You might also like
- CPB Brochure Diaphragms en 2Document12 pagesCPB Brochure Diaphragms en 2ebrahimNo ratings yet
- CM-1 Girth Gear ReportDocument4 pagesCM-1 Girth Gear Reportsivareddy143100% (2)
- ENGR 244 Final Lab (Final)Document22 pagesENGR 244 Final Lab (Final)snakeNo ratings yet
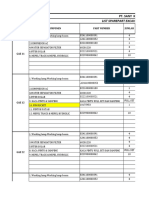
- PT. SANY Kendari Penawaran Harga LIST SPAREPART EXCAVATOR SANY SY215CDocument4 pagesPT. SANY Kendari Penawaran Harga LIST SPAREPART EXCAVATOR SANY SY215CBayu Riki Pratama100% (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- International Maintenance Seminar 2001Document26 pagesInternational Maintenance Seminar 2001YhaneNo ratings yet
- Kiln Mechanics - (4.1) - ''Action Plan''Document5 pagesKiln Mechanics - (4.1) - ''Action Plan''Diego AlejandroNo ratings yet
- 2010 10 SMP - Grinding of Kiln Tyre and Roller Surface - Final - V1Document19 pages2010 10 SMP - Grinding of Kiln Tyre and Roller Surface - Final - V1Wisnu IndriyantoNo ratings yet
- Stoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltDocument50 pagesStoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltAditya DhimanNo ratings yet
- Kiln Inlet Lamella Seal FLSDocument2 pagesKiln Inlet Lamella Seal FLSamir100% (4)
- Vertical Mill PresesntationDocument54 pagesVertical Mill PresesntationrecaiNo ratings yet
- 24 00 RP and BM Operation EDocument9 pages24 00 RP and BM Operation EDiego AlejandroNo ratings yet
- Rotary Vessel Mechanical MaintenanceDocument6 pagesRotary Vessel Mechanical Maintenanceritesh shrivastavNo ratings yet
- Kiln Float and Hydraulic Thrust DeviceDocument21 pagesKiln Float and Hydraulic Thrust DevicehaiderNo ratings yet
- Cement Mill Shell LinerDocument7 pagesCement Mill Shell LinerMahaveer SinghNo ratings yet
- Dispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandDocument3 pagesDispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandRajatNo ratings yet
- Rueddenklau Snowman PreventionDocument102 pagesRueddenklau Snowman PreventionIonela Dorobantu100% (2)
- Uiw Bucket Elevator Ansi Bem0308 r21Document42 pagesUiw Bucket Elevator Ansi Bem0308 r21annccknarimeNo ratings yet
- Questionnaire For Pyroprocessing ModificationDocument8 pagesQuestionnaire For Pyroprocessing ModificationVijay BhanNo ratings yet
- Infinity For Cement EquipmentDocument128 pagesInfinity For Cement EquipmentLe Hoang100% (1)
- Rotating Kiln TyresDocument40 pagesRotating Kiln TyresGilberto PérezNo ratings yet
- Polguide Final PalDocument15 pagesPolguide Final Paldeepak kumarNo ratings yet
- Clinker Cooler SystemDocument69 pagesClinker Cooler SystemzementheadNo ratings yet
- Cement Mill Grinding Media Wear Rate Calculation PDFDocument2 pagesCement Mill Grinding Media Wear Rate Calculation PDFBùi Hắc HảiNo ratings yet
- Atox 20 Coal Mill Critical Interlock SheetDocument6 pagesAtox 20 Coal Mill Critical Interlock SheetValipireddy NagarjunNo ratings yet
- Collaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurDocument4 pagesCollaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurjmpbarrosNo ratings yet
- ATOX Split SealDocument4 pagesATOX Split SealBülent BulutNo ratings yet
- Hot Kiln SurveyDocument2 pagesHot Kiln SurveyHenok Moges KassahunNo ratings yet
- GGBFS Opeartion ManualDocument41 pagesGGBFS Opeartion ManualPushpendra Kumar KushwahaNo ratings yet
- Hydraulic Thrust DeviceDocument2 pagesHydraulic Thrust DeviceAlbar Budiman100% (6)
- Ball Mill Hydrostatic Slide Shoe BearingDocument26 pagesBall Mill Hydrostatic Slide Shoe Bearingamilkar0% (1)
- Chakwal 6.04, Atox Planetary GearDocument46 pagesChakwal 6.04, Atox Planetary GearAdnan NawazNo ratings yet
- 06 Mill Body Upper HousingDocument15 pages06 Mill Body Upper HousingDavid Vilca MamaniNo ratings yet
- VRM (Vertical Roller Uninstallation) PDFDocument23 pagesVRM (Vertical Roller Uninstallation) PDFShariq KhanNo ratings yet
