You might also like
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Escorias IngDocument96 pagesEscorias IngRoger Edward May AguirreNo ratings yet
- Slag Fundamentals & Phase DiagramsDocument38 pagesSlag Fundamentals & Phase DiagramsNicole Altamirano Catalán100% (1)
- 10 GAmageDocument8 pages10 GAmageAli SherNo ratings yet
- Study of Properties of Self-Compacting Concrete With Cement Replaced With Aluminum Oxide and Silica FumeDocument10 pagesStudy of Properties of Self-Compacting Concrete With Cement Replaced With Aluminum Oxide and Silica FumeIJRASETPublicationsNo ratings yet
- 2 3LimeKilnChemistryEffectsonOperationsDocument10 pages2 3LimeKilnChemistryEffectsonOperationsDamme Haulion SidabutarNo ratings yet
- Mill Scale Cargo Ground StudyDocument7 pagesMill Scale Cargo Ground StudyAseef AmeenNo ratings yet
- Shell PDFDocument11 pagesShell PDFJoel John Day-ongao OlpindoNo ratings yet
- Effect of Slag Basicity Adjusting On Inclusions in Tire Cord Steels During Ladle Furnace Re Fining ProcessDocument7 pagesEffect of Slag Basicity Adjusting On Inclusions in Tire Cord Steels During Ladle Furnace Re Fining ProcessBoujemaa DrifNo ratings yet
- Die Casting Defects PDFDocument4 pagesDie Casting Defects PDFJojokiba YosNo ratings yet
- Aluminum Foam, "Alporas": The Production Process,: Properties and ApplicationsDocument5 pagesAluminum Foam, "Alporas": The Production Process,: Properties and ApplicationsLuis CarranzaNo ratings yet
- Optimizing AOD Refractory PerformanceDocument10 pagesOptimizing AOD Refractory PerformanceJulio PurezaNo ratings yet
- Anode Dusting From A Potroom Perspective at Nordural and Correlation With Anode PropertiesDocument6 pagesAnode Dusting From A Potroom Perspective at Nordural and Correlation With Anode PropertiesVibhav UpadhyayNo ratings yet
- Corrosion and Stress Corrosion Behaviors of Low and Medium Carbon Steels in Agro-Fluid MediaDocument12 pagesCorrosion and Stress Corrosion Behaviors of Low and Medium Carbon Steels in Agro-Fluid MediaMuhammad AgilNo ratings yet
- UG ReportDocument16 pagesUG ReportMohitNo ratings yet
- (IJETA-V8I6P3) :mehtab Alam, Hemant Kumar SainDocument7 pages(IJETA-V8I6P3) :mehtab Alam, Hemant Kumar SainIJETA - EighthSenseGroupNo ratings yet
- Stainless Steel AOD Operation and Slag Optimisation PDFDocument41 pagesStainless Steel AOD Operation and Slag Optimisation PDFPrakash MishraNo ratings yet
- The Chemical Composition of CementDocument31 pagesThe Chemical Composition of Cementhemin100% (1)
- Ibraim Overview Influence of Pozzolanic Materials PDFDocument12 pagesIbraim Overview Influence of Pozzolanic Materials PDFrobertsj21No ratings yet
- Use of Bottom Ash As Fine Aggregate in Concrete A Review Ijariie3297Document10 pagesUse of Bottom Ash As Fine Aggregate in Concrete A Review Ijariie3297Sphero CastilloNo ratings yet
- Metallurgical SlagDocument27 pagesMetallurgical SlagADITYA RAHMANNo ratings yet
- 296 - Oyster Shell PowderDocument5 pages296 - Oyster Shell PowderJoão Victor SoaresNo ratings yet
- Eliminating Flux Residue in Optoelectronic Packages 97771 r2Document1 pageEliminating Flux Residue in Optoelectronic Packages 97771 r2kajoNo ratings yet
- Coal Blend Moisture-A Boon or Bane in Cokemaking?: Coke and Chemistry April 2013Document12 pagesCoal Blend Moisture-A Boon or Bane in Cokemaking?: Coke and Chemistry April 2013jayaNo ratings yet
- 1 Xs2.0 S2238785420313090 adhesionSSDocument10 pages1 Xs2.0 S2238785420313090 adhesionSSirawatiNo ratings yet
- Mechanical Characterization and Microstructure Analysis of AlDocument7 pagesMechanical Characterization and Microstructure Analysis of AlMoh Hafizh KNo ratings yet
- Mill Scale in SinteringDocument6 pagesMill Scale in SinteringRam Babu RamzzNo ratings yet
- Chapter 8Document10 pagesChapter 8raja ghoshNo ratings yet
- Orange Communication Workshop PresentationDocument13 pagesOrange Communication Workshop PresentationManan BariaNo ratings yet
- Cu NI Versus Al BRDocument7 pagesCu NI Versus Al BRJasbir ChaudharyNo ratings yet
