You might also like
- Anodizing Presentation CDocument21 pagesAnodizing Presentation CAnang AstonNo ratings yet
- Zinc PlatingDocument3 pagesZinc Platingjavier.garcia6281No ratings yet
- Aluminum Anodizing: A Guide to the Electrochemical Process and its BenefitsDocument21 pagesAluminum Anodizing: A Guide to the Electrochemical Process and its Benefitsroohollah13No ratings yet
- Sumitomo Chemical Alumina (ENG)Document16 pagesSumitomo Chemical Alumina (ENG)Lawrence LauNo ratings yet
- Essential Rubber Formulary: Formulas for PractitionersFrom EverandEssential Rubber Formulary: Formulas for PractitionersRating: 3 out of 5 stars3/5 (1)
- Constitution: Description ResistanceDocument2 pagesConstitution: Description ResistanceJosueNo ratings yet
- Presentatie Robin Furneaux, TSC PDFDocument28 pagesPresentatie Robin Furneaux, TSC PDFĐức Tùng NgôNo ratings yet
- Zincalume Steel 55% AL ZN Vs Galvanised SteelDocument16 pagesZincalume Steel 55% AL ZN Vs Galvanised SteelSuraj RawatNo ratings yet
- Eni Lamium 11C Is A Highly RefinedDocument2 pagesEni Lamium 11C Is A Highly RefinedSou MadaNo ratings yet
- Bronze Wire 01 - 2015 EngDocument2 pagesBronze Wire 01 - 2015 EngMRC WeldingNo ratings yet
- Presentation 5 - Welding in Stainless SteelDocument93 pagesPresentation 5 - Welding in Stainless SteelmuthukumaranNo ratings yet
- Application Note AluminiumDocument6 pagesApplication Note Aluminiumjose_ruben_64No ratings yet
- Application Note AluminiumDocument6 pagesApplication Note AluminiumJosé Victor Quispe CuyaNo ratings yet
- Metallographic Preparation of Aluminium and Aluminium AlloysDocument6 pagesMetallographic Preparation of Aluminium and Aluminium AlloysSergioNo ratings yet
- ISO TITLEDocument4 pagesISO TITLEOswaldo Manuel Ramirez Marin100% (2)
- British Gas Painting NotesDocument40 pagesBritish Gas Painting Notes9440864459No ratings yet
- Anodising Aluminium for Protection and DecorationDocument7 pagesAnodising Aluminium for Protection and DecorationChinmay Bhuta100% (1)
- Carbomastic 15: Selection & Specification Data Substrates & Surface PreparationDocument2 pagesCarbomastic 15: Selection & Specification Data Substrates & Surface PreparationMarcos MacaiaNo ratings yet
- Anodizingpresentation 091024090524 Phpapp01Document21 pagesAnodizingpresentation 091024090524 Phpapp01sonchemenNo ratings yet
- BAB 4 SPESIFIKASI BATU GERINDADocument19 pagesBAB 4 SPESIFIKASI BATU GERINDAediNo ratings yet
- L02202e AluDocument4 pagesL02202e AluRegaieg HoussemNo ratings yet
- Q400.SRM (20) .SRM51-20-10-00-01 Finish CodesDocument6 pagesQ400.SRM (20) .SRM51-20-10-00-01 Finish CodesTinh nguyenNo ratings yet
- Etching of Aluminum and Its AlloysDocument4 pagesEtching of Aluminum and Its AlloysjoeufscNo ratings yet
- SIConitDocument2 pagesSIConitJosueNo ratings yet
- Reducing Aluminium Anodizing Costs with Solar HeatingDocument14 pagesReducing Aluminium Anodizing Costs with Solar Heatingaditya_welekarNo ratings yet
- Military Plating Spec-1Document11 pagesMilitary Plating Spec-1Durbha RaviNo ratings yet
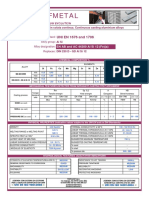
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Jonathan Getial CruzNo ratings yet
- Gavalnise Vs PaintsDocument35 pagesGavalnise Vs Paintsian1000100% (2)
- Anodizing PDFDocument12 pagesAnodizing PDFsanjay ukalkarNo ratings yet
- Ss Filler Wire SelectionDocument26 pagesSs Filler Wire Selectionlemuel bacsaNo ratings yet
