You might also like
- Understanding The Nature of ReligionDocument41 pagesUnderstanding The Nature of Religioneden l. abadNo ratings yet
- Load-Out and Sea-Fastening ProcedureDocument17 pagesLoad-Out and Sea-Fastening ProcedureAdaghara100% (2)
- Mother Teresa JerseyDocument2 pagesMother Teresa JerseyTanya van Zyl100% (1)
- Datasheet-Sandvik-Saf-31803-En-V2018-07-20 11 - 04 Version 1Document9 pagesDatasheet-Sandvik-Saf-31803-En-V2018-07-20 11 - 04 Version 1Gonzalo AlarciaNo ratings yet
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Osha Top 25 Physical HazardsDocument100 pagesOsha Top 25 Physical HazardsHasan Shakeel100% (2)
- Fair Directory 02-2016Document44 pagesFair Directory 02-2016Ravichandran SNo ratings yet
- Amco Veba Marine - Brochure - LRDocument24 pagesAmco Veba Marine - Brochure - LRHươngTpuNo ratings yet
- Datasheet Sandvik Saf 2507 en PDFDocument15 pagesDatasheet Sandvik Saf 2507 en PDFShesharam Chouhan100% (1)
- The Storage Handling and Transportation of Ammonium Nitrate Based Fertilisers 2015Document58 pagesThe Storage Handling and Transportation of Ammonium Nitrate Based Fertilisers 2015Minh Đức TạNo ratings yet
- Sandvik 3re60 Tube and Pipe, Seamless: DatasheetDocument10 pagesSandvik 3re60 Tube and Pipe, Seamless: DatasheetVinay TrivediNo ratings yet
- 2205 Technical Data Sheet: Chemistry Mechanical PropertiesDocument6 pages2205 Technical Data Sheet: Chemistry Mechanical PropertiesJandri JacobNo ratings yet
- Molins: Technical Data SheetDocument2 pagesMolins: Technical Data SheetsasidharkanthetiNo ratings yet
- ASM Material Data SheetDocument2 pagesASM Material Data SheetMECHA ENGINEEERINGNo ratings yet
- Sanicro® 41 Tube and Pipe, Seamless: DatasheetDocument7 pagesSanicro® 41 Tube and Pipe, Seamless: DatasheetyckimNo ratings yet
- Datasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1Document13 pagesDatasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1mauferesNo ratings yet
- 316 Stainless Steel, Anneal...Document3 pages316 Stainless Steel, Anneal...Moisés Vázquez ToledoNo ratings yet
- AG Series: Standard Brackish Water RO ElementsDocument2 pagesAG Series: Standard Brackish Water RO Elementsiyappan i.p.sNo ratings yet
- Ag 4040Document2 pagesAg 4040Aravind RaoNo ratings yet
- Alloy 6082 - Rev2012Document2 pagesAlloy 6082 - Rev2012Ysraels Santisteban DurandNo ratings yet
- 6060 PropertiesDocument3 pages6060 Propertiesinterpon07No ratings yet
- ExxonMobil LLP846029 Rotational Molding ResinDocument2 pagesExxonMobil LLP846029 Rotational Molding ResinLuis Hernandez GarciaNo ratings yet
- Garlock 5500: Saturated Steam, Most Refrigerants, Water, Oils, Gasoline and Aliphatic HydrocarbonsDocument1 pageGarlock 5500: Saturated Steam, Most Refrigerants, Water, Oils, Gasoline and Aliphatic HydrocarbonsChristian SanhuezaNo ratings yet
- ASM Material Data Sheet 304Document2 pagesASM Material Data Sheet 304.xNo ratings yet
- Arsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!Document2 pagesArsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!David LluguinNo ratings yet
- Effast PP PropertiesDocument16 pagesEffast PP PropertiesTiroshima MigaNo ratings yet
- ASM Material Data SheetDocument2 pagesASM Material Data Sheetducchinh080No ratings yet
- Chemical Composition: ASTM B103Document1 pageChemical Composition: ASTM B103MarcoAntonioNo ratings yet
- Al 111 2377-00 Rev 20 28-5-18Document2 pagesAl 111 2377-00 Rev 20 28-5-18Deipak HoleNo ratings yet