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Document13 pagesIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923No ratings yet
- 3 CamelliDocument4 pages3 CamelliSilvia CamelliNo ratings yet
- 36CrB4 Rod - Wire Rev4 PDFDocument6 pages36CrB4 Rod - Wire Rev4 PDFKarthi KeyanNo ratings yet
- Logas 50Document4 pagesLogas 50Aditya AgarwalNo ratings yet
- M.rigaud Aluminaandmagnesia BasedcastablescontaininggraphiteDocument15 pagesM.rigaud Aluminaandmagnesia BasedcastablescontaininggraphiteBagas Prasetyawan Adi NugrohoNo ratings yet
- Can Fluorspar Be Replaced in Steelmaking PDFDocument21 pagesCan Fluorspar Be Replaced in Steelmaking PDFmehdihaNo ratings yet
- Training ModuleDocument44 pagesTraining ModulegereNo ratings yet
- Sintering TechnologyDocument41 pagesSintering TechnologyRasmiranjan SahooNo ratings yet
- Ghose-Sen2001 Article CharacteristicsOfIronOreTailinDocument11 pagesGhose-Sen2001 Article CharacteristicsOfIronOreTailinMay D-HaNo ratings yet
- I. Theoretical Background: Department of Civil Engineering AY 2020-2021 CE 526 FORM2D: Research Proposal v2021Document30 pagesI. Theoretical Background: Department of Civil Engineering AY 2020-2021 CE 526 FORM2D: Research Proposal v2021structural mechanicsNo ratings yet
- Training Report VOLTA HattarDocument26 pagesTraining Report VOLTA Hattarali murtazaNo ratings yet
- Copper Cyanide ProblemsDocument3 pagesCopper Cyanide ProblemsDavidAlejandroGaonaNo ratings yet
- 5 - CementsDocument46 pages5 - CementsDara BoyNo ratings yet
- 56 - Isijint 2015 355 PDFDocument10 pages56 - Isijint 2015 355 PDFRaphael Mariano de SouzaNo ratings yet
- Experimental Studies On Properties of Geopolymer Concrete With GGBS and Fly AshDocument8 pagesExperimental Studies On Properties of Geopolymer Concrete With GGBS and Fly AshIAEME PublicationNo ratings yet
- Reaction Between Molten Steel and Cao Esio Emgoeal O - Fe O Slag Under Varying Amounts of Converter Carryover SlagDocument12 pagesReaction Between Molten Steel and Cao Esio Emgoeal O - Fe O Slag Under Varying Amounts of Converter Carryover Slagjagadish mahataNo ratings yet
- Desulfurization of SteelDocument69 pagesDesulfurization of SteelPouria Homayoun100% (2)
- 6104Document7 pages6104Raman DeepNo ratings yet
- A Study On Water Absorption and Sorptivity of Geopolymer ConcreteDocument9 pagesA Study On Water Absorption and Sorptivity of Geopolymer ConcreteSajjad AhmadNo ratings yet
- Evaluation of The Use of Steel Slag in ConcreteDocument9 pagesEvaluation of The Use of Steel Slag in ConcreteГригорий ЛевашовNo ratings yet
- Recarburization of Ductile IronDocument2 pagesRecarburization of Ductile IronWalton BangladeshNo ratings yet
- The US Particle Accelerator School Materials, Fabrication Techniques, and Joint DesignsDocument46 pagesThe US Particle Accelerator School Materials, Fabrication Techniques, and Joint Designsgangappa birajadarNo ratings yet
- Durability and Dimensional Stability of Concrete Containing Zinc Slag As SandDocument20 pagesDurability and Dimensional Stability of Concrete Containing Zinc Slag As SandsandycivilNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument12 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsBASUKI OKENo ratings yet
- Metals: Reoxidation of Al-Killed Steel by CR O From Tundish Cover FluxDocument8 pagesMetals: Reoxidation of Al-Killed Steel by CR O From Tundish Cover Fluxneetika tiwariNo ratings yet
- Experimental Study On Flexural Behaviour of Fiber Reinforced Geopolymer Ferrocement Folded PanelDocument8 pagesExperimental Study On Flexural Behaviour of Fiber Reinforced Geopolymer Ferrocement Folded PanelheminNo ratings yet
- Iron Ore Pellet Disintegration Mechanism in Simulated Shaft Furnace ConditionsDocument6 pagesIron Ore Pellet Disintegration Mechanism in Simulated Shaft Furnace ConditionsAdrian Cruz EspinozaNo ratings yet
- Shaifali Steels Limited: Ladle InoculationDocument3 pagesShaifali Steels Limited: Ladle InoculationMohammed SohailNo ratings yet
- Analisis Reactive SilicaDocument2 pagesAnalisis Reactive Silicaraja100% (1)
