inside repairs of pump.
8. 40. What will happen if a pump runs in opposite direction?
If a pump’s motor rotates in opposite direction, discharge pressure does not develop. If prolonged run
occurs, heat will generate inside the pump.
Before alignment and coupling, solo run is the best method to identify the correct direction of motor.
Another method is, if the motor’s cooling fan’s draft is towards the motor we can confirm that the
motor is running in correct direction.
8. 41. How many number of valves is better in a warm up line?
It is better to provide at least two block valves in a warm up line.
8. 42. What is the use of pump suction strainer?
Pump’s inside parts are very precious. If any foreign particles enter inside the pump, impeller and wear
ring will damage and in case of any blockage happens inside the closed impeller, it will affect the
pumping. Strainer is provided to catch this unwanted materials, and can be cleaned periodically.
Different types of suction strainers can be used [single mesh type or bucket type].
8. 43. How to identify pump suction line?
Line size and pump suction nozzle is bigger than discharge line, and downstream of suction block valve
suction strainer is provided.
8. 44. Why pump suction line size is small?
Suction lines are generally designed to keep friction losses to a minimum. This is in order to ensure
sufficient available Net Positive Suction Head (NPSHa) to meet the NPSH required (NPSHr) by the pump.
8. 45. What type of block valves are used in pump suction and discharge?
Normally gate valves are used in suction and discharge. Butterfly valves can also be used to minimize
pressure drop.
8. 46. How to identify starvation / vapour lock of a pump?
an experience sharing book Mc Jomon
99 A Practical Guide to Crude Distillation & Vacuum distillation
Pump discharge flow will have reduced drastically, pressure gauge reading and motor amperage
becomes hunting, abnormal sound and vibration also will happen.
8. 47. How to handle hot pumps?
Pumps used for temperature services must be manufactured with extra allowance equal to the thermal
expansion of materials of pump. These pumps should not be started at normal atmospheric
temperature. Pumps are to be warmed before starting. Increase in temperature, increases the vapour
pressure, this reduces the suction conditions and increases NPSH. In such cases suction head is to be
increased by lifting suction vessel, suction vessel pressure, or suction pipe size should be increased.
Viscosity of liquid decreases when temperature is increased.
8. 48. How to rectify a hot /cold pumps vapor lock?
If a pump become vapour lock, first identify the basic problem. If vessel level is low, try to increase the
level first. Thereafter, to remove the entrapped vapour inside the pump, slightly pinch the discharge
block valve with watching of motor amperage and discharge pressure, if the pressure become steady
pumping is normal. If the problem still exists, changeover the pump and release the pump vapour to
CBD. Then the pump can be started again.
In the case of cold pumps [running at ambient temperature] external cooling can be tried, but it is not
advisable because of water contamination to bearing house, chance is more.
If pump is handling LPG, after stopping pump it can be depressurized the vapour to flare.
8. 49. If pump run with starvation for long time, what will be the after effects?
Flow will not be sufficient on downstream side, and severe damage will cause of pump parts like
bearing, seal due to abnormal vibration and heat generation.
8.50. Normally how many numbers of bearings are in a pump bearing house?
There should be minimum two numbers of bearings were in a bearing house. Bearings for vertical thrust
and for axial thrust.
8. 51. What are the different types of bearings used in a pump?
Ball bearings and roller bearings are the normally used bearings. For vertical pumps, angular thrust
bearings also may be used.
8. 52. What is drive end bearing and non-drive end bearing in a motor?
Bearing near to coupling/ pump side is drive end bearing; bearing on other side of motor [motor cooling
fan side] is non-drive end bearing.
8. 53. What are the normal cooling methods in bearing house of a pump?
Natural cooling and using cooling water are the different methods of bearing cooling. In some single
suction pumps, a small fan connected to coupling is using to cool the bearing house.
an experience sharing book Mc Jomon
100 A Practical Guide to Crude Distillation & Vacuum distillation
8. 54. How many numbers of bearing houses are there in a pump?
In a single suction pumps suction] and vertical pumps there will be only one bearing house. However, in
double suction pumps there will be two bearing houses will be there bearing on coupling side is inboard
bearing and other side is out board bearing.
8. 55. Where is the entry point of bearing cooling water in bearing house?
Entry of cooling water should from bottom to ensure full flow of cooling water.
8. 56. Normal line up of cooling water used in hot service centrifugal pump?
Cooling water line up is to bearing house, then jacket if any then pedestal support and to return header.
Separate stream of water should have connected to seal cooler.
8. 57. What is jacket water and jacket steam? Its purpose?
Hot pump’s casing has a shell near bearing side for cooling water and steam flow. The purpose of this is
to avoid the heat conduction to bearing house. Very hot pumps using jacket steam otherwise water will
vaporize and hammering will cause.
8. 58. What is flinger ring? Its use? Minimum number of flinger ring used in a bearing house?
Flinger ring is a small ring attached to pumps shaft, upstream and downstream of a bearing house. It is
rotating with shaft, should be closely tighten to shaft by small screws. It made with aluminum like soft
metals.
Its purpose is to avoid water or any pumping fluid contamination inside bearing through the rotating
shaft as a thin film. There should be minimum two numbers in a bearing house.
8. 59. If flinger ring become loose what is the after effects?
In case of flinger, ring loose fluid [water or pumping fluid or seal fluid] will contaminate the bearing oil
and bearing damage will cause.
8. 60. What are the advantages of double suction pump?
Double suction pumps constructed for high capacity services. In this suction enters through both side
eye of impeller so thrust due to suction head is in balanced condition, bearing load will decrease.
8. 61. What type of impeller used in a double suction pump?
The impeller used is closed type with eye on both side.
8. 62. What is shut off pressure of a centrifugal pump?
The maximum pressure can attain by a centrifugal pump while discharge is fully closed condition is
called shut off pressure.
8. 63. Where are the routings of vents and drain of a hydrocarbon pump?
Pumps vent and drains are connections to CBD and OWS. Minimum two valves be there in vent and
drain with needle valve as second valve
an experience sharing book Mc Jomon
101 A Practical Guide to Crude Distillation & Vacuum distillation
8. 64. Routing of vent of a vacuum products pump?
Vacuum units pump vents can have connected to vacuum column plus CBD/OWS. This is for proper
depressurization of pump.
8. 65. Routing of LPG pumps vent?
Normally LPG pump’s vents are connected to flare line only.
8.66. Routing LPG pump drain line?
Routing of LPG pump drain is only to OWS. This is not for LPG draining, after depressurizing to flare the
accumulated water can have drained through this.
8. 67. How to pressurize an LPG pump?
After complete checking of pump, pump suction valve crack open, open vent to flare up to saw an ice
formation or cold in vent line and close vent. Then open suction valve fully.
8. 68. How to hand over a kerosene / diesel pump for maintenance?
Close suction block valve, stop the pump, close warm up line and isolate suction block valve. Close pump
auxiliaries. After the pump become cold open vent to CBD [ensure flow using drain to OWS], then open
drain to CBD [ensure flow using OWS], after completing flow through vent it can be close, after
complete flow through drain it can be close. If the discharge line has any lower loop that also to be drain
trough bleeder drains. After ensuring no passing of valves the pump can be hand over to maintenance.
The sequence of work is first isolate the motor, then discouple the pump, the suction discharge nozzle
blinding and pump work.
8. 69. How to handover a VGO pump for maintenance?
Close discharge block valve, stop the pump, close warm up line, and isolate suction block valve. Close
pump auxiliaries, seal oil system etc. allow the pump to cool near to 60-80oc. open flushing oil to pump
and open vent to CBD [flow can be ensuring by temperature on vent line] and drain line to CBD. Close
the flushing to pump suction and drain complete quantity.
If any temperature raise occurred in pump means valve passing, then find out which valve is passing. It
may be warm up line, suction valve or discharge valve identify it and try to arrest it by open and close
the valves. If one raw water shower provide on passing suspected valve VGO may be congealed and
passing stopped. Flush the pump quantity two or three times and ensure by using drain to OWS
[appearance like flushing oil].
Drain all the discharge loops upstream/downstream of NRV. Then blind suction/discharge nozzles,
isolate motor, dis couple pump and pump ready for work.
8. 70. What is solo run of motor? In which case it required?
Solo run means motor run alone, [pump dis coupled condition]. Solo run mainly done after maintenance
work for checking motor’s condition motor amperage should show zero load [ if load taking means
motor bearing rough or any damage to motor] . Motor’s direction can be identified, while solo run
motor vibration also be monitor.
an experience sharing book Mc Jomon
102 A Practical Guide to Crude Distillation & Vacuum distillation
8. 71. What is the ammeter reading of a smooth pump while solo run?
Ammeter reading should be zero.
8. 72. Normally which types of impellers are used in hydrocarbon pumps?
Closed impellers are widely used in hydrocarbon pumps, it can be single suction or double suction type.
8. 73. What is mechanical seal used in a centrifugal pump?
in centrifugal pumps mechanical seals are used as a leakage control device. A mechanical seal consists of
two principle components. One component is stationary and the other rotates against it to achieve a
seal. The rotating component and stationary component are pressed against each other, usually by
means of spring force. The mating faces of both components are precision machined (lapped) to be
extremely flat. This flatness minimizes leakage to a degree where it is essentially negligible.
If the mechanical seal faces rotated against each other without some form of lubrication they would
wear out (and the seal would fail) due to face friction and the resultant heat generated. So, lubrication is
required which for simplicity, is supplied by the product pump discharge [cooled and flow controlled by
using restriction orifice].
8. 74. What is single seal and double seal?
Single seal means pumping fluid only used in mechanical seal.
A double mechanical seal consists of two seals arranged in a series. The inner seal uses pumping fluid
and outer seal uses an external seal fluid with pressurized or non-pressurized seal pots.
8. 75. Which seal fluid is normally used in hydrocarbon pumps outer seal?
Lube oil is the normally used seal fluid in outer seals.
8. 76. Which seal fluid is used in sour water pump’s outer seal? Why?
In sour water pumps ethylene glycol filled pressurized seal pots are used. Ethylene glycol is a very good
solvent. In case of outer seal leak sour water [ it has more H2S content] never comes out side.
8. 77. What is the use of pedestal cooling in hot pumps?
Pedestal cooling is to protect pump support and platform from over heat. If unwanted heat occurred in
pump support and base platform there will chance to damage alignment of pump.
8. 78. If bearing oil is over filled in a bearing house what will be the after effect?
If bearing oil over filled it leaks through shaft while the pump running and chance for increase of bearing
and also chance for pressurization of bearing house.
8.79. How to ensure proper warm up of a pump?
an experience sharing book Mc Jomon
103 A Practical Guide to Crude Distillation & Vacuum distillation
Before hot alignment /starting a hot pump, it should be warm at the same temperature of running
pump, to ensure this temperature thermal melting chalk can be used, or portable laser pointed
pyrometer can be used.
8. 80. What is the purpose of NRV in the pumps discharge line?
Purpose NRV is to avoid reverse flow while stopping the pump. If we start a reverse rotating pump
starting current will increase more and motor will trip. NRV should be placed upstream of discharge
block valve, because NRV should be wide open condition while the pump is running.
8. 81. While isolating a pump how to identify if suction valve is passing?
If the suction valve passing it can be identified by temperature increase through suction line [in the case
of hot pumps]. But in normal temperature pumps it can be identified by slowly increase of pump
pressure. Pump will pressurize up to suction pressure of pump.
8. 82. How to identify the discharge valve passing?
In the case of hot pumps discharge valve passing can be identified by temperature raise through
discharge line up to downstream of NRV and if NRV is also passing temperature raise through pump
happens. Pump will pressurize up to the discharge pressure of the running pump. If warm up line
passing it can be easily identified by feeling flow/temperature through this line. In the case of normal
temperature pumps passing can be identified by fast pressurization of pump or downstream of NRV.