- Ceramic Fiber Blanket CatalogDocument7 pagesCeramic Fiber Blanket Catalogevelyn reksaNo ratings yet
- Jis C3771Document2 pagesJis C3771bkprodhNo ratings yet
- ASM Material Data Sheet PDFDocument2 pagesASM Material Data Sheet PDFtiele_barcelosNo ratings yet
- Aluminum 380.0-F Die Casting AlloyDocument2 pagesAluminum 380.0-F Die Casting AlloyLuis BadoffNo ratings yet
- DATASHEET Pds SPARLITE 80li Compliance Data Sheet 9-22-14 AS OF 27 FEB 2018 PDFDocument1 pageDATASHEET Pds SPARLITE 80li Compliance Data Sheet 9-22-14 AS OF 27 FEB 2018 PDFมิตร อันมาNo ratings yet
- ATOM ARC LOW HYDROGEN ELECTRODESDocument2 pagesATOM ARC LOW HYDROGEN ELECTRODESanupmenon menonNo ratings yet
- Atom Arc 8018Document2 pagesAtom Arc 8018Jagan TnNo ratings yet
- Flexitallic SF5000 DATA CURRENTDocument2 pagesFlexitallic SF5000 DATA CURRENTGlobal VillageNo ratings yet
- ITW Adhesive Plexus-MA3940-Data-SheetDocument2 pagesITW Adhesive Plexus-MA3940-Data-SheetMilind singhNo ratings yet
- Hexply 3501-6: High Strength, Damage-Resistant, Structural Epoxy MatrixDocument4 pagesHexply 3501-6: High Strength, Damage-Resistant, Structural Epoxy MatrixEzra FeildenNo ratings yet
- Gasket Factors - ASME Rev1Document2 pagesGasket Factors - ASME Rev1bennie buysNo ratings yet
- datasheet-saf-2205-en-v2021-10-07 13_05 version 1Document8 pagesdatasheet-saf-2205-en-v2021-10-07 13_05 version 1simone.mauriNo ratings yet
- Ma530 Data Sheet - Rev14Document2 pagesMa530 Data Sheet - Rev14Ricardo RochaNo ratings yet
- ASM Material Data Sheet 316Document2 pagesASM Material Data Sheet 316.xNo ratings yet
- Compacted Graphite Iron Material Data Sheet PDFDocument2 pagesCompacted Graphite Iron Material Data Sheet PDFDewang KambreNo ratings yet
- 20b. AG Series - GE MembraneDocument2 pages20b. AG Series - GE MembraneTarikul IslamNo ratings yet
- SP-2888 RG PDSDocument5 pagesSP-2888 RG PDSreza ashtariNo ratings yet
- (UNS N08825) : NAS High Corrosion Resistant Nickel AlloyDocument4 pages(UNS N08825) : NAS High Corrosion Resistant Nickel AlloySunil Kumar GoudaNo ratings yet
- M97 High HardnessDocument1 pageM97 High HardnessZENGJIAQINo ratings yet
- SABIC Innovative Plastics Lexan® 940 PC Data SheetDocument3 pagesSABIC Innovative Plastics Lexan® 940 PC Data SheetMRC RailNo ratings yet
- High Conductivity Copper, Hard, UNS C10200 (MatWeb)Document3 pagesHigh Conductivity Copper, Hard, UNS C10200 (MatWeb)jlmeseguerNo ratings yet
- 316 Stainless Steel, Annealed SheetDocument2 pages316 Stainless Steel, Annealed SheetZASSNo ratings yet
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNo ratings yet
- TDS - Nimrod C276KSDocument1 pageTDS - Nimrod C276KSImmalatulhusnaNo ratings yet
- Nitronic® 40 Stainless Steel: Chemical CompositionDocument2 pagesNitronic® 40 Stainless Steel: Chemical CompositionBagus WicaksanaNo ratings yet
- Sandvik Saf 31803 Tube and Pipe, Seamless: DatasheetDocument9 pagesSandvik Saf 31803 Tube and Pipe, Seamless: DatasheetPaul NeedhamNo ratings yet
- Timetal: Ti - 1 0 V-2 F e - 3 A LDocument2 pagesTimetal: Ti - 1 0 V-2 F e - 3 A LBüyüleyici GözlerNo ratings yet
- SikaAnchorFix2Arctic PdsDocument4 pagesSikaAnchorFix2Arctic PdsDragoș SturzoiuNo ratings yet
- Membrane BWRO SUEZ-AG-LDocument2 pagesMembrane BWRO SUEZ-AG-LEko SNo ratings yet
- PC Lexan 3412R 20% GL - IdesDocument5 pagesPC Lexan 3412R 20% GL - IdescountzeroaslNo ratings yet