- NCERT Solutions For Class 10 March 29 Science Chapter 3 Metals and Non MetalsDocument11 pagesNCERT Solutions For Class 10 March 29 Science Chapter 3 Metals and Non Metalsarvinda1981No ratings yet
- Purification of Al (OH) 3 Synthesized by Bayer Process For Preparation of High Purity Alumina As Sapphire Raw MaterialDocument4 pagesPurification of Al (OH) 3 Synthesized by Bayer Process For Preparation of High Purity Alumina As Sapphire Raw Materialhaisamdo100% (1)
- Characterization of Zircon-Based Slurries For Investment CastingDocument10 pagesCharacterization of Zircon-Based Slurries For Investment CastingNarasimha Murthy InampudiNo ratings yet
- Calcined Alumina - Technical Specification 2012Document1 pageCalcined Alumina - Technical Specification 2012andy175No ratings yet
- Powders: Thermal Spray Consumables GuideDocument28 pagesPowders: Thermal Spray Consumables Guidea.n.87711990No ratings yet
- Timfold Product Page PDFDocument2 pagesTimfold Product Page PDFVlado KaucicNo ratings yet
- VITA In-Ceram - Fabrication of Alumina Substructure - Sliptechnique PDFDocument24 pagesVITA In-Ceram - Fabrication of Alumina Substructure - Sliptechnique PDFAnnaAffandieNo ratings yet
- Inert Anode For Al ProductionDocument10 pagesInert Anode For Al ProductionErin Morales100% (1)
- Refractory Product Catalogue - VINAREF - EnglishDocument34 pagesRefractory Product Catalogue - VINAREF - EnglishBao Quoc NguyenNo ratings yet
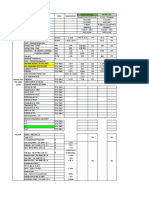
- Tests - Mechanical Properties: Material Brand, Source, Tests Etc. Units RequirementDocument6 pagesTests - Mechanical Properties: Material Brand, Source, Tests Etc. Units RequirementNandika MilindaNo ratings yet
- Metal Finishing Plating Book 2012-2013Document904 pagesMetal Finishing Plating Book 2012-2013reynaldomtz-1100% (6)
- 2003 Effect of Charge Mat On Slag Formation Ductile IronDocument8 pages2003 Effect of Charge Mat On Slag Formation Ductile IronallisonNo ratings yet
- Phase Composition of Bauxite-Based Refractory CastablesDocument8 pagesPhase Composition of Bauxite-Based Refractory CastablesDick ManNo ratings yet
- Chapter 5 Polymers, Ceramics, Composites-2Document44 pagesChapter 5 Polymers, Ceramics, Composites-2Mojery MohauNo ratings yet
- The Mineral Industry of The British Empire and Foreign Countries - StatisticalSummary1935 - 1937Document462 pagesThe Mineral Industry of The British Empire and Foreign Countries - StatisticalSummary1935 - 1937dirk_muellerNo ratings yet
- Unit-6 Principles and Processes of Extraction of Metals.: I. One Mark QuestionsDocument5 pagesUnit-6 Principles and Processes of Extraction of Metals.: I. One Mark Questionsnawal2007No ratings yet
- Alcohol Detector Using Mq3 SensorDocument4 pagesAlcohol Detector Using Mq3 SensorRishabh MaheshwariNo ratings yet
- CEMC Screw Conveyor Manual 2.20Document107 pagesCEMC Screw Conveyor Manual 2.20GABYGABYGABYGABY100% (1)
- Zancarb 2TDocument1 pageZancarb 2TAmit KumarNo ratings yet
- lectut-MTN-513-pdf-Structure of Crystalline CeramicsDocument53 pageslectut-MTN-513-pdf-Structure of Crystalline CeramicsAkash AgarwalNo ratings yet
- Cundy Dan Cox, 2005Document78 pagesCundy Dan Cox, 2005hellna100% (1)
- Thermal Barrier CoatingDocument41 pagesThermal Barrier CoatingDineshNo ratings yet
- PTH NABL ScopeDocument9 pagesPTH NABL Scopearko_fcNo ratings yet
- Civil Engineering Material Lecture NotesDocument4 pagesCivil Engineering Material Lecture Notes11520035No ratings yet
- ALR 20180427172542 2017-Annual-Report PDFDocument130 pagesALR 20180427172542 2017-Annual-Report PDFAnonimu256No ratings yet
- Coating Handbook 2016Document17 pagesCoating Handbook 2016Nayan PatelNo ratings yet
- Kaolite LI Monolithics Up To 2600°F (1427°C) : Datasheet Code US: 3-14-103 SDS: 103 / 153Document3 pagesKaolite LI Monolithics Up To 2600°F (1427°C) : Datasheet Code US: 3-14-103 SDS: 103 / 153luisNo ratings yet
- JEE - Chemistry - MetallurgyDocument20 pagesJEE - Chemistry - Metallurgyofficial.archit234No ratings yet
- Soil Colloids, Properties, Types and Their SignificanceDocument10 pagesSoil Colloids, Properties, Types and Their SignificanceAvighna PNo ratings yet