8. 83. Why minimum two pumps provide in every hydrocarbon service in plant?
In case of any failure happened to the running pump it should not be affect the smooth operation of the
plant, for this a spare pump to be keep with ready to star condition.
8. 84. What is the use of pump MCF?
Every pump designed for a minimum flow, if the pumping fluid is not enough that much, with minimum
circulation flow the pump can easily run. If the vessel [pump takes suction] level become low by open
the MCF can maintain steady level in vessel
8. 85. What is booster pump?
A booster pump is used in a product or feed service, to increase the pumping pressure. Normally this
pump designed for slightly higher suction pressure.
8. 86. Normal interlocks related to booster pump?
Normally used interlock is suction pressure low – pump trip. This is to protect pump. One PSV is also to
be provide on the discharge of booster pump.
8. 87. What are the booster pumps are used in CDU-2?
Crude booster pump taking suction from desalter, kerosene booster pump for feed to ATF merox unit,
HGO booster pump to DHDS, and hot VGO booster pump to VGOHDS are the booster pumps used in
CDU-2.
8. 88. Which is the highest capacity pump in CDU-2?
an experience sharing book Mc Jomon
104 A Practical Guide to Crude Distillation & Vacuum distillation
HVGO pump have a capacity of 1440 t/hr, because of column designed for higher HVGO circulating
reflux.
8. 89. What are the multistage pumps used in CDU-2?
Slop distillate pump, desalter water injection pump, LPG product pump and HFLO pump are the two
stage pumps in CDU-2. Cooling tower pumps are also multistage pumps [ 4 stage vertical submerge
type].
8. 90. What are the double suction pumps used in CDU-2?
Crude charge/booster pump, prefractionator bottom pump, LGO circulating reflux pump, HGO
circulating reflux pump, HVGO and vacuum diesel pump are the double suction pumps used in CDU-2.
8. 91. Why TSV provided in pumps cooling water line?
The main cooling water lines used in pump are bearing, seal pot, jacket and pedestal cooling waters. The
purpose of TSV in cooling water out let line is to protect the line by over heat and pressurization.
[Plugging in return header, valve problem and low flow are the reasons for over heat].
8. 92. What type of pump is used as chemical transfer pumps?
Double acting plant air driven diaphragm pumps are used as chemical transfer pumps.
8. 93. Which types of pumps are used for cooling water service?
Vertical submerged type multistage pumps are normally used in cooling tower sumps. If cooling water
sump is in an elevated area double suction centrifugal pump can be used.
8. 94. In which services vertical pumps [submerged] are used?
Normally vertical pumps are used to pump fluid from a sump/ underground vessel. [Like CBD vessel,
cooling tower sump etc.].
8. 95. What is the advantages of submerged vertical pump?
It is self-priming, and no need for suction valve/ bucket type strainer and can be easily fabricated with
multistage.
8. 96. How to start crude column top reflux pump?
Crude column reflux fluid is naphtha, there may be chances for water accumulation in an idle reflux
pump. If any water refluxed back to column pressure will increase and chance for tray damages is more.
Therefore, before starting reflux pump or any circulating reflux pump water should be completely
drained.
8. 97. How to hand over a caustic pump for maintenance?
Stop the pump, completely depressurize and water wash the pump thoroughly using raw water
connection to pump. Before handing over, auxiliaries to be closed and motor to be de-energized.
8. 98. What is the purpose of snubers in positive displacement pumps discharge line?
an experience sharing book Mc Jomon
105 A Practical Guide to Crude Distillation & Vacuum distillation
Purpose is to minimize pressure pulsation in pump discharge flow.
8. 99. Why two stage pump used for desalter water injection in CDU-2?
Desalter operating pressure is more and water injection requires high pressure.
8. 100. What is impeller trimming? Its purpose?
Impeller trimming is the mechanical reduction of impeller diameter. Impeller trimming is to be done for
decrease the discharge pressure, and increase pumping capacity.
8. 101. Which oil used for HFLO [heavy flushing oil] system? Why?
LVGO, Vacuum diesel and diesel can take as HFLO. In vacuum unit, pumps were used HFLO system with
minimum quantity entering into pump. Normally in CDU-2 vacuum diesel is used, in case some diesel
LVGO enter in to the pump it will not affect the column vacuum, and product quality.
8. 102. What is the use of level transmitter and pressure switch in pump seal pots?
This is to identify inner seal leak of pump, if pressure showing in seal pot means inner seal leak and seal
pot oil will contaminate with pumping fluid. There is also chance to increase the level due to inner seal
leak. If the level drop happens means outer seal leak.
In some pumps like sour water handling pumps a pressurized seal pot system is there drop of this
pressure means inner seal leak, if seal pot oil dripping showing means outer seal leak.
an experience sharing book Mc Jomon
106 A Practical Guide to Crude Distillation & Vacuum distillation
Chapter 9 Valves / Exchangers
9. 01. What are the different types of block valves used in a distillation unit?
Globe valve, gate valve, ball valve, butterfly valve, needle valve, and audco valve are the common valves
used in plant. Widely used valve is gate valve.
9. 02. Which type of valve used in upstream and downstream of control valve?
Control valve upstream and downstream gate valves are used. Control valve is normally globe type.
9. 03. Which type of valve used in control valve bypass line?
Globe valves are used in control valve by pass. It can fine control like control valve in case of by passing
the control valve.
9. 04. In which services needle valves are used?
Needle valves are used in sample points and pump vents/drains. [ for fine throttling opening cases]
Needle type control valves very rarely used, it is used for fine control.
9. 05. In which services ball valves are used?
Ball valves are used in instrument air lines and fire monitors [if wide open condition pressure drop is
very less and it can be quickly operable.]. Ball valve type shutdown valves are widely used.
9. 06. In which services butterfly are used?
Butterfly valve need very less space, in case of slurry handling cases it can be used, also used in less
pressure lines like fuel gas. Normally used as cooling water pump discharge valves [valves wide open
condition while pump running]
9. 07. What are the parts of a gate valve?
Gate valves full name is OS& Y gate valve [outside screw and yoke gate valve]. Valve body, gate, valve
seat, valve gland, yoke, eye bolts, stem, bush, wheel and wheel nut are the parts of a gate valve.
9. 08. What is the flow direction through globe valve?
Gate valve have flow direction from bottom to top direction through valve seat. While closed condition
valve gland may not be pressurizing. When closed condition gland leak chance is less and can repack or
add pack the gland
9. 09. What is gland repacking and add packing?
Repack means remove complete old packing from stuffing box and refill with new. Add pack means
without interrupting old pack add some additional packing material in the stuffing box.
9. 10. In which service diaphragm valves used?
an experience sharing book Mc Jomon
107 A Practical Guide to Crude Distillation & Vacuum distillation
Diaphragm valves are used in corrosive chemicals handling services.
9. 11. What are the pressure ratings of valves?
Pressure ratings are 150 psi, 300psi, 600psi etc. In the valve body it is written with size like 2”150, 4” 150
etc.
9. 12. What is IBR valve?
Indian boiler regulations specifications met valves for using in steam/ boiler services.
9. 13. Expansion of WCB in valves?
ASTM A216 [WCA, WCB, WCC] are the common valves used in industry. In this WC stands for “wrought
carbon “and third letter is the grade, as the grade change its ductility and tensile strength will differ. It
can be used at a temperature range of - 30oc - + 425oc.
9. 14. What is ROV and MOV?
Remote operable valve [ROV] can be operate by electric supply or by instrument air.
MOV means motor operated valve [using electric supply]. By using these valves operation become easy,
and can be provide in very critical service lines.
9. 15. In CDU-2 which lines MOV provided?
In RCO pump suction line, VR pump suction line, naphtha pump suction line, LPG pump suction line and
in HGO pump suction line MOVs provided. In case of any emergencies it can be closed from control
room.
9. 16. How to differentiate between gate valve and globe valve?
Gate valves are normally raising stem; globe valves are non-raising stem type. Visually valve body have
some differences ball valves have a body shape of ball, and gate valve width is comparatively less
9. 17. What are the different types of control valves used in a plant?
Gate type, globe type, needle type, ball type and butterfly type are the normal control valve types.
9. 18. What are the different types of control valves in function wise?
Level control valve [ LCV] , pressure control valve [ PCV ], flow control valve [FCV], flow regulating valve
[FRV], differential pressure control valve [DPV], hand control valve [HV] are the function wise
classification of control valve.
9. 19. What are the classifications of control valve in operation wise?
Failure to open [in case of instrument air failure it will wide open], and failure to close [in case of
instrument air failure it will fully close] are the two types. Another type is SDV.
an experience sharing book Mc Jomon
108 A Practical Guide to Crude Distillation & Vacuum distillation
9. 20. What is an SDV?
Shut down valve- it is normally used for on or off purpose only. Normally the valve is in open condition
and in case of any trip system actuate the valve will fully close.
9. 21. Which type of control valves are used as SDV?
Any body type can be used as a shutdown valve, but quick operable is best widely used are ball valve
type.
9. 22. How SDV functions?
SDV functions with the help of a solenoid valve provided in the instrument connection to control valve.
SDV is failure to close type valve, opened by giving instrument air through this solenoid valve [solenoid
works electric supply] . While shut down interlock actuate supply to solenoid will cut off and instrument
air failure happens at control valve then valve will close.
9. 23. What is solenoid valve?
Solenoid is an electrical coil spirally wound on a ferromagnetic rod, while electricity passes through it, a
magnetic flux will create to one direction. If this solenoid coil attached with valve stem it is called a
solenoid valve.
9.24. What is the function of air regulator in instrumentation line to control valve?
Instrument air to a control valve is to be moisture and dust free and it should be regulated to a steady
low pressure. For this an air regulator is used in each control valve instrument airline. It has a metallic
filter and moisture trapping facility.
9. 25. What type of pipe lines are used for instrument air in a plant?
Galvanized iron pipe lines are commonly used to minimize corrosion and rust particles.
9. 26. What are the specifications of instrument air?
Instrument air must be oil and moisture free with a header pressure of 5-6 kg/cm2.
9. 27. What is I/P transducer? How it works?
Control valve works by instrument air only. Electric signal conversion to pneumatic is done by I/P
transducer. Signals from a controller to a control valve is transmitted as electric supply, for this 4- 20
mille ampere current is used.
I/P transducer converts an analog signal of 4- 20milli ampere to a proportional pneumatic output of 3-15
psi.
Inside I/P transducer there is a coil, [the current is flowing through this coil] and within the coil there is a
deflector motor. This deflector attached to a flapper nozzle system on instrument air and which controls
the instrument air pressure.
an experience sharing book Mc Jomon
109 A Practical Guide to Crude Distillation & Vacuum distillation
9. 28. What is DP cell? How it functions?
Differential pressure cell is an instrument to measure the pressure difference between two inputs. It
used as a transmitter of flow, level, pressure, and vacuum etc. In this dp cell, impulse line hp/ lp
tapping’s pressure differences converts into flow, level or pressure.
Basic working is like a capacitor, a capacitor is two conductors and in between a non-conductor it will
store current [capacitance].
Inside DP cell two capacitive plates immersed in a non-conducting oil and in between plates a movable
metallic diaphragm placed, by the pressure change applied by impulse lines the diaphragm moves and
capacitance will change correspondingly.
9. 29. What is APC / DMC plus and IP21?
Advanced process control has multivariable, model predictive and optimization features.
Quality of the product / Chemical can be predicted from continuous raw process inputs (e. g.
Temperature, pressure, flow and this estimated quality is used as Controlled Variable).
IP21 is a new Real Time Data Base (RTDB) implemented in BPCL-KR by Aspen tech This RTDB uses OPC
interface for connectivity with the various DCS‟s.