- BECKOPOX EM 2120w - Allnex - Bilingual 27 FebDocument15 pagesBECKOPOX EM 2120w - Allnex - Bilingual 27 FebDhruv Sevak100% (1)
- Brochure - Rev 15 PDFDocument9 pagesBrochure - Rev 15 PDFCicero Gomes de SouzaNo ratings yet
- Specification Sheet: 2205: (UNS S32205/S31803)Document2 pagesSpecification Sheet: 2205: (UNS S32205/S31803)Haytham MohamedNo ratings yet
- AnodizingDocument22 pagesAnodizingRavi Kumar PanthangiNo ratings yet
- GTA STANDARD - 084 - Technical Information On Aluminium EnclosuresDocument4 pagesGTA STANDARD - 084 - Technical Information On Aluminium Enclosuresanon_124372987No ratings yet
- Mondragon, Allan Cristian M. AT 20 Auto Body Repair, Painting & Coachwork Bsat-3ADocument2 pagesMondragon, Allan Cristian M. AT 20 Auto Body Repair, Painting & Coachwork Bsat-3ACristian MondragonNo ratings yet
- Alufinishing TrainingDocument36 pagesAlufinishing Trainingantzz alljc100% (1)
- Corrosion Table for Steel and AluminiumDocument1 pageCorrosion Table for Steel and AluminiumakmlogaNo ratings yet
- 4.0 Steel Structures Subjected To FireDocument4 pages4.0 Steel Structures Subjected To FireShakil AkhterNo ratings yet
- Anode NhomDocument8 pagesAnode NhomNguyen Khac PhuongNo ratings yet
- ANKURDocument20 pagesANKURDevashish JoshiNo ratings yet
- Ni Base SuperalloysDocument15 pagesNi Base SuperalloysRamprasad VedulaNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Raj RajeshNo ratings yet
- La Copia Stampata Non E' Soggetta A Controllo: Electrostatic Painting With Epoxy-Polyester Powder PaintsDocument3 pagesLa Copia Stampata Non E' Soggetta A Controllo: Electrostatic Painting With Epoxy-Polyester Powder PaintsdmejiaNo ratings yet
- Paint System (Table - 1)Document2 pagesPaint System (Table - 1)Imran AliNo ratings yet
- Cyanide Copper Plating SolutionsDocument3 pagesCyanide Copper Plating Solutionsshanmukha MechanicalNo ratings yet
- INGOT SpecificationDocument1 pageINGOT SpecificationJashmake SinghNo ratings yet
- Surface Selection GuideDocument148 pagesSurface Selection GuideMindaugas PepperNo ratings yet
- ANODIZING (Autosaved)Document17 pagesANODIZING (Autosaved)Sonu JajamNo ratings yet
- Carbomastic 15 PDSDocument4 pagesCarbomastic 15 PDSRiyaz Basheer100% (1)
- Overview - Aerospace Anodize Finishes - Products FinishingDocument20 pagesOverview - Aerospace Anodize Finishes - Products FinishingVu NguyenNo ratings yet
- BSA Anodizing for Aluminum Corrosion ProtectionDocument1 pageBSA Anodizing for Aluminum Corrosion ProtectionHoang TanNo ratings yet
- Knowledge Sharing Session: Topic: AnodizingDocument23 pagesKnowledge Sharing Session: Topic: AnodizingRaj Kumar GiriNo ratings yet
- Productsheet UK BSADocument1 pageProductsheet UK BSAHoang TanNo ratings yet
- 26524.PDF Was P00695: SludgesDocument21 pages26524.PDF Was P00695: SludgesRaj Kumar GiriNo ratings yet
- Copper CorrosionDocument2 pagesCopper CorrosionDonatas BertasiusNo ratings yet
- NTN BearingsDocument526 pagesNTN BearingsMandar PundeNo ratings yet
- 0901d196802a343c-6234 5 EN-Maximizing-performance TCM 12-129176Document12 pages0901d196802a343c-6234 5 EN-Maximizing-performance TCM 12-129176WojciechNo ratings yet
- Product Data Sheet: Akzonobel Powder CoatingsDocument2 pagesProduct Data Sheet: Akzonobel Powder CoatingspmkarNo ratings yet
- Corrosion Behaviour of Carbon SteelDocument8 pagesCorrosion Behaviour of Carbon Steelkarthik venkatachalamNo ratings yet
