You might also like
- Steel and Other Alloying ElementDocument62 pagesSteel and Other Alloying ElementJoby Jobzz SebellinoNo ratings yet
- Lecture 8 MetalsDocument53 pagesLecture 8 MetalsManga 01No ratings yet
- L6 Metalic Denture BaseDocument9 pagesL6 Metalic Denture BaseAaaNo ratings yet
- MMAW - Smaw FillersDocument5 pagesMMAW - Smaw FillersrkqaqcweldingNo ratings yet
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Document13 pagesIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923No ratings yet
- Cacat PinholeDocument12 pagesCacat PinholeMaya Ida SilviaNo ratings yet
- Metals: Sci 401 Lecture 8Document54 pagesMetals: Sci 401 Lecture 8Niña Viaña BinayNo ratings yet
- Sampling of Liquid Cast IronDocument2 pagesSampling of Liquid Cast Ironarnaldorcr8646No ratings yet
- S.G IronDocument6 pagesS.G IronQasim BarkatNo ratings yet
- Ch13 Materials ApplicationsDocument69 pagesCh13 Materials ApplicationsRhanganath ArivudainambiNo ratings yet
- S.G. Iron : MouldingDocument11 pagesS.G. Iron : MouldingsureshbabuamalaNo ratings yet
- Non-Ferrous Metals and AlloysDocument14 pagesNon-Ferrous Metals and AlloysGidNo ratings yet
- Ksp-Instrument Impulse Piping & TubingDocument18 pagesKsp-Instrument Impulse Piping & TubingZulfequar R. Ali KhanNo ratings yet
- Painting Inspection NotesDocument86 pagesPainting Inspection Notessandip singhNo ratings yet
- Giao Trinh Han-BASIC - WeldingDocument66 pagesGiao Trinh Han-BASIC - WeldingThảo PhanNo ratings yet
- 127.study The Effect of Welding Parameters of Tig Welding of PlateDocument43 pages127.study The Effect of Welding Parameters of Tig Welding of PlatemoorthikumarNo ratings yet
- Stainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsDocument35 pagesStainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsLalit MohanNo ratings yet
- Theory of AlloysDocument19 pagesTheory of AlloysNeel PatelNo ratings yet
- Ilmu BahanDocument15 pagesIlmu BahanPECC PolinesNo ratings yet
- Sci 401pptDocument107 pagesSci 401pptNiña Viaña BinayNo ratings yet
- Lecture 9 - Ferrous AlloysDocument31 pagesLecture 9 - Ferrous Alloysmahmoud foudaNo ratings yet
- Control of PropertiesDocument65 pagesControl of PropertiesJezzrel Xandy BalmesNo ratings yet
- Chapter 5 EngDocument19 pagesChapter 5 Enghoda melhemNo ratings yet
- Steel Making PresentationDocument80 pagesSteel Making PresentationAlvin Garcia PalancaNo ratings yet
- Chapter 8Document10 pagesChapter 8raja ghoshNo ratings yet
- Department of Mechanical Engineering The University of LahoreDocument9 pagesDepartment of Mechanical Engineering The University of LahoreZarak MirNo ratings yet
- Secondary Steel Making DraftDocument25 pagesSecondary Steel Making DraftSanjeev SahuNo ratings yet
- Effect of Impurities On Cast Iron Impurities:: SiliconDocument16 pagesEffect of Impurities On Cast Iron Impurities:: SiliconMD. ZUBAIR ISLAMNo ratings yet
- Ch13 Materials ApplicationsDocument63 pagesCh13 Materials ApplicationsThefairman UnkownNo ratings yet
- Experiment 6Document11 pagesExperiment 6Kazi Mamunur Rahman RifatNo ratings yet
- Inclusions in SteelsDocument31 pagesInclusions in SteelsJatin BangaliNo ratings yet
- Prepared by Monir Hamed Feb. 2012Document11 pagesPrepared by Monir Hamed Feb. 2012Vasu RajaNo ratings yet
- M Kumar Ci (Em) /Irimee/JmpDocument51 pagesM Kumar Ci (Em) /Irimee/JmpSaptarshi PalNo ratings yet
- E Slags For Ladle and Tundish - IDS - 08Document10 pagesE Slags For Ladle and Tundish - IDS - 08tobiasNo ratings yet
- Unit 2 TestDocument4 pagesUnit 2 TestsgrkannaNo ratings yet