IP21 used to collect, store, retrieve and display process data and other information from the DCS and
other sources using the plant wide network (PWN). PWN connected to DCS of all process blocks,
Utilities, Power Plants, Tank Farm and a number of personal computers at various locations. Exchange of
some of the important process data between the two DCS is also achieved through IP21.
DMC [dynamics matrix control] plus is one of the advanced process control system by aspen tech
company. This multivariable system uses manipulated variables, feed forward variables and controlled
variables to achieve the required objectives. 4 controllers are implemented in CDU-2 Crude unit, vacuum
unit, naphtha stabilizer and NSU.
9. 30. Which type of heat exchangers are widely used in crude distillation unit?
Shell and tube type heat exchangers are widely used. This have two types, fixed head and floating head
type. Fixed head are used in vacuum column overhead and all other exchangers are floating head type.
9.31. What are the different parts of a floating head type shell and tube exchanger?
Shell, tubes, shell cover, floating head, floating head cover, channel head, channel head cover, baffles,
tie rod, tube sheets and impingement plates are the main parts of a floating head type exchanger.
9.32. What is tube rolling in exchangers?
Tube rolling is the process of fixing tubes on tube sheets [both end]. It’s not welding, one roller driven by
instrument air rolls inside the tube end continuously then tube will expand and tightly fitted to tube
sheets. Re-tubing can easily have done by use of a drill.
9. 33. What are the different types of pressure tests in an exchanger?
an experience sharing book Mc Jomon
110 A Practical Guide to Crude Distillation & Vacuum distillation
A floating head type exchanger have three pressure tests. Shell test, tube test and another to detect
tube roll leak.
For this a test ring is used, test ring is fixed on shell on the floating head side and tightly packed with
packings like a gland. Now both ends of tubes are visible, then pressure applied to shell and closely
watch pressure holding or leakage through tube rolls.
9. 34. Which type of exchanger are used as surface condenser in ejector system?
Fixed tube type shell and tube heat exchangers are used as surface condenser, in this number of tubes is
less and shell space is more. Shell inlet size is more and condensate drain is from center and line size is
small.
9.35. What is air fin cooler? Which services it used?
Air fin cooler is a type of heat exchanger with tubes with fins outside. It exchanges heat with product
and air, it can be in multiple passes. Normally it uses as column overhead vapour cooling purpose. Only
up to a temperature of 50oc can be attained by an air fine cooler.
9. 36. What is cast APH?
Cast Tube Air Preheater is recuperative type heat exchange equipment where flue gas exchanges heat
with combustion air by convective heat transfer. It is an assembly of rectangular cast modules with
integral fins on both internal and external surfaces. The modules are assembled inside a structural
frame. To ensure that no leakage of air takes place, gaskets are provided on all mating parts.
9. 37. What is glass APH?
Glass Air Preheater is also recuperative type heat exchange equipment used for low temperature heat
recovery. It comprises of borosilicate glass tubes inserted into tube sheets of carbon steel. Teflon
bushes used to fix the glass tube on tube sheet.
9. 38. Which side of an exchanger, the cleaning become easier?
In shell and tube type tube side cleaning is very easier, with high pressure water jet it can be cleaned.
In floating head type after removing bundle shell side can be cleaned. But in fixed tube exchanger shell
side cleaning is difficult, windows to be cut on shell for cleaning.
9. 39. How to hand over an exchanger [VGO/VR handling] for work?
In a normal running plant if we want to isolate one exchanger, first by pass the hot medium then cold
medium. Then isolate hot stream completely and then cold stream.
Next step is depressurization, drain the quantity from shell and tube side to CBD. Deblind the
OWS/CBD/flushing oil connections to exchanger, and flush the streams and drain complete quantity to
CBD. Flushing to be done many times, and ensure complete draining by opening OWS. After steaming
the exchangers both sides, it become ready to hand over blinding and maintenance.
9. 40. What are the steps of steaming of exchangers?
an experience sharing book Mc Jomon
111 A Practical Guide to Crude Distillation & Vacuum distillation
Steam hose to be connected on top steam- out points [both shell and tube] and initial steaming can be
start [hydrocarbons will drain through bottom drains and steaming should done for 2 hours.
Next step is final steaming for this steam connection to be provide on bottom nozzle steam points and
venting through top points. This final steaming to be done for 8 hours.
9. 41. What are the auxiliary connections to an exchanger?
CBD/ OWS connections and flushing oil connection [for heavier stuff handling exchanger’s] are the
common auxiliary connection to an exchanger.
9. 42. Which types of valves are used in an exchanger inlet/outlet and by pass?
Gate valves are normally used.
9. 43. How to bypass an exchanger while in service?
By pass hot medium first then open the bypass of cold medium. Then isolate hot and cold stream inlet
and outlet valves.
9. 44. If an exchanger channel head is leaking, how to handle the situation?
While channel head leaks tube side fluid will come out. First find out the reason for leaking, sometime it
may be due to sudden expansion [during start up] or due to only one side flow, then try to correct the
problem. If still the problem exists by pass the tube and hot bolting can try. In case of severe cases
gaskets to changed.
9. 45. If an exchangers shell cover is leaking, how to handle the situation?
Shell cover leaking means leaking quantity is shell side fluid. Hot bolting can arrest the leak. In the case
of initial startup, exchangers hot stream bypass for a short time will correct the problem automatically.
9. 46. What are the different types of reboilers used in crude distillation unit?
Thermal syphon type [horizontal and vertical], and kettle type are the type reboilers used.
9. 47. What is kettle type reboiler?
In kettle type reboiler, steam flows through the tube bundle and exits as condensate. The liquid from
the bottom of the tower, commonly called the bottoms, flows through the shell side. There is a retaining
over flow baffle separating the tube bundle from the reboiler section where the residual reboiled liquid
is withdrawn, so that the tube bundle is kept covered with liquid and reduce the amount of low-boiling
compounds in the bottoms product. As the heating medium is submerged in to cold fluid reboiling
involves convectional currents, effectively nucleate boiling happens.
9. 48. Minimum number of passes [in tube side] of a floating head type of exchanger?
Minimum number of passes is two.
9. 49. What is the advantages of plate and frame heat exchanger?
an experience sharing book Mc Jomon
112 A Practical Guide to Crude Distillation & Vacuum distillation
Plate heat exchanger occupies less floor space, having a large surface area that is formed from a small
volume. It produces a high overall heat transfer coefficient due to the heat transfer associated with the
narrow passages and corrugated surfaces.
9. 50. How to identify a product cooler leak?
If a product has more back pressure than cooling water product will contaminate to cooling water
system by visual analysis of cooling water can detect hydrocarbon.
In cooling tower top and bottom gas monitors are provided to detect hydrocarbon content.
If the cooling water pressure is more abnormal water carryover can notice in the product.
9.51. What is DIDC?
Distributed Digital Control System (DIDC). This instrumentation system comprises of field
instruments and control room instruments. Field instruments consist of sensing elements
(Orifice plates, thermocouples, pressure/level sensors etc.), transducers and final control elements
(control valve). Control room instruments include operation control station and program logic
controllers.
an experience sharing book Mc Jomon
113 A Practical Guide to Crude Distillation & Vacuum distillation
Chapter 10.
Questions about CDU-2 in BPCL KR
10. 01 What is the design charge of CDU-2?
Design charge 626 t/hr in BL case and 563 t/hr in Arab mix case
10. 02 What is the CP221 suction pressure low and high trip values?
Low -1.3kg/cm2 and high -39kg/cm2.
10. 03 What is the CP222 suction pressure low trip value?
8 kg/cm2.
10.04 What is the Desalter low and high pressure trip value?
Low 8kg/cm2 and high- 15 kg/cm2.
10. 05 CP221 and CP222 are which type of pump?
Double suction centrifugal pump with double seal driven by HT motor.
10.06 What type of impeller used in CP221/CP222?
Closed type impeller
10.07 What is the use of spill back line in CP221 suction? Why it is provided on CP221 suction?
At the time of unit shut down we can divert crude to slop tank using this line, at the time of reduced
charge condition partially can route to slop. This line takes up from CP221 suction to protect the Tank
farm pump at the time of unit sudden failure [ In case CP221 suddenly tripped condition].
10.08 Where are the demulsifier injection points in crude line?
At C221 suction line and upstream of mixing valve.
10. 09 Where are the water injection points in crude line?
Normally water injection quantity is 4-6 volume % of crude oil. Desalter water injected through 4 points.
Upstream of last exchangers in Preheat train -1, upstream of mixing valve and desalter top [ just top of
composite electrodes].
10.10 Where is the location of SDV in Crude charge line?
CP221 discharge downstream of pressure control valve.
an experience sharing book Mc Jomon
114 A Practical Guide to Crude Distillation & Vacuum distillation
10.11 What type of valve it is?
Ball valve type.
10.12 Where is the Location of density meter in crude line? Its uses?
Density meter is provided downstream of SDV , its use is to monitor the density of charge [ it shows the
density at ambient temperature]. Flow meter can be corrected by this reading. At the time of crude tank
change over presence of water can be identify and changed crude presence also can be identify by using
this reading.
10.13 What is the Normal outlet temperature of preheat train-1?
Normal PHT-1 outlet temperature is 115-125oc.
10.14 Where are the caustic injection points in crude line?
Caustic injection provisions are to crude line and desalter water vessel
10.15 What type of exchanger used in preheat trains?
Shell and tube floating head type heat exchangers [with multi passes] used.
10.16 What are the Source of desalting water? Other make ups?
Main source of desalting water is stripped water, LP steam condensates from sour water LP steam bank
and SCAPH condensate. Other makeup provisions are DM water and raw water.
10.17 Where is to the vent line up of CV31?
Over flow/vent line up to OWS .
10.18 Desalter injection water temperature?
100oc.
10.19 What is the use of SDV in CP23A/B discharge line?
This is to avoid back up flow of crude oil to pump suction at the time of pump trip.
10. 20 What are the different type of level transmitters used in desalter?
Agar probe, displacer type and radio frequency type.
10.21 How many Agar probes are provided in CDU-2 desalter?
3 numbers of AGAR probes are used in desalter.
10.22 Desalter Transformer in put voltage?
Transformers input is single phase 415V ,50Hz and has a rating of 3x150KVA.
10.23 What is the need of SDV in brine outlet?
an experience sharing book Mc Jomon
115 A Practical Guide to Crude Distillation & Vacuum distillation
If water level in the desalter become low this SDV will actuate, this is to prevent crude oil contamination
through brine outlet.
10. 24 How many transformers are in CV30?
3 numbers
10.25 How to create DC in transformer output?
Transformer out is AC it can be coverted to DC using rectifier diodes.
10.26 What is the Desalter low pressure trip value?
8 kg/cm2.
10.27 Why PSV provided in CP222 discharge line?
CP222 is a booster pump, in case of any downstream blockages like control valve failure or anything, to
protect the exchangers and desalter from over pressurization this PSVs required.
10.28 What is the normal amperage of desalter transformer output?
Normal amperage is 8- 15 amps.
10.29 Desalter water level high transformer trip value?
At 84.25% water level transformer will trip and water injection line SDV will close
10.30 Where are the routing of brine outlet and desluding water?
To effluent treatment plant
10. 31 At what oil level [ from top to bottom] the transformer trips?
40% transformer will trip and brine outlet SDV will close.
10.32 Why strainer provided in desalter top wash water line?
Inside the desalter there is fine spray nozzle on this header above the composite electrodes use of this
strainer is to avoid plugging of these nozzles.
10.33 Which water is used for air fins water washing?
Stripped water and raw water from CP23 discharge.
10.34 What are the parameters to be watched while desludging?
Water level, amperage, desalter pressure and brine outlet colure. In case water level become more
there is chance to increase the amperage then reduce the water injection. Brine outlet normally have
colure while desludging but oil do not allow to brine.
10.35 How much the normal PHT -1 , PHT-2 and PHT-3 out let temperatures while BL crude
processing?