- Aluminium A380Document1 pageAluminium A380Ashokkumar VelloreNo ratings yet
- 304Document2 pages304julianmorantesNo ratings yet
- PEI Filament Technical Data SheetDocument3 pagesPEI Filament Technical Data SheetRui MatiasNo ratings yet
- Datasheet-Sanicro-69-En-V2022-10-26 14 - 22 Version 1Document7 pagesDatasheet-Sanicro-69-En-V2022-10-26 14 - 22 Version 1Agustin CesanNo ratings yet
- Aluminum Bronze Properties and ApplicationsDocument3 pagesAluminum Bronze Properties and ApplicationsAbbasNo ratings yet
- Titanium Ti-6Al-4V Alloy DataDocument2 pagesTitanium Ti-6Al-4V Alloy DataAdriano100% (1)
- Treatment of Headaches in The ED With Lower Cervical Intramuscular Bupivacaine Injections: A 1-Year Retrospective Review of 417 PatientsDocument9 pagesTreatment of Headaches in The ED With Lower Cervical Intramuscular Bupivacaine Injections: A 1-Year Retrospective Review of 417 PatientsLarry B. Mellick, MDNo ratings yet
- Eutelsat 12 West A Satellite FootprintDocument2 pagesEutelsat 12 West A Satellite FootprintSkybrokersNo ratings yet
- Giddings & Lewis Sect08 HydDocument24 pagesGiddings & Lewis Sect08 HydAngel AdautaNo ratings yet
- Acknowledgement For Project Report SampleDocument23 pagesAcknowledgement For Project Report SampleSiddhesh BhavsarNo ratings yet
- Pasture FatteningDocument15 pagesPasture FatteningKartika PurnamasariNo ratings yet
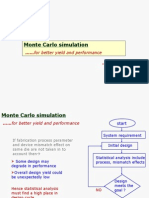
- Cadence Monte Carlo Simulation TutorialDocument51 pagesCadence Monte Carlo Simulation Tutorialkuomatt100% (1)
- PT2E-1723 Gas Detector Operating ManualDocument54 pagesPT2E-1723 Gas Detector Operating ManualAsad Raza QureshiNo ratings yet
- Model Question Paper and Solution 2022Document14 pagesModel Question Paper and Solution 2022R Y AnushNo ratings yet
- IGCSE Biology 4325 2H Mark SchemeDocument14 pagesIGCSE Biology 4325 2H Mark SchememuhajireenNo ratings yet
- Brochure - 2018 - Hitfact Mkii 2Document2 pagesBrochure - 2018 - Hitfact Mkii 2diaa ahmedNo ratings yet
- Bio Sem2 EssayDocument2 pagesBio Sem2 EssayEileen WongNo ratings yet
- GROHE Specification Sheet 19443000-1Document2 pagesGROHE Specification Sheet 19443000-1Fred PrzNo ratings yet
- Computations on a waiters bill pad and conversations in the mistDocument3 pagesComputations on a waiters bill pad and conversations in the mistRavishu NagarwalNo ratings yet
- EniSpA - The Corporate Strategy of An International Energy Major PDFDocument24 pagesEniSpA - The Corporate Strategy of An International Energy Major PDFAnonymous 9ZMbuR75% (4)
- Kyocera Fs-6900 Parts ManualDocument28 pagesKyocera Fs-6900 Parts ManualNic CowpeNo ratings yet
- Sample Article Used by MeDocument14 pagesSample Article Used by MeMagnum OpusNo ratings yet
- Binzel - Katalog MAGDocument64 pagesBinzel - Katalog MAGAdrian KustraNo ratings yet
- Shivag Itim Al ADocument27 pagesShivag Itim Al AKellie RamosNo ratings yet
- FT Aeroterme GEADocument15 pagesFT Aeroterme GEACrisTimNo ratings yet
- FIKE RD Combo With Relief ValvesDocument11 pagesFIKE RD Combo With Relief ValvesAnkit GandhiNo ratings yet
- Life Time Prediction of GRP Piping SystemsDocument15 pagesLife Time Prediction of GRP Piping SystemsRamon FrenchNo ratings yet
- 11 Physics Test Paper Ch3 1Document4 pages11 Physics Test Paper Ch3 1Devendar SharmaNo ratings yet
- SFM Issue Repor 15-4-2023Document3 pagesSFM Issue Repor 15-4-2023Esdras Fransua CisnerosNo ratings yet