- Smarajit Sarkar Department of Metallurgical and Materials Engineering NIT RourkelaDocument219 pagesSmarajit Sarkar Department of Metallurgical and Materials Engineering NIT RourkelaJEANNo ratings yet
- Brazing & SolderingDocument468 pagesBrazing & SolderingPaul Morrissette100% (4)
- B-Gas-Question & Answer PaparsDocument62 pagesB-Gas-Question & Answer PaparsSreedhar Patnaik.MNo ratings yet
- STL-01 Manufacturing and Fabrication of Steel 2020.21 I PDFDocument9 pagesSTL-01 Manufacturing and Fabrication of Steel 2020.21 I PDFephNo ratings yet
- Unit 6-Metals & Non-MetalsDocument8 pagesUnit 6-Metals & Non-MetalsRahul KumarNo ratings yet
- Iron and Steel MakingDocument219 pagesIron and Steel Makingpahnin86% (7)
- PM - Lecture 02Document45 pagesPM - Lecture 02Sheikh Sabbir SarforazNo ratings yet
- Decarburization and Desulphurization of SteelDocument10 pagesDecarburization and Desulphurization of SteelHitesh KumarNo ratings yet
- 2005 Carbon SteelDocument65 pages2005 Carbon SteelmageshkumarNo ratings yet
- 10 Unit 3 PrintDocument10 pages10 Unit 3 PrintClaresse NavarroNo ratings yet
- Welding Nickle AlloyDocument2 pagesWelding Nickle AlloytuanNo ratings yet
- Ion and Steel MakingDocument219 pagesIon and Steel MakingKarthick S JakNo ratings yet
- Metals and Alloys & Heat Treatment of Steels 2,4Document82 pagesMetals and Alloys & Heat Treatment of Steels 2,4Vimukthi KumaraNo ratings yet
- Workshop ReportDocument8 pagesWorkshop ReportAloshNo ratings yet
- Precipitation HardeningDocument9 pagesPrecipitation Hardeningjasmeet singhNo ratings yet
- Green Book SolutionDocument44 pagesGreen Book SolutionCaleb RaphaelNo ratings yet
- Selective Hardening MethodsDocument47 pagesSelective Hardening MethodsvishnuNo ratings yet
- Lec 02Document19 pagesLec 02أمير حامد100% (1)
- Alloy Steel Wikipedia The Free EncyclopeDocument4 pagesAlloy Steel Wikipedia The Free Encyclopestephen johnsonNo ratings yet
- Metallograpy Study of Cast Iron StructureDocument9 pagesMetallograpy Study of Cast Iron StructureMahrukh JavedNo ratings yet
- Steel Making Processes: Dr. Laraib Sarfraz Khanzada Department of Metallurgical EngineeringDocument27 pagesSteel Making Processes: Dr. Laraib Sarfraz Khanzada Department of Metallurgical EngineeringAsher AhmedNo ratings yet
- 2.4 Slags in Steelmaking ProcessesDocument10 pages2.4 Slags in Steelmaking ProcessesMir RafsanNo ratings yet
- Lab 2 MaterialDocument22 pagesLab 2 MaterialMon LuffyNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- The Chittagong Port Authority DATED: 09/12/2021Document5 pagesThe Chittagong Port Authority DATED: 09/12/2021Aseef AmeenNo ratings yet
- Fibre Cement BoardDocument1 pageFibre Cement BoardAseef AmeenNo ratings yet
- Vessels Due at Outer Anchorage: The Chittagong Port Authority Dated: 22/04/2021 11:04:33Document14 pagesVessels Due at Outer Anchorage: The Chittagong Port Authority Dated: 22/04/2021 11:04:33Aseef AmeenNo ratings yet
- Of Vessels: Dated: Berthing Position & PerformanceDocument16 pagesOf Vessels: Dated: Berthing Position & PerformanceAseef AmeenNo ratings yet
- Questionnaire For Mill Scale ProducerDocument1 pageQuestionnaire For Mill Scale ProducerAseef AmeenNo ratings yet
- Purchase Proposal FormatDocument1 pagePurchase Proposal FormatAseef AmeenNo ratings yet
- Berger HR ScenarioDocument22 pagesBerger HR ScenarioAseef AmeenNo ratings yet
- Berger HR ScenarioDocument22 pagesBerger HR ScenarioAseef AmeenNo ratings yet
- Berger HRM ReportDocument23 pagesBerger HRM ReportAseef Ameen100% (5)