PHT-1 outlet 120oc , PHT-2 outlet temp 195-205oc, PHT-3 outlet is 270oc.
an experience sharing book Mc Jomon
116 A Practical Guide to Crude Distillation & Vacuum distillation
10.36 Why CV271 feed control valve is a PCV?
Prefractionator is a flash distillation column it needs upstream pressure to flash, pressure normally
inside CV271 is 3-3.6 kg/cm2. If back pressure is very less vaporization will happen upstream of control
valve.
10.37 What is the CP275 LOP minimum flow trip value?
If one pumps discharge flow becomes less than 7.5 kg/hr the spare pump will start to increase the
pressure. If pressure become less than 5 kg/hr CP275 will trip this trip have no by pass .
10.38 Which lube oil is used for CP275 lube oil system?
Hydrol 46.
10.39 Which lube oils are used for pumps bearings in CDU-2?
Hydrol 32 ,hydrol 46 hydrol 68 and hydrol 320 .
10.40 Which lube oil is used in FD fans scoop oil system?
Hydrol 46
10.41 What type of flow meter is used in CP275 LOP discharge line?
Magnetic type flow meter [ inside a float with magnetic property like in rotameter]
10.42 Which is the most widely used flow meter in CDU-2 hydrocarbon lines?
Orifice meters.
10.43 What are the advantages of orifice meter?
It is easy to install/remove, less expensive, less space consuming, they have easily fitted between flanges
and measures wide range of flow. Normal turndown ratio of orifice meter is 3:1- 4:1[turndown ratio is
the maximum flow to minimum flow]
10.44 How many numbers of holes have in an orifice plate?
Orifice plate is a round plate with a tail at the tail there is one hole and an inlet notification and
calibration details are there. Orifice plates are to be fitted in between flanges as the tail upward. At the
center of orifice plate, the orifice hole it is in tapered to one side. The actual flow direction is towards
the diverged direction.
If the orifice plate use in a liquid line with more vaporization chance in addition to this hole one more
hole in the plate [ near to the top periphery of the line] to ensure uninterrupted single phase flow
through orifice. This hole is called vent hole
If the orifice plate uses in a gas line with more condensation, chances this additional hole is on the
bottom periphery to ensure the uninterrupted flow. This hole is called drain hole.
10.45 Which type of flow meter is used in cooling water header?
an experience sharing book Mc Jomon
117 A Practical Guide to Crude Distillation & Vacuum distillation
Annu bar, it is like two pitot tubes placed together with different tapping. One tapping is from the center
of pipe line and other is from the line inner periphery. It is easy install and have very less pressure drop.
10.46 How much is the LP gas low pressure trip value?
0.3kg/ cm2.
10.47 Where is the diversion of LP gas while tripping to heater?
SDV will divert this gas to flare.
10.48 CV280 boot water low level trip value?
10% level.
10.49 How much the CV280 Hydrocarbon level high LP gas trip value?
80% level.
10.50 How many fin fans are in prefractionator and crude column overhead?
CV271 overhead have 8 numbers and CV21 overhead have 10 numbers.
10. 51 What is pitch control of fin fans?
It is done by blade angle auto adjustment depends on outlet temperature. If blade of fan flows more air
through the fins it will cool more.
10.52 How many fin fans have pitch control in CF290/CF50?
In CF290 4 numbers and CF 50 have 5 numbers have pitch control system.
10.53 How split range control works in CV280 pressure control?
Split range control is used in overhead pressure control up to control valve OP 50% Fuel gas will open to
CV 280 and above 50% it will close and LP gas will open to heater.
10.54 In which line MOV is provided in CV80?
MOV is provided in CV280 hydrocarbon line to pump suction.
10.55 How much the phosphate to be ensured in BFW?
15-30 ppm.
10.56 What is VFD control in motors?
VFD is variable frequency drive by changing the frequency of current the speed of motor can change.
If it implemented in a pumping service pump discharge control valve kept wide open controller controls,
the flow using motor speed. It is more energy efficient.
10.57 How many level transmitters are provided in CV271 bottom? And type of level transmitters
used?
an experience sharing book Mc Jomon
118 A Practical Guide to Crude Distillation & Vacuum distillation
Two level transmitters are provided and a selector switch provided. Level transmitters are differential
pressure type.
10.58 Where the 4 pass trays are used in CV271?
Four pass valve trays used in stripping section. [ 22 numbers]
10.59 What is the normal operating pressure of CV271?
3.6 kg/cm2 is the normal operating pressure at top.
10.60 What is the PSV setting of prefractionator?
PSV setting is 6.1 kg/cm2.
10.61 Where are the routing of desalter and CP222 discharge PSV? Why?
PSV outlets are connected to feed zone of prefractionator, because the quantity is crude and it cannot
be routed to flare header. PSV s are located near to feed zone to reduce the travelling length of PSV
outlet.
10.62 What is the strength of neutralizing amine used in CV21/27?
5% strength.
10.63 How many number of trays and types of trays of prefractionator?
Column have total 36 numbers of valve trays in which 1-22 [ stripping section] are 4 passes and 23-36
two passes. Column made with KCS 3mm monel cladding from 25 to top and 25 top bottom have a
corrosion allowance of 3mm.
10.64 What type of control valve is used as prefractionator inlet PCV ?
Failure to close type
10.65 Which type of control valve is used in reflux line?
Failure to open type
10.66 Which type of control valve is used in stripping steam line?
Failure to close
10.67 Which type of control valve is used as desalter PCV?
Failure to close, ball valve type
10.68 Which type of control valves are used as PHT1, PHT2 and PHT3 inlet control valves?
Failure to open type.
10.69 Which selector switch is used in CV271 control page in pannel?
Bottom level transmitters selection to CH21/22 pass flows.
an experience sharing book Mc Jomon
119 A Practical Guide to Crude Distillation & Vacuum distillation
10.70 What are the selector switches used in desalter control page in pannel?
Level transmitter’s selection for Brine outlet and desalter pressure transmitter
10.71 What type of lube oil is used in gear box of chemical injection pumps?
Hydrol 320.
10.72 What types of pass flow meters are used in CH21 and CH22?
Pass flow meters are orifice meters and two transmitters provided in each passes, one is for control
valve operation and other is for trip logic.
10.73 What is the unsafe condition if hot RCO or VR is leaking?
There is chance of auto ignition, these heavier stuffs have less auto ignition temperature.
10.74 How to control pilot gas pressure in heaters?
Pilot gas pressure controlled by a pressure regulator provided down stream of SDV.
10.75 How many number of SDVs are in a fuel oil line of a heater?
Fuel oil line have two numbers of SDVs one in supply line and other is in return line.
10.76 Which type of controlling is used in CH21and CH22 fuel gas line?
Fuel gas controlling uses flow control valves [FCV ].
10.77 What type of fuel gas controlling is used in CH223? Which is better?
In CH223 fuel gas controlling uses PCV. It is better than flow control, fuel gas firing pressuring can be
easily maintaining by PCV.
10.78 How much Normal fuel gas header pressure in CDU-2?
Normal fuel gas header pressure is 3.2 kg/cm2.
10.79 What is the fuel gas low pressure trip value in CH21 and CH22?
As per CH21/22 burner design fuel gas low pressure trip value is .3 kg/cm2.
10.80 What is the fuel gas low pressure trip value in CH223?
Fuel gas low pressure trip value is .1 kg/cm2.
10.81 What is the fuel oil low pressure trip value in CH21/CH22 and CH223?
CH21/22 fuel oil low pressure trip value is 3.5 kg/cm2 and in CH223 2.8kg/cm2.
10.82 What is the steam fuel oil dp low trip value in CH21, CH22 and CH223?
Steam/ fuel oil dp trip value for CH21/22 is .7 kg/cm2 and for CH223 is 1.2 kg/cm2.
an experience sharing book Mc Jomon
120 A Practical Guide to Crude Distillation & Vacuum distillation
10.83 What is the need of fuel gas line steam tracing?
This is to avoid the condensation of fuel gas ,if condensate present in fuel gas it will disturb the firing.
10.84 What are the selector switches in CH21 and CH22 control pages?
Selector for fuel oil/fuel gas for COT control and arch pressure transmitter selection for arch pressure
control [ in APH page].
10.85 What are the selector switches in CH223 control page?
Selector for fuel oil/fuel gas for COT control and arch pressure transmitter selection for arch pressure
control, combustion control ON/OFF, VFD selection [ in APH page].
10.86 How many flow transmitters are used in heaters pass flows?
Two numbers of transmitters are provided in each passes.
10.87 Where is the entry point of emergency coil steam in heater passes?
Upstream stream of pass flow control valves in each passes.
10.88 What are the different steam lines used in a heater?
Box purging steam, atomizing/fuel oil purging steam, soot blowing steam, decoking steam, emergency
coil steam and in vacuum heaters velocity steam are the steam lines used in heaters. [ all fuel gas/fuel
oil lines are traced with LP steam].
10.89 How to control heaters individual FO header pressure?
Fuel oil supply line have PCV. And return line have a globe valve downstream of SDV by using this b/v
can also control the header pressure.
10.90 How to reset the SDVs of CH21, CH22 and CH223?
For CH21/22 reset switches are from panel and local but in CH223 only local reset switches are provided.
10.91 What type of control valves are used in heaters FO and FG lines?
Control valves in fuel oil and fuel gas lines are failure to close type.
10.92 What type of control valve is used in heaters atomizing steam line?
Atomizing steam control valves are failure to open type.
10.93 What is the Normal fuel oil header pressure in CDU-2?
Fuel oil main header pressure maintained is 10 kg/cm2.
10.94 What is the Normal arch pressures in CH21/22?
Normal arch pressure in CH21/22 are -3 mmWc to -5 mmWc.
an experience sharing book Mc Jomon
121 A Practical Guide to Crude Distillation & Vacuum distillation
10.95 How much the arch temperature high trip value in CH21?
Arch temperature trip value is 1000oc.
10.96 How much the CH21/22 transfer line normal pressure?
1.2-1.3 kg/cm2
10.97 How many skin temperature points are in each passes of heaters?
3 numbers in each passes two numbers in radiant section and one in convection.
10.98 How much the normal reading of skin temperatures in radiant and convection tubes of CH21
and CH22?
At radiant section 425-475oc and convection tubes 350- 410oc.
10.99 How many numbers of hearth temperature points in CH21/22? And its normal reading?
Two numbers of hearth temperature points. Normal readings are 650-750oc.
10.100 How many arch temperature reading points in CH21/22/223? And its normal reading?
4 numbers in CH21 [heater have twin cell] and 2 numbers are in CH22 and CH223. Normal reading is
650-750oc.
10.101 What is swing elbow in heaters? And its use?
In heater coil out let one elbow is provided in each passes, this can be connected to transfer line while
normal running and to be connected to decoking pot while heater dry out/decoking.
10.102 What is the line diameter of CH223 inlet and outlets?
Inlet line size is 5 inch then 6” , 8”, and outlet 10 inch.
10.103 What is the purpose of decoking pot and what are the lines to this vessel?
Its purpose is to collect and cool the coke while decoking. One raw water is directly connected to this
vessel, vent to atmosphere and bottom coke drain facility is there.
10.104 How much the normal stack temperature of CH21,22 and 223?
Normal stack temperature maintained is 180-190oc.
10.105 How much the flue gas temperature of CH21/22?
365-370OC
10.106 How much the arch pressure trip value of CH21 and 22 and CH223?
Arch pressure trip value is +5mm Wc.
10. 107 What are the online analyzer used in CH21/22/223?
an experience sharing book Mc Jomon
122 A Practical Guide to Crude Distillation & Vacuum distillation
SO2, CO, NOx, O2 and SPM analysers are used in heaters.
10.108 How many numbers of LP gas burners are in CH21?
Two numbers, one in each side [ CH21 is a twin shell heater].