- Brazil:) Hock Absorbers and 'Arts, Components, And) Ubassemblies Thereof RomDocument134 pagesBrazil:) Hock Absorbers and 'Arts, Components, And) Ubassemblies Thereof Romkarthik venkatachalamNo ratings yet
- Fabory Fasteners Mechanical SpecDocument10 pagesFabory Fasteners Mechanical SpecGilang Bhisma100% (1)
- Corrosion Behaviour of Carbon SteelDocument8 pagesCorrosion Behaviour of Carbon Steelkarthik venkatachalamNo ratings yet
- Stroke15.00" Inch: Technical Data Sales DataDocument1 pageStroke15.00" Inch: Technical Data Sales Datakarthik venkatachalamNo ratings yet
- Industrial Anodizing Co Inc ASTM B633 PDFDocument8 pagesIndustrial Anodizing Co Inc ASTM B633 PDFSBNo ratings yet
- Steel Dynamics Bar Book Rev 2 New CoverDocument194 pagesSteel Dynamics Bar Book Rev 2 New CoverNina LazuardiNo ratings yet
- Steel Dynamics Bar Book Rev 2 New CoverDocument194 pagesSteel Dynamics Bar Book Rev 2 New CoverNina LazuardiNo ratings yet
- External Metric Thread Table Chart and Fastener Sizes M1.6 - M18Document6 pagesExternal Metric Thread Table Chart and Fastener Sizes M1.6 - M18karthik venkatachalamNo ratings yet
- Electrodeposited Coatings of Zinc On Iron and Steel: Standard Specification ForDocument5 pagesElectrodeposited Coatings of Zinc On Iron and Steel: Standard Specification Forkarthik venkatachalamNo ratings yet
- Corrosion Behaviour of Carbon SteelDocument8 pagesCorrosion Behaviour of Carbon Steelkarthik venkatachalamNo ratings yet
- Corrosion Behaviour of Carbon SteelDocument8 pagesCorrosion Behaviour of Carbon Steelkarthik venkatachalamNo ratings yet
- Design Failure Modes and Effects Analysis (DFMEA) of A Human Powered Recumbent VehicleDocument7 pagesDesign Failure Modes and Effects Analysis (DFMEA) of A Human Powered Recumbent Vehiclekarthik venkatachalamNo ratings yet
- Electro-Hydraulic Steering Unit: - EhsuDocument21 pagesElectro-Hydraulic Steering Unit: - Ehsukarthik venkatachalamNo ratings yet
- Home About Us Software Services Training Download Pricing Bolting Info NewsDocument3 pagesHome About Us Software Services Training Download Pricing Bolting Info Newskarthik venkatachalamNo ratings yet
- 369Document10 pages369José Miguel BarataNo ratings yet
- Guide to Quality Phosphatizing CoatingsDocument19 pagesGuide to Quality Phosphatizing Coatingskarthik venkatachalamNo ratings yet
- Kluebersynth LR 44 21 GB enDocument2 pagesKluebersynth LR 44 21 GB enkarthik venkatachalamNo ratings yet
- DC Motor Specs Explained- RPM, No-Load Speed, Stall Torque & MoreDocument5 pagesDC Motor Specs Explained- RPM, No-Load Speed, Stall Torque & Morekarthik venkatachalamNo ratings yet
- How Poisson's Ratio Relates Material Stretching and ThinningDocument6 pagesHow Poisson's Ratio Relates Material Stretching and Thinningkarthik venkatachalamNo ratings yet
- TIAVS Metacone Primary SpringDocument2 pagesTIAVS Metacone Primary Springkarthik venkatachalamNo ratings yet
- MST Products: MST That Has Changed The Concept of P/M in A Big WayDocument16 pagesMST Products: MST That Has Changed The Concept of P/M in A Big Waykarthik venkatachalamNo ratings yet
- Noise MeasurementDocument2 pagesNoise Measurementkarthik venkatachalamNo ratings yet
- Pump - Noise MeasurementDocument2 pagesPump - Noise Measurementkarthik venkatachalamNo ratings yet
- Pump - Noise Measurement SpecificationDocument2 pagesPump - Noise Measurement Specificationkarthik venkatachalamNo ratings yet