- A 973A 973M - Grade 100 Alloy Steel ChainDocument4 pagesA 973A 973M - Grade 100 Alloy Steel ChainDipu Jacob ANo ratings yet
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanNo ratings yet
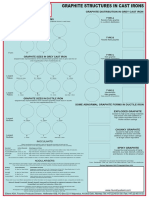
- Graphite Structures in Cast Irons ELKEMDocument1 pageGraphite Structures in Cast Irons ELKEMVishal NangareNo ratings yet
- Drillmax Float Valve BrochureDocument16 pagesDrillmax Float Valve BrochureMoni FraileNo ratings yet
- Solution Strengthened Ferritic Ductile Iron ISO 1083/JS/500-10 Provides Superior Consistent Properties in Hydraulic RotatorsDocument9 pagesSolution Strengthened Ferritic Ductile Iron ISO 1083/JS/500-10 Provides Superior Consistent Properties in Hydraulic RotatorsJason WuNo ratings yet
- FDC FlexDuctConn SubmittalDocument2 pagesFDC FlexDuctConn SubmittalRaj SekharNo ratings yet
- CS-1 CS-8: Instructions For Thermoweld Grounding Connections - Cable To Steel or Cast IronDocument2 pagesCS-1 CS-8: Instructions For Thermoweld Grounding Connections - Cable To Steel or Cast IronJuan Carlos VillamizarNo ratings yet
- CSWIP 3.0 - Appendices PDFDocument59 pagesCSWIP 3.0 - Appendices PDFsebgohgk100% (1)
- E-Catalog 2021 January EditDocument84 pagesE-Catalog 2021 January EditMartin SantoyoNo ratings yet
- Fundamentals of Metal-CastingDocument15 pagesFundamentals of Metal-Castingsamurai7_77No ratings yet
- Astm Material Specifications: Group 1 MaterialsDocument4 pagesAstm Material Specifications: Group 1 Materialsabdelkader benabdallahNo ratings yet
- Cadpatterns For Adobe Illustrator - No-Nonsens IncDocument5 pagesCadpatterns For Adobe Illustrator - No-Nonsens IncNikiNo ratings yet
- G65 Data Sheet: PropertiesDocument6 pagesG65 Data Sheet: PropertiesNicko RizqienggalNo ratings yet
- Hobart CatalogDocument138 pagesHobart CatalogHuỳnh TrươngNo ratings yet
- Nichrome Heater Soldering Irons/Gas-Powered Soldering IronsDocument1 pageNichrome Heater Soldering Irons/Gas-Powered Soldering IronsAHMADNo ratings yet
- Material Hardware July 201Document30 pagesMaterial Hardware July 201SuryaNo ratings yet
- Westermann Table 8Document1 pageWestermann Table 8muhd.qasimNo ratings yet
- Basics of Gray Iron Casting DesignDocument9 pagesBasics of Gray Iron Casting DesignVarga TrigustaraNo ratings yet
- Soldering ReportDocument8 pagesSoldering ReportParthaS HukaiNo ratings yet
- Notes On Shipbuilding MaterialDocument16 pagesNotes On Shipbuilding MaterialAnkit MauryaNo ratings yet
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 pagesMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07No ratings yet
- Welding ConsumablesDocument79 pagesWelding Consumablesazam RazzaqNo ratings yet
- AS NZS 4680-2006 Hot-Dip Galvanized - Zinc - CoatingsDocument33 pagesAS NZS 4680-2006 Hot-Dip Galvanized - Zinc - Coatingsasaram1No ratings yet
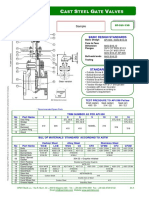
- Cast Steel Gate Valve (Sample)Document2 pagesCast Steel Gate Valve (Sample)Mohamed SalehNo ratings yet
- Data Sheet DE: End Suction Centrifugal PumpsDocument2 pagesData Sheet DE: End Suction Centrifugal PumpscyruskuleiNo ratings yet
- Huntsman 1-500 UpdateDocument13 pagesHuntsman 1-500 UpdaterasNo ratings yet
- Span TS 3003Document51 pagesSpan TS 3003Muhamad FarhanNo ratings yet
- Print OsDocument93 pagesPrint OsJohnson Ks AfinNo ratings yet
- 16-7 Accuracy of FabricationDocument9 pages16-7 Accuracy of FabricationZuberYousufNo ratings yet
- U1. T2. Activity 1. Heat Treatments of SteelDocument11 pagesU1. T2. Activity 1. Heat Treatments of SteelTygaNo ratings yet