10.109 How many numbers of hot well gas burners are in CH223?
14 numbers of hot well gas burners are in CH223.
10.110 Why LP Gas burner is not a combination burner?
CDU-2 use VR [ low sulphur ] as fuel oil, normally in a burner assembly oil gun placed center of 4 gas
burners. In case oil gun is lite off, it can automatically lighted from gas burners. But in this LP gas burner
continues fire cannot be ensuring always, it depends on prefractionator overhead pressure.
10.111 How many numbers of steam headers are in CDU-2?
Two numbers of MP steam, one LP steam, one LP tracing steam and one LMP steam header are in CDU-
2.
10.112 What is the purpose of SDVs in CF21A/B discharges?
Normally two fans are running at a time if in case one of one FD fan trips other will automatically
become in full charge . At that time SDV of the stopped fan will close and protect form the reverse flow
of air .
10.113 While starting FD fans in CH21/22 how many switches are to be reset?
Coupling reset [ fluid coupling] and discharge SDV are to be reset .
10. 114 How many numbers of gilletin blinds are there in CH21/ 22 APH?
Total 8 numbers
10.115 Why in Cast APH flue gas side has no by pass?
ID fan is placed on the outlet of cast APH , the temperature of ID fan to be keep below 275oc in CH21/22
and below 250oc in CH223 . If we by pass flue gas this temperature will increase.
10.116 What is the CF222 [ ID fan ] suction temperature high and pressure low trip value?
Temperature 275oc and pressure -50mmWc.
10.117 How to control combustion air in CH21/22?
Combustion air can be controlled by scoop loading of FD fan and combustion air damper opening.
10.118 What is the combustion air low pressure trip value in CH21/22?
+5mm WC .
10.119 How many passes are in cast APH flue gas side?
Flue gas side have single pass.
an experience sharing book Mc Jomon
123 A Practical Guide to Crude Distillation & Vacuum distillation
10.120 How many passes are in cast APH fresh air side?
Fresh air have two passes.
10.121 How many passes are there in Glass APH flue gas side?
Flue gas side have single pass.
10.122 How many passes are there in Glass APH Fresh air side?
Fresh air side have two passes.
10.123 What type of glass tubes are used in Glass APH?
Borosilicate glass
10.124 Which steam is used in Steam coupled APH? And its condensate routing?
LP steam is used [ 4.5- 5.5 kg/cm2 ] condensate outlet routing is to desalter water vessel.
10.125 How to fix glass tubes in tube sheets?
Glass tubes are fixed using Teflon rings.
10.126 How many numbers of dampers of CH21/22 APH are operable from control room?
Two dampers in flue gas side and 6 dampers in fresh air side can operate from control room [ two stack
dampers also can operate from control room.
10.127. What is the normal combustion air temperature in CH21/22?
Normal temperature is 225-265oc.
10.128 What is the normal glass APH fresh air out let temperature?
120OC
10.129 How much the SCAPH outlet temperature?
70oc
10. 130 Where is the locations of anti foulant injections in CDU-2?
In crude section booster pump suction/CP275 suction at the rate of 6 ppm and in vacuum section at
CP39 discharge at the rate of 8 ppm used. Chemicals used are SR1357 in crude and SR1345 in vacuum
section.
10.131. How much the normal crude column top/ bottom dp?
Normal column top/bottom dp is 0.1 kg/cm2
10.132 How many bed temperature points are provided in crude column beds?
Four numbers [ one in each packing bed]
an experience sharing book Mc Jomon
124 A Practical Guide to Crude Distillation & Vacuum distillation
10.133 How many numbers of pressure transmitters are provided in crude column?
10 numbers. Bottom PT,flash zone PT, above HGO CT , above HGO bed, below tray 16, above LGO CT,
above LGO packing, above kerosene CT, above kero bed and column top.
10.134 In which line MOV is provided in crude column?
MOV provided in RCO line.
10.135 HGO product pumps MCF return to where? Why?
Return to column through HGO CR , this is to protect the reflux [ by maintaining tray level]
10.136 In which line MOV provided in HGO stripper?
MOV provided in HGO product pump suction line.
10.137 Internal details of HGO stripper?
One structured packed bed , feed entry above packing vapor return to column and bottom one stripping
steam connection. Vertex eliminator fixed in bottom line to pump suction. Column is made with CS with
3mm SS410S cladding.
10. 138 Where is location of vertex eliminator provided in crude column?
At bottom RCO take up.
10.139 How many air fin fans are in HGO stream?
Two numbers
10.141 What is the CP284 [ HGO booster pump] suction pressure low trip value?
0.4kg/ cm2.
10.142 What type of control valves are used as SDV?
Failure to close type are used as SDV.
10.143 How much the run down temperatures of LGO, HGO, KERO and HN?
Temperature 35-44oc
10.144 Where is a flow ratio controller provided in HGO stream?
Flow ratio control using in stripping steam.
10.145 Where is the location of TV is used in LGO CR line?
LGO CR is used as the heating medium of Naphtha stabilizer bottom reboiler. For stabilizer bottom
temperature control a TV used used in LGO CR line[ in by pass line of reboiler].
10.146 Where is an FRC [ flow ratio control ] is used in LGO stream?
In stripping steam .
an experience sharing book Mc Jomon
125 A Practical Guide to Crude Distillation & Vacuum distillation
10.147 What type of pump is used for LGO CR in CDU-2?
It is a double suction double seal centrifugal pump driven by an HT motor.
10.148 What are the HT motors used in CDU-2?
CP221, CP222 ,CP228, CP235,CP36,CP237,CP275 and CF21 are driven by HT motors.
10.149 What are the multistage pumps used in CDU-2?
LPG product pump, HFLO pump, desalter water pump and vacuum residue pump are two stage pumps.
10.150 How much the CP283 [ kero booster pump] suction low pressure trip value?
2.8kg/cm2.
10.151 Where is the routing of kerosene booster pumps discharge PSV outlet?
Routing of PSV outlet is to slop header.
10.152 Connection of kero booster pumps MCF?
Booster pump MCF connected to kero product pump suction.
10.153 Routings of CDU-2 kerosene?
Kerosene can be routed to Merox unit, storage, to VR as viscocity cutter stock, slop and to combined
diesel
10.154 How many fin fans are in kero stream?
2 numbers
10.155 What is the strength of caustic used for ATF caustic wash?
5% strength
10.156 What is the purpose of water wash in ATF feed?
This is to wash out complete traces of caustic carry over in the feed.
10.157 Where is the routing of spent caustic from CV284,CV45 and AV224?
Spent caustic from the above vessels can be drained to a spent caustic drum and pump out the quantity
to effluent treatment plant.
10.158 How much the CP250 [ raw water pump ] suction pressure low pressure trip value?
1.5kg/ cm2.
10.159 What type of piping material is used for instrument air lines?
GI [ galvanized iron] lines are used, this is to avoid corrosion and rust.
an experience sharing book Mc Jomon
126 A Practical Guide to Crude Distillation & Vacuum distillation
10.160 How to prepare caustic for a particular strength?
Fresh caustic prepared in DM plant with a strength of 15-20% and pumped into CDU -2 caustic vessels.
There it can be diluted with water and sample can sent to lab for checking strength.
10.161 What types of control valves are used as stripper’s LCVs?
Strippers LCV s are failure to close type [ LCV s are provided at the inlet line of strippers]
10.162 How many pressure switches are provided in crude column top?
3 numbers of pressure switches are provided in crude column top.
10.163 What is the crude column top pressure high trip value? Why it have no by pass?
Trip value is 2.8kg/cm2, if the top pressure switches 2 out of actuates the heaters will shut down. It have
no bypass because it is a process safety inter lock.
10.164 Where is the location of corrosion inhibitor injection in crude column top?
Corrosion inhibitor injection points are column top overhead line and top reflux to column line near to
top
10.165 Where is the location of neutralizing amine injection in crude column top?
Column top overhead line.
10.166 How many numbers of on line corrosion monitors provided in CV21 top? What is its measuring
unit?
3 numbers of online corrosion monitors provided at air fin inlet. Its measuring unit is mils/year. A mil is
one thousandth of an inch.
10.167 How many level transmitters are in CV33 hydrocarbon side?
Two numbers of dp type level transmitters provided in CV 33 hydrocarbon side.
10.168 In which service a selection switch used in CV21 overhead control page in panel?
Atmosphere naphtha routing diversion switch [ naphtha to caustic wash, CV26/ NSU ]
10.169 Routings of atmospheric naphtha in CDU-2?
Atmospheric Naphtha can be routed to NSU [ cold and hot], to total naphtha[LAN] , to naphha stabilizer
and to naphtha splitter in FCCU .
10.170 What is the CV33 boot water low trip value?
10%.
10.171 Where pH meter used in crude column overhead system?
On line pH meter is provided in the CV33 boot water line.
an experience sharing book Mc Jomon
127 A Practical Guide to Crude Distillation & Vacuum distillation
10.172 Where a PH meter provided in vacuum column overhead stream?
In hot well water line.
10.173 If PH become less means?
Overhead acidic corrosion chance is more, then increase the neutralizing amine injection. It is a
temporary solution find the basic problem, it may be due to the bad performance of desalter rectify that
problem.
10.174 How much the crude column top reflux temperature in CDU-2?
50-65oc.
10.175 In which service a selector switch is used in RCO control page in panel?
One selector switch is for VR quench line control valve selection and other is for Vacuum column/ crude
column bottom LCV selection [ while start up ].
10.176 What is pressure on upstream of CH223 pass flow control valves?
12kg/cm2
10.177 What is the normal pressure on downstream of CH223 pass flow control valves?
1.5-1.6kg/cm2
10.178 What is the normal pressure in CH223 transfer line?
680-750mmWc
10.179 What is the diameter of CH223 transfer line?
56 inch
10.180 What is the purpose of SDV I CH223 soot blowing steam?
If steam temperature attained near to MP steams temperature only it will open, this is to ensure drain
out of complete condensate.
10.181 What type of control valve used as pilot gas SDVs?
Ball valve type SDV.
10.182 What is the hot well gas low pressure trip value?
0.01kg/ cm2.
10.183 How many numbers of flame arrestors and strainers in hot well gas line? Use of strainer?
2 numbers of flame arrestors with strainers each upstream. Purpose of strainers is protect plugging of
flame arrestor, it contains fine fins.
an experience sharing book Mc Jomon
128 A Practical Guide to Crude Distillation & Vacuum distillation
10.184 From where fuel oil and fuel gas SDV can reset in CH223?
These can be reset only from local field.
10.185 What is the CH223 COT high trip value?
440oc
10.186 How many arch pressure switches are there in CH223? Its trip value?
3 numbers of arch pressure switches if 2 out of 3 actuates at 5mmwc heater will trip.
There are two other arch pressure indications also.
10.187 What is the normal arch pressure of CH223 while APH is on line?
- 3 to -8 mmwc.
10.188 What is the normal arch temperature in CH223?
700-750 oc.
10.189 How much the arch pressure below shock tube in CH223?
-29 to 32mmWc
10.190 What is the normal velocity steam flow using in CH223?
Total 1.2 t/ hr of condensate free M P steam
10.191 How many skin temperature points in each passes of CH223?
Two skin temperature points in radiant tube and one in convection tube in each passes.
10. 192 What is the normal skin temperatures at radiant and convection section in CH223?
450oc- 490oc at radiant tubes and 400-410oc at convection tubes.
10.193 What is the normal hearth temperatures in CH223? If hearth temperature become high means
what?
Normal hearth temperature is 700-710oc. Hearth temperature high means flame on the floor by
abnormal firing due to gas condensate burner tip coking/ oil dripping/ spreading/ poor atomizing.
10.194 What is the need of counter weight in stack dampers?
Stack damper are failure to open type, in the case of instrument air failure or heater fire cut off it should
be wide open. In order to force the opening and to avoid stuck of damper a counter wait added to
damper.