- Isoflex Topas L 32, L 32 N: Special Low-Temperature GreasesDocument2 pagesIsoflex Topas L 32, L 32 N: Special Low-Temperature Greaseskarthik venkatachalamNo ratings yet
- Chloride SCC of 316 SST PDFDocument5 pagesChloride SCC of 316 SST PDFSH1961No ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument20 pagesCambridge International Advanced Subsidiary and Advanced LevelAli110100% (1)
- Lab methods for pretreatment analysisDocument62 pagesLab methods for pretreatment analysisrashidali9001100% (8)
- Physico-Chemical Analysis of Pressmud Compost and VermicompostDocument5 pagesPhysico-Chemical Analysis of Pressmud Compost and VermicompostSonal Manik CNo ratings yet
- Mineral Nutrition BioHackDocument8 pagesMineral Nutrition BioHackMohammed HamedNo ratings yet
- High Performance FibreDocument11 pagesHigh Performance FibreGgum LiNo ratings yet
- Task 1 - Carbohydrates - Legario, M PDFDocument5 pagesTask 1 - Carbohydrates - Legario, M PDFMeddy LegarioNo ratings yet
- ZPT/ ZPR: SeriesDocument17 pagesZPT/ ZPR: SeriesAdnan yavuzNo ratings yet
- Science 7 - Q1 - M10Document14 pagesScience 7 - Q1 - M10Marl Rina EsperanzaNo ratings yet
- Corrosion Lecture 4-PassivityDocument17 pagesCorrosion Lecture 4-PassivityHarpreet KaurNo ratings yet
- William RamsayDocument5 pagesWilliam RamsayNicholas OwNo ratings yet
- 1 Scope: SpecificationDocument5 pages1 Scope: Specificationரஞ்சன் ஞானயோளிNo ratings yet
- Gypsum ProductsDocument8 pagesGypsum Productsمحمد الخزرجيNo ratings yet
- Green Cleaning RecipesDocument2 pagesGreen Cleaning Recipesmbastidasluis100% (1)
- Sae Ams 5537J-2017Document6 pagesSae Ams 5537J-2017Mehdi MokhtariNo ratings yet
- 8.2 Transport of Oxygen and Carbon DioxideDocument13 pages8.2 Transport of Oxygen and Carbon DioxideFarista KabirNo ratings yet
- Afanasiev Zaikov in The Realm of Catalysis PDFDocument114 pagesAfanasiev Zaikov in The Realm of Catalysis PDFvictor manuel gavidia caceresNo ratings yet
- Doina Dimonie PDFDocument31 pagesDoina Dimonie PDFEstudiante2346No ratings yet
- Chemistry SparknotesDocument12 pagesChemistry Sparknotesapi-287852328No ratings yet
- Pre Notes 6th Semcode CH 604Document42 pagesPre Notes 6th Semcode CH 604SurajPandeyNo ratings yet
- Molecular Mechanisms of Enzyme Action: (WEEK 7)Document44 pagesMolecular Mechanisms of Enzyme Action: (WEEK 7)oczhinviaNo ratings yet
- Mass Spec WorksheetDocument2 pagesMass Spec WorksheetMohamed Dahmane0% (1)
- Cape Chemistry Unit 2 LabsDocument85 pagesCape Chemistry Unit 2 LabsNalini Rooplal69% (13)
- Solanum Lycopersicum SoapDocument6 pagesSolanum Lycopersicum SoapLoveryle Faith MadongitNo ratings yet
- Estudio Cinético de La Lixiviación de Cobre Del Concentrado de Calcopirita en Solución Alcalina de GlicinaDocument8 pagesEstudio Cinético de La Lixiviación de Cobre Del Concentrado de Calcopirita en Solución Alcalina de GlicinamileneNo ratings yet
- Metallurgical Requirements of Copper Smelting Refractories in Refining'Document3 pagesMetallurgical Requirements of Copper Smelting Refractories in Refining'VictorNo ratings yet
- Literature TF312FDocument2 pagesLiterature TF312FRaheal Gohar100% (1)
- Fertilizers (Quiz)Document2 pagesFertilizers (Quiz)Martin AlvinNo ratings yet
- C2700Document6 pagesC2700Andrew TanNo ratings yet
- Butyl AcrylateDocument3 pagesButyl AcrylateoencisomNo ratings yet