10.195 How to identify the stack damper opening in field?
One pointer provided to identify the opening.
10.196 How many numbers of gilletin blinds are in CH21/22 APH?
an experience sharing book Mc Jomon
129 A Practical Guide to Crude Distillation & Vacuum distillation
Total 8 numbers
10.197 What is the difference between gilletin blind and SOB?
Both functions are same, the positive isolation. Gilletin blind is a simple shutter hanged by a rope
mechanism and operation done by a wheel mechanism. SOB is a modified form like a blade valve, it can
be operating by a chain mounted wheel and number of rollers are provided to ease the movement of
gate.
10.198 Where is a demister bed located in vacuum column?
Demister bed placed on the top of VD CR spary nozzles to minimize the vacuum diesel mist carry over
through overhead.
10.199 How many numbers of pressure transmitters in CV27?
Flash zone, above HVGO tray, LVGO tray, VD IR bed below, VD tray above, top bed below.
10.200 What type of level transmitters used in vacuum column?
Dp type level transmitters are used. Its impulse lines are glycerin filled capillary tubes with a pressure
sensing metallic bellows.
10.201 How many numbers of bed temperature indications are used in CV27?
One temperature point in each bed, total 5 numbers.
10.202 What is the use of bed temperature at the time of shut down?
It can be identifying any abnormal conditions like pyrophoric burning inside the column. Pyrophoric
chance is more in packed beds.
10.203 What type of PSVs are used in CV27 top and how many numbers are there?
Pilot operated PSVs are provided in Vacuum column top. Two numbers with set pressure of 3.5 kg/ cm2.
10. 204 How a pilot operated PSV works and what are the advantages?
In this type PSV s are closed by using column pressure itself, in this impulse line a small PSV called pilot
PSV provided. If the column become high pilot PSV pop up and main PSVs pressure on the top of seat
will decrease, then main PSV will pop up.
In this PSV a sudden opening of PSV will not happens and there by protect the column internals from
damage.
10.205 Where is the location of rupture disc provided in vacuum column?
Rupture disc provided up stream of PSV before actuating PSV this rupture disc will break and
downstream pressure will increase then only the main PSV detect the pressure.
10.206 What is the use of rupture disc downstream PT?
In between the rupture disc and PSV a pressure transmitter provided to detect the rupture disc damage.
an experience sharing book Mc Jomon
130 A Practical Guide to Crude Distillation & Vacuum distillation
10.207 Where is the slop distillate drum vapour return line, entry into the vacuum column?
Below the wash oil bed.
10.208 Where is the slop distillate over flash entry into vacuum column?
Entry at feed zone [below the slop distillate chimney tray]
10.209 How many numbers of ejectors are in CV27 overhead and its sizing?
Total 9 numbers of different sizes, 3 stages with 3 numbers in each stage.
10.210 How many numbers of PSVs are in hot well and its type?
Two numbers of pilot operated PSVs.
10.211 What is the normal operating pressure in hot well?
Hot well pressure is just positive pressure .1 – .15 kg/cm2
10.212. How many cells are in hot well?
3 cells, hot well split in to 3 cells using two baffles inside.
10.213 If in hot well mix cell level become empty what is the after effect?
Vacuum will lose, if the vent opened to atmospheric condition air will ingress to column.
10.214 What is the temperature of cooling supply and return headers?
Supply header temperature is 32-34oc and return header temperature is 45oc.
10.215 In the case of which interlocks actuates in heater the pilot gas will lite off?
While actuating emergency heater shutdown switch the pilot will lite off.
10.216 Why a coaliser provided in slop oil line? How it works?
Slop oil can route to diesel header use of coaliser is to eliminate the water content. This coaliser
contains cotton fiber cartridges which absorb the fin droplets settled down to bottom.
10.217 Routings of slop oil [ hot well oil ]?
Slop oil can route to slop header and combined diesel header.
10.218 Where are the routings of hot well gas?
Hot well gas can be route to vacuum heater through hot well gas burners, and to atmosphere through a
caustic scrubber and flame arrestor.
10.219 What are the chemical injections in CV27 overhead?
Neutralizing amine, and corrosion inhibitor are the chemicals used.
10.220 What is the use of fuel gas connection to vacuum column?
an experience sharing book Mc Jomon
131 A Practical Guide to Crude Distillation & Vacuum distillation
This is used to pressurize or vacuum breaking of column at the time of shut down or start up time.
10.221 What is the use of nitrogen connection to vacuum column?
Nitrogen is used to inertise / pressurize the column, at the time of startup is its use.
10. 222 Where is the entry point of vacuum unit pumps vent to column?
Pump vent entry point is just above the slop distillate chimney tray.
10.223 What type of control valve used in ejector steam?
PCV
10.224 Why ejectors steam inlet control valve is a PCV?
Steam pressure is one of the main controlling factor of vacuum using ejector. A high pressure motive
steam should enter the jet and expand through the diverging nozzle. This results a decrease in pressure
and increase in velocity then the suction from column sucked through the duct.
10.225What type of coolers are used in vacuum column overhead?
Surface condenser, inlet is in bigger size and condensate outlet is small in size. Another type used is
barometric condenser.
10.226 How of CV27 top PCV works?
This control valve connects ejector inlet line and third stage non condensable line. Using this PCV
column pressure can increase, if this control valve opens non condensable from third stage flows back to
column top.
10.227 What should be the height difference between hot well and surface condenser?
Above 10.3 meters [ barometric leg ]
10.228 Inside the hot well condensate lines entry?
All condensate lines are dipped into level inside the hot well
10.229 How much the VD CR return temperature?
45-55oc
10.230 Where is the entry of VD IR inside the vacuum column?
Above the gas oil bed [bed in between vacuum diesel draw chimney and LVGO CR spray nozzles].
10.231 Types of control valves in CR and IR in vacuum column?
Failure to open type control valves used.
10.232 What type of pump is HVGO pump?
an experience sharing book Mc Jomon
132 A Practical Guide to Crude Distillation & Vacuum distillation
It is double suction centrifugal pump with double seal.
10.233 Which is the largest capacity pump in CDU-2?
CP237 HVGO pump having a capacity of 1040 t/hr.
10.234 Seal oil system in CP238,237 and CP39?
All are double seal pumps inner seal with HFLO [ purge to pump] and outer seal with external seal pot oil
[ lube oil].
10.235 How much the LVGO CR return temperature?
LVGO CR return temperature is 145-150oc.
10.236 Routings of LVGO?
LVGO can be routed to FCCU unit /feed tank, VGOHDS feed tank and to slop header.
10.237 What is the normal wash oil flow maintained in CV27?
Normal wash oil flow is 90-110 T/hr.
10.238 How much the CP39 suction pressure reading while the column bottom have 50% level?
Suction pressure reading in control panel is -5400mmwc.
10.239 How many numbers of PTs are there in CV27?
8 numbers, bottom 2 numbers, flash zone PT, above HVGO tray, above LVGO tray, below gas oil bed and
column top are the points.
10.240 In which service a selector switch provided in VR control page in panel?
Selector switch for CV27/ CV21 bottom LCV changing [ start up use] and another switch is the selector of
VR quench control valves.
10.241 Where is the location of MOV used in CV27?
MOV provided in CP39 suction line.
10.242 Why two LCVs provided in VR line?
Vacuum column can run with more VR content crude and less VR content crude. While running with
more VR both control valves becomes open.
10.243 What type of flow meter used in VR line?
Corriolis type mass flow meter .
10.244 What is barometric condenser?
In barometric condenser process fluid is directly mixed with cooling water.
10.245 What type of flow meter used in Hflo line to CP237?
an experience sharing book Mc Jomon
133 A Practical Guide to Crude Distillation & Vacuum distillation
Magnetic type flow meter , it is a rota meter with ferromagnetic float inside.
10.246 What is the use of steam coil inside the HFLO vessel?
There is a provision of Taking LVGO as HFLO while taking LVGO steam coil is used to avoid the
congealing.
10.247 What chemical injection used in steam generator?
Phosphate injection , [[tri sodium phosphate]
10.248 What type of SDV used in VR line?
It is a ball valve type [ this have minimum pressure drop]
10.249 Which water is used as make up water of tempered water system?
D M water is used for makeup [ this is to avoid salt deposit and corrosion in exchanger tubes]
10.250 How much the normal temperature in tempered water?
Tempered water drum temperature is 60-65oc.
10. 251 How to control the temperature of VR and VGO using tempered water?
In each VR and VGO stream tempered water is through exchanger tube side and outlet have one TV.
This temperature control valve operates correspond to the outlet temperatures of VR and VGO.
The excess temperature recovered is removed from water using air fin and cooling water.
10.252 Which exchangers are can use common in VGO and VR streams?
CE 69D/E/F is the common exchanger for VR and VGO.
10.253 Where the joining point of HGO to VGO?
At CE 69D/E/F inlet.
10.254 What is the CP221 suction pressure normally available when TFMC pump running and ACTP
pump running?
While TFMC pump running suction pressure available is 4.5-5.5kg/cm2, and while ACTP pump running
suction pressure available is 10-11kg/cm2.
10.255 What are the ACTP bleeding pumps for CDU-2? And its capacity?
Bleeding pumps are YP01 G and F. its maximum pumping capacity is 400 kl for each.
10.256 What type of pump used as HFLO pump?
Double stage centrifugal pump.
10.257 What are the viscosity cutter stocks normally added to VR?
Normally used viscocity cutter stock is Kerosene, there is another provision to add LCO from FCCU .
an experience sharing book Mc Jomon
134 A Practical Guide to Crude Distillation & Vacuum distillation
10.258 How much the CF21A/B, CE223A/B suction gas monitors LEL trip value?
60% of LEL.
10.259 What is the use of flame arrestor in HFLO vessel?
This is an open vessel to atmosphere and vessel contains diesel a flame arrestor is must to protect from
any flames/ spark
10.260 What is the CV280 hydrocarbon high level LP gas trip value?
80% level.
10.261 Routings of Stabilised naphtha?
Stabilized naphtha can be routed to NSU feed, to LAN tank and to slop.
10.262 What type of reboiler used in Naphtha stabilizer?
Vertical Thermal syphon type reboiler used, heating medium is LGO CR.
10.263 Where a kettle type reboiler used in CDU-2?
Kettle type reboiler is used in sour water stripper bottom. Heating medium is LP steam.
10.264 Where MOV used in CV234 [ Stabiliser overhead accumulator]?
MOV provided at LPG product/ reflux pump suction line.
10.265 In LPG amine absorber a part of MDEA is mixed with LPG and after there is a cooler why?
Absorption in MDEA is slightly exothermic, increase of temperature will decrease the further absorption.
10.266 CV234 gas routing?
LPG accumulator gas routing is to sour Fuel gas header.
10.267 How many numbers of level transmitters provided in LPG DEA absorber?
Two level transmitters are provided, one at the top area and other bottom area, normally level
maintained at top and bottom level transmitter use at the time of shutdown.
10.268 What is the low level trip value of MDEA in AV221?
5% level.
10.269 What is the normal MDEA circulation rate in CDU-2?
2.5 – 3.5 t/ hr flow maintained while BL crude processing.
10.270 What is the purpose of SDV in RDEA line in AV221?
If MDEA level become low this SDV will close, this is to prevent LPG ingress to RDEA line.
an experience sharing book Mc Jomon
135 A Practical Guide to Crude Distillation & Vacuum distillation
10.271 What is the strength of caustic used in AV224? When caustic replenishing to be done?
Strength used is 10-15% and replenishing done if the strength become zero or sulphide content more
than 3500ppm.
10.272 What is the caustic circulation rate in AV224?
Normal circulation flow maintained is 2500 kg/hr.
10.273 What is the back pressure maintained in LPG line at battery limit in CDU-2?
11.5-12.5 kg/ cm2. If the backpressure more than 15kg/cm2 the LPG product pump will trip.
10.274 How many numbers of trays are in SWV221 [ sour water stripper]?
20 numbers of valve trays.
10.275 What is the use of sour water feed surge drum [SWV 222 ]?
This is to separate oil content in the feed, separated oil can be drained to CBD.
10.276 How to regulate pressure inside SWV222?
It is a flare floating vessel and provision is to pressurize with nitrogen using a pressure regulator.
10. 277 What is the role of condensate pot in a reboiler?
This is to achieve full condensation of steam inside the reboiler tubes. A level to be maintained in
condensate pot using LCV in condensate line.
10.278 What is the role pressurizing line [ steam] in a condensate pot?
This pressurization line helps to displace the level in the condensate pot. If this pressurization line is
closed condition level in the condensate pot become filled up.
10.279 Why an LP steam air fin bundle provided beneath of sour water stripper overhead fin cooler?
Sour water fin outlet temperature should be maintained above 90oc to avoid the acid corrosion. The
temperature can control by using air fin fan and bottom steam fins.
10.280 Why sour water stripper overhead fin cooler outlet line made with stainless steel?
This is to avoid acid corrosion.
10.281 What is the normal operating top pressure and temperature of sour water stripper?
Top pressure .3 kg/cm2 and temperature 110oc.
10.282 What is the set pressure of naphtha stabilizer PSVs?
Naphtha stabilizer have two numbers of PSVs with set pressure 15kg/cm2.
10. 283 What is the set pressure of CV21 [ crude column] PSVs?
an experience sharing book Mc Jomon
136 A Practical Guide to Crude Distillation & Vacuum distillation
Crude column has 5 numbers of PSVs with set pressure 3.5 kg/ cm2.
10.284 How much the stripped water PH and sulphide content in CDU-2?
2-3 ppm.
10.285 Routings of sour water stripper overhead gas?
Sour water stripper acid gas routing can be done to flare.
10.286 In which gas streams have more H2S content in CDU-2?
Fuel gas have less content because it is amine treated and contains about below 200 ppm. Hot well gas
has H2S content and sour water also have more H2S content. [it varies with sulphur content of crude
processing]
10.287 What is the TLV and STEL of H2S?
As per American Conference of Governmental Industrial Hygienists [ACGIH] threshold limit value (TLV)
for hydrogen sulfide is 1 ppm. STEL value is 5 ppm.
10.288 What is TLV and STEL?
The TLV for chemical substances is defined as a concentration in air, typically for inhalation or skin
exposure. Its units are in ppm for gases.
Threshold limit value - Time weighted average [TLV-TWA]is the average exposure on the basis of a
8h/day, 40h/week work schedule,
Threshold limit value –short term exposure limit [TLV-STEL]is the spot exposure for a duration of 15
minutes, that cannot be repeated more than 4 times per day with at least 60 minutes between exposure
periods and
Threshold limit value –Ceiling limit [TLV-C]is the absolute exposure limit that should not be exceeded at
any time.
10.289 What types of gas monitors are used in CDU-2?
Hydrocarbon monitors and H2S monitors are used in CDU-2.
10.290 What are the different types of Hydrocarbon monitors used in CDU-2?
Catalytic detector type and Infrared type hydrocarbon monitors used in the plant.
10.291 Compare between catalytic detector type and IR type gas monitors?
In catalytic type a tungsten filament [catalyst coated] used as sensor the combustion gas oxidize the
filament and temperature increased it will increase the resistance of filament this change can measured
by a Wheatstone bridge signal transducer. One of the dis advantage is it need oxygen presence to detect
the gas. In the case of 100% hydrocarbon only this will not detect. In this type once alarm trigger it will
take time to reset the value.
an experience sharing book Mc Jomon
137 A Practical Guide to Crude Distillation & Vacuum distillation
In IR type one infrared source and another IR receiver is placed if any flammable gas intervenes between
source and detector the level of detection is reduced and alarm will trigger.it is very easy to reset back
to normal, it does not need oxygen presence. But high humidity content will upset this type and is not
suitable for hydrogen detection [hydrogen do not absorb IR].
10.292 Where smoke detectors are used in CDU-2?
Smoke detectors are used in control room and electrical substation.
10. 293 How a smoke detector works?
There are mainly two type’s ionization type and photoelectric type.
In ionization type a small amount of radioactive material placed two electrically charged plates which
ionizes the air and causes current to flow between the plates. When smoke enters the chamber it
disrupts the flow of ions and then alarm will actuate.
In another widely used photoelectric type a light source is aiming into a sensing chamber at an angle
away from the sensor, when smoke enters the chamber reflecting light on to the light sensor and alarm
will trigger.
10.294 What are the different fire extinguishers used in CDU-2?
Fire water, DCP and as per requirement foam tender are the fire extinguishing mediums used.
10.295 What is the chemical used in DCP? And gas used?
Gas used is carbon dioxide and chemical is sodium bicarbonate.
10.296 How to operate a DCP? How it extinguishes the fire?
Inside the DCP extinguisher a small cartridge of pressurized carbon dioxide at the top and dry chemical
at the bottom. First remove the safety lock pin of cylinder and puncture the top of cartridge with hand
then the gas will automatically have fluidized the dry chemical powder inside. Then open the hose tip
valve and fight the fire through the base of fire. It extinguishes the fire in two ways one is by carbon
dioxide and other is through powder by preventing the chain reaction.
10.297 What is HVLRM?
High velocity long range monitor.
10.298 Why DCP is not used to extinguish electrical fire?
It will damage the valuable equipment’s, cleaning is not possible.
10.299 What type of extinguishers are used to fight electrical fire?
Carbone dioxide, argonates gases are the main fire extinguishing mediums used in electrical fire. Halons
are now not used due to environment problem.
Argonate [ mixture of Argon and nitrogen ]automated flooding systems are used in control rooms.
10.300 What types of valves are used in fire monitors and fire hydrants?
an experience sharing book Mc Jomon
138 A Practical Guide to Crude Distillation & Vacuum distillation
In Fire monitors ball valves are used for quick operation with less pressure drop. Normally gate valves
are used in fire hydrants.
10.301 In which pumps fire water springlers provided in CDU-2?
As per OISD norms all naphtha and LPG pumps fire water springler system provided.
10.302 How many steam headers are there in CDU-2?
Two MP steam headers [ 15kg/cm2 ] one LMP steam header one LP steam header and one LP tracing
steam header are in CDU-2.
10.303 How many cooling water headers are there in CDU-2?
Two main supply and return headers from 2 cooling towers and another dedicated small pump cooling
water header is there for pump bearing/casing cooling.
10.304 What is the pressure of cooling water header?
4.5-5.5 kg/ cm2.
10. 305 What is the use of LMP steam header in CDU-2?
LMP steam [ 8-9kg/cm2 pressure] can used for VR VGO tracing and in utility points.
10. 306 How to remove condensate from steam header?
Condensate can have removed by using steam traps.
10.307 What are the different types of steam traps used in CDU-2?
Thermal expansion type and inverted bucket type traps are used in CDU-2. First type can handle less
quantity of condensate and smaller in size. Second type can separate larger quantity of condensate.
10.308 What is PRDS? How it works?
Pressure reducing and de super heater [PRDS] this is used to make steam with reduced pressure and
temperature as per requirement from higher pressure steam.
Pressure reduction is done by using a PCV and de super heating by injecting boiler feed water using a
temperature controller.
10.309 How many numbers of fuel gas headers are in CDU-2?
Three headers one line is CV234 gas to sour fuel gas header, other is sweet fuel gas main header and
one dedicated fuel gas [ LPG vaporizer outlet] is also in CDU-2.
10.311 Why steam/water coil is used in CDU-2 CBD drum?
If hot stuff drained to CBD we can line up water to quench the quantity and if higher pour point stuff
drained condition coil lineup can have changed to LP steam to heat the stuff.
10.312 What is the pressure maintained in CBD drum?
Just positive pressure, CBD drum is floating with flare header always.
an experience sharing book Mc Jomon
139 A Practical Guide to Crude Distillation & Vacuum distillation
10. 313 What is the purpose of Fuel gas KOD inside the plant?
Fuel gas KOD placed separate hydrocarbon condensate from fuel gas, while using vapourised LPG as fuel
gas condensation chance is more, fuel gas is also traced with LP steam.
10. 314 What is the normal flare header pressure?
Normal flare header pressure maintained is just positive pressure, .1kg/cm2.
10.315 What is the use of flare KOD and water seal?
Knock out drum is to separate hydrocarbon carryover through flare header, this level can have pumped
to slop. Aim of water seal is to protect from flame back to flare header.
10.316 What type of ignition system used in flare?
Flare ignition system used is Flame front generator, in which a combustion mixture with flame is allowed
to flow the top and there this ball of fire ignites the pilot gas of flare.
10.317 Compare CDU-2 and CDU-3 in BPCL KR?
CDU-2 is a revamped unit with a capacity of 5MMTPA in Bonny light crude and 4.5MMTPA with Arab mix
crude. The unit has now only one desalter [ one additional desalter project is going on, it is an AC field
desalter ]. It is an Electro dynamic dual polarity desalter which can handle a salt content of 30ptb and
BS&W of 1-2vol% maximum. The unit has 3 preheat trains and prefractionator. Prefractionator overhead
lighter ends are feed to naphtha stabilizer. Crude unit has 2 heaters CH21&CH22, in which CH21 is a twin
Cell horizontal type balanced draft heater and CH22 is single Cell. 70% of feed is through CH21 and
remaining is through CH22. COT for crude unit is 364oc for BL and 3369oc for Arab mix.
Crude column operating pressure is 1.3kg/cm2. Column top atmospheric naphtha, one part is reflux and
remaining is normally combined with stabilized naphtha and feed to NSU. In NSU this is split into 3
streams top 60 cut routing is to MS, 90 cut side routing is to LAN and bottom 98- 160 cut is feed into
CCR.
Other side draws are heavy naphtha, kerosene, LGO, HGO and bottom RCO. Kerosene, LGO and HGO has
circulating refluxes. All side draws have strippers and MP steam is used as stripping medium.
Naphtha stabilizer has a bottom reboiler with LGO CR as heating medium. RCO feed to vacuum column
here deep cut distillation carried out, draws are HVGO, LVGO, Slop distillate and vacuum diesel. Vacuum
heater has velocity steam injection facility and overhead vacuum created by 3 stage ejectors 3 numbers
in each stage. Hot well has a DEA absorbing facility and can be have routed to vacuum heater.
CDU-3 is designed to process 10.5mmtpa Arab mix crude, this unit have 2 desalters [ AC desalters ] in
series and can handle a feed salt content of 57ptb maximum and BS&W of 2 vol% maxi. Downstream of
PHT-2 pre flash drum is there and its overhead is feed to crude column flash zone.
Crude heater has 6 passes and it is a vertical type heater. COT is 375OC.
an experience sharing book Mc Jomon
You might also like
- Airport Design GuidelinesDocument408 pagesAirport Design Guidelinesnickolololo67% (9)
- Refinery of Palm OilDocument36 pagesRefinery of Palm Oildoshi_ritesh100% (6)
- Asme B18.24-2020Document190 pagesAsme B18.24-2020윤규섭0% (1)
- Types of Reactions in Petroleum RefiningDocument27 pagesTypes of Reactions in Petroleum Refiningtariq fareedNo ratings yet
- Nigeria Envn Oil Paper Owe-01-2Document28 pagesNigeria Envn Oil Paper Owe-01-2MBNo ratings yet
- INTRODUCTION TO PETROLEUM REFININGDocument71 pagesINTRODUCTION TO PETROLEUM REFININGsepticmoneyNo ratings yet
- Crude Oil Future Trading HandbookDocument92 pagesCrude Oil Future Trading HandbookNgwe Min Thein100% (2)
- Crude OilDocument10 pagesCrude Oill3gsdNo ratings yet
- OrmDocument5 pagesOrmthebigbullNo ratings yet
- Marine POLDocument24 pagesMarine POLsufianNo ratings yet
- Crudeoilpetrolium 2022Document30 pagesCrudeoilpetrolium 2022Ndapiwa KengaletsweNo ratings yet
- University of Zakho College of Engineering Petroleum DepartmentDocument10 pagesUniversity of Zakho College of Engineering Petroleum Departmentl3gsdNo ratings yet
- Crude Oil CharacteriticsDocument4 pagesCrude Oil CharacteriticsKaustubhNo ratings yet
- Project Crude OilDocument21 pagesProject Crude OilNishant RandevNo ratings yet
- 1b - Characteristics, Classification and Properties of Petroleum 5Document8 pages1b - Characteristics, Classification and Properties of Petroleum 5THE TERMINATORNo ratings yet
- Lecture 3: Petroleum Refining Overview: 3.1 Crude OilDocument66 pagesLecture 3: Petroleum Refining Overview: 3.1 Crude OilKumar AyushNo ratings yet
- Properties of Crude Oil ExplainedDocument15 pagesProperties of Crude Oil ExplainedAkol MajookNo ratings yet
- University of Benghazi Faculty of Engineering Petroleum Engineering DepartmentDocument8 pagesUniversity of Benghazi Faculty of Engineering Petroleum Engineering DepartmentAshrafNo ratings yet
- Petroleum Refining-The Basics Petroleum Refining-The BasicsDocument18 pagesPetroleum Refining-The Basics Petroleum Refining-The Basicsoneofone100% (1)
- Breaking Emulsion (PDF)Document7 pagesBreaking Emulsion (PDF)adamsamodraNo ratings yet
- What Is Petroleum?: Differences Between Crude Oil, Petroleum Products and PetroleumDocument42 pagesWhat Is Petroleum?: Differences Between Crude Oil, Petroleum Products and Petroleumمؤمن الراويNo ratings yet
- 8.petroleum Sludge, Its Treatment andDocument19 pages8.petroleum Sludge, Its Treatment andRati Yuliarningsih100% (2)
- Crude Oil Distillation ProcessesDocument109 pagesCrude Oil Distillation ProcessesFlowealthNo ratings yet
- Passivator and Gas Formation at TransformatorDocument11 pagesPassivator and Gas Formation at TransformatorHelmy Nur Efendi YusufNo ratings yet
- What Are The Factors To Be Considered To Start A Petroleum IndustryDocument13 pagesWhat Are The Factors To Be Considered To Start A Petroleum Industryjeevanantham 5846No ratings yet
- Oil Refinary Dr Adndn 2016-مهمةDocument234 pagesOil Refinary Dr Adndn 2016-مهمةHmid AljbreNo ratings yet
- Deepa Subramanian, Kathleen Wu, Abbas Firoozabadi: Highlights GraphicalDocument8 pagesDeepa Subramanian, Kathleen Wu, Abbas Firoozabadi: Highlights Graphicalmanuel Fernando roa aridlaNo ratings yet
- Classification and Differentiation of IRAQI Crude Oils by Refractive IndexDocument44 pagesClassification and Differentiation of IRAQI Crude Oils by Refractive Indexfarah al-sudaniNo ratings yet
- Crude Oil Assay (Assignment 1) (FINAL)Document12 pagesCrude Oil Assay (Assignment 1) (FINAL)Fabliha KhanNo ratings yet
- Separation of Sediment Contents and Water From Crude Oil of Khurmala and GuwayerDocument3 pagesSeparation of Sediment Contents and Water From Crude Oil of Khurmala and GuwayerIJAERS JOURNALNo ratings yet
- SPE-178300-MS Formulation of Local Alkaline-Surfactant-Polymer (Asp) For Enhanced Oil Recovery in Niger Delta: A ReviewDocument16 pagesSPE-178300-MS Formulation of Local Alkaline-Surfactant-Polymer (Asp) For Enhanced Oil Recovery in Niger Delta: A ReviewOSAKWE KELVINNo ratings yet
- Crude Oil 32Document11 pagesCrude Oil 32Muneer Basha BashaNo ratings yet
- Chemistry ProjectDocument19 pagesChemistry ProjectAadarsh MouryaNo ratings yet
- Refinery BasicsDocument27 pagesRefinery BasicsArsalan QadirNo ratings yet
- Used Engine Oil RerefiningDocument31 pagesUsed Engine Oil RerefiningMasomese Henry Kikile100% (3)
- A Masters Guide To Using Fuel Oil Onboard ShipsDocument74 pagesA Masters Guide To Using Fuel Oil Onboard ShipsPatetico Pianto LupoNo ratings yet
- Crude Oil Wax StudyDocument26 pagesCrude Oil Wax StudyAgnes SulistyaNo ratings yet
- A Commodity Report On Brent Crude OilDocument8 pagesA Commodity Report On Brent Crude OilgauravmandawawalaNo ratings yet
- NPTEL PHASE - II - Petroleum Refinery EngineeringDocument4 pagesNPTEL PHASE - II - Petroleum Refinery EngineeringRakeshKumarNo ratings yet
- The 4 Classifications of Petroleum Based on Density, Sulfur Content & LocationDocument2 pagesThe 4 Classifications of Petroleum Based on Density, Sulfur Content & Locationraumil1237590No ratings yet
- Last IntroductionDocument5 pagesLast IntroductionElhissin ElhissinnNo ratings yet
- Refinery BasicsDocument34 pagesRefinery BasicsashtaxNo ratings yet
- Universiti Teknologi Mara Fakulti Kejuruteraan Kimia Petroleum Refining Engineering (Cge 656) Group AssignmentDocument51 pagesUniversiti Teknologi Mara Fakulti Kejuruteraan Kimia Petroleum Refining Engineering (Cge 656) Group Assignmentanip zahariNo ratings yet
- Crude Distillation UnitDocument28 pagesCrude Distillation UnitSharad IvneNo ratings yet
- Introduction To RefineryDocument6 pagesIntroduction To RefinerydyarNo ratings yet
- Chemical Composition of Crude OilDocument14 pagesChemical Composition of Crude OilabdulzahraNo ratings yet
- Everything About Fuels ChevronDocument32 pagesEverything About Fuels ChevronGeorgios PapakostasNo ratings yet
- Petroleum RefiningDocument32 pagesPetroleum RefiningShashank Tewari100% (14)
- Kiến Thức Hóa DầuDocument364 pagesKiến Thức Hóa DầuTu LaiNo ratings yet
- Chemicals from Petroleum Lecture 1Document154 pagesChemicals from Petroleum Lecture 1Muntazer QasimNo ratings yet
- ProposalDocument17 pagesProposalmohammed sanamNo ratings yet
- Petroleum Technology Page (58-71)Document14 pagesPetroleum Technology Page (58-71)Tiee TieeNo ratings yet
- Chemical and Physical Prop of PetroleumDocument35 pagesChemical and Physical Prop of Petroleumshivam tiwari100% (1)
- Crude Oil RefiningDocument28 pagesCrude Oil RefiningtswNo ratings yet
- PetroleumDocument8 pagesPetroleumM AbdullahNo ratings yet
- Crude Oil: Salahaddin University-College of Science - Chmistry DepartmentDocument27 pagesCrude Oil: Salahaddin University-College of Science - Chmistry DepartmentShadya UbedNo ratings yet
- Liquid FuelsDocument26 pagesLiquid FuelsSHANE MABUGAYNo ratings yet
- Properties of Oil: Lecture No. (1) : Origin of Oil Mr. Dana MohammadDocument16 pagesProperties of Oil: Lecture No. (1) : Origin of Oil Mr. Dana Mohammaddana mohammedNo ratings yet
- Pre Lecture Note Module 1 7th Sem 1600932959Document18 pagesPre Lecture Note Module 1 7th Sem 1600932959Arunodhaya NNo ratings yet
- HackSpace - June 2021Document116 pagesHackSpace - June 2021Somnath100% (1)
- Valuation of Mineral Resources in Selected FinanciDocument12 pagesValuation of Mineral Resources in Selected FinanciBill LiNo ratings yet
- Brute Force AttacksDocument9 pagesBrute Force AttacksAKSHITNo ratings yet
- Quantitative Data Analysis 2Document10 pagesQuantitative Data Analysis 2Rhona MaandalNo ratings yet
- B1 UDO Trace LogDocument14 pagesB1 UDO Trace LogCh M KashifNo ratings yet
- Document Revision TableDocument11 pagesDocument Revision Tableseva1969No ratings yet
- Lembar Jawaban Skillab Evidence Based Medicine (Ebm) Nama: Rafika Triasa NIM: 040427223270003Document11 pagesLembar Jawaban Skillab Evidence Based Medicine (Ebm) Nama: Rafika Triasa NIM: 040427223270003Yahya Darmais FaridNo ratings yet
- Research Trends On Environmental Energy and Vulnerability - 2021 - Energy andDocument27 pagesResearch Trends On Environmental Energy and Vulnerability - 2021 - Energy andCynthia Mac-beathNo ratings yet
- SHP 21 DS en 20Document4 pagesSHP 21 DS en 20Marko Maky ZivkovicNo ratings yet
- Unit IV - CPU Scheduling and Algorithm Section 4.1 Scheduling Types Scheduling ObjectivesDocument18 pagesUnit IV - CPU Scheduling and Algorithm Section 4.1 Scheduling Types Scheduling ObjectivessmsaranyaNo ratings yet
- OTISLINE QuestionsDocument5 pagesOTISLINE QuestionsArvind Gupta100% (1)
- EEE111_Multisim_ManualDocument14 pagesEEE111_Multisim_ManualSHADOW manNo ratings yet
- Burkert General Catalogue Rev2Document44 pagesBurkert General Catalogue Rev2cuongNo ratings yet
- IJPC 13 4 Hormone Replacement TherapyDocument92 pagesIJPC 13 4 Hormone Replacement TherapyMatiasNo ratings yet
- Clinical Presentation of Ectopic Pregnancy Turned Out to Be Ectopic PregnancyDocument33 pagesClinical Presentation of Ectopic Pregnancy Turned Out to Be Ectopic PregnancyRosiNo ratings yet
- Frogkisser! by Garth Nix (Excerpt)Document17 pagesFrogkisser! by Garth Nix (Excerpt)I Read YA0% (1)
- PIRA - 2022 - ESTIMATED FMV As of October 2022Document48 pagesPIRA - 2022 - ESTIMATED FMV As of October 2022Aggy ReynadoNo ratings yet
- 6 Thinking Hats Detailed Model - UpdatedDocument32 pages6 Thinking Hats Detailed Model - Updatedgeetanshi mittalNo ratings yet
- WholeDocument397 pagesWholedelbot01No ratings yet
- HistoryDocument20 pagesHistoryAlexandru RomînuNo ratings yet
- MdmedichaoiceDocument324 pagesMdmedichaoicelancastd54No ratings yet
- Dispersion of Carbon Nanotubes in Water and Non-Aqueous SolventsDocument41 pagesDispersion of Carbon Nanotubes in Water and Non-Aqueous SolventsSantiago OrtizNo ratings yet
- 3 Payroll ReportDocument4 pages3 Payroll ReportBen NgNo ratings yet
- Video Conferencing Lesson PlanDocument6 pagesVideo Conferencing Lesson PlanANN JILLIAN JOYCE MONDONEDO100% (1)
- Vocabulario Ingles 3 EsoDocument6 pagesVocabulario Ingles 3 EsoPatri ParrasNo ratings yet
- PariharaDocument2 pagesPariharahrvNo ratings yet
- TQM 2 MARKSDocument12 pagesTQM 2 MARKSMARIYAPPANNo ratings yet