- Raw Mill Check ListDocument2 pagesRaw Mill Check Listlaxman JoshiNo ratings yet
- 08 M Roller Lube Mill Greas SysDocument16 pages08 M Roller Lube Mill Greas SysDavid Vilca MamaniNo ratings yet
- Cement Plant Thermal EnergyDocument7 pagesCement Plant Thermal Energytsrinivasan5083No ratings yet
- Review RollerPress OperationsDocument276 pagesReview RollerPress OperationsThaigroup Cement100% (1)
- Kiln Readings 23 06 17Document4 pagesKiln Readings 23 06 17zain140No ratings yet
- Rotary Kiln Process Training: Krupp Polysius CorpDocument15 pagesRotary Kiln Process Training: Krupp Polysius CorpbabarNo ratings yet
- Ball Mill Inspection - Chap 1Document6 pagesBall Mill Inspection - Chap 1Min MCLNo ratings yet
- Kiln Mechanics - (1.4) - ''Quizz Practices''Document7 pagesKiln Mechanics - (1.4) - ''Quizz Practices''Diego AlejandroNo ratings yet
- Gitrh Gear VibrationsDocument5 pagesGitrh Gear Vibrationsgullipalli srinivasa raoNo ratings yet
- KHD Praesentation ZementDocument19 pagesKHD Praesentation ZementAnonymous Cxriyx9HIXNo ratings yet
- Pneumatic Barrel Pumps Model SAF1-YL Und SAF2-YL: Owner Manual Operating Instructions and Service Parts ListDocument17 pagesPneumatic Barrel Pumps Model SAF1-YL Und SAF2-YL: Owner Manual Operating Instructions and Service Parts Listredwan al-mustafaNo ratings yet
- Example of Cement Mill QuestionnaireDocument5 pagesExample of Cement Mill QuestionnaireIrfan AhmedNo ratings yet
- Ballmill UMSDocument8 pagesBallmill UMSnprcarvalhoNo ratings yet
- 168 - Raw Meal Grinding (Unit III)Document12 pages168 - Raw Meal Grinding (Unit III)Vasundara GuptaNo ratings yet
- KHD Pyroclon EnglDocument4 pagesKHD Pyroclon Englkresimir.mikoc9765100% (1)
- Mech Kiln InspectionDocument2 pagesMech Kiln InspectionMohamed ShehataNo ratings yet
- Holtec Design CriteriaDocument107 pagesHoltec Design CriteriaRohitNo ratings yet
- VRMDocument45 pagesVRMYhaneNo ratings yet
- 2020 - 07 - SZS WPU 274Document12 pages2020 - 07 - SZS WPU 274pinion gearNo ratings yet
- Summary of Raw Grinding System PDFDocument1 pageSummary of Raw Grinding System PDFNaelNo ratings yet
- Philips Kiln ServicesDocument20 pagesPhilips Kiln ServicesAbul Qasim QasimNo ratings yet
- Clinker Coolers Part 1 & 2 96dpiDocument246 pagesClinker Coolers Part 1 & 2 96dpigustavo50% (2)
- Ball Mill GrindingDocument78 pagesBall Mill GrindingFran jimenezNo ratings yet
- VDZ-Onlinecourse 6 5 enDocument30 pagesVDZ-Onlinecourse 6 5 enSuadNo ratings yet
- 500sm Sani Bomba MoynoDocument4 pages500sm Sani Bomba MoynoRonaldo JanglinNo ratings yet
- Main Engine (S) Unit 6 OverhaulDocument4 pagesMain Engine (S) Unit 6 OverhaulMocanu MarianNo ratings yet
- Windlass Bearing 1Document5 pagesWindlass Bearing 1Gaurav MaithilNo ratings yet
- Assignment On Diesel Engine OverhaulingDocument19 pagesAssignment On Diesel Engine OverhaulingRuwan Susantha100% (3)
- SOP Reach Stacker01Document7 pagesSOP Reach Stacker01vozefjadav100% (1)
- Rm-1 1st Chamber Liners ReplacementDocument1 pageRm-1 1st Chamber Liners Replacementsivareddy143No ratings yet
- Rawmill LubricationDocument22 pagesRawmill Lubricationsivareddy143No ratings yet
- Cement Mill - 1 Feed Head Liners Inspection Report: POS S .No Original THK (MM) Measured OnDocument6 pagesCement Mill - 1 Feed Head Liners Inspection Report: POS S .No Original THK (MM) Measured Onsivareddy143No ratings yet
- Cement Mill-1 Inlet Slide Shoe Bearings Inspection & Replacement Work (W.e.f: 20.08.2012)Document5 pagesCement Mill-1 Inlet Slide Shoe Bearings Inspection & Replacement Work (W.e.f: 20.08.2012)sivareddy143No ratings yet
- Rawmill SPMDocument9 pagesRawmill SPMsivareddy143No ratings yet
- Kpi Mech 2ND - WKDocument14 pagesKpi Mech 2ND - WKsivareddy143No ratings yet
- S.No Section:Projects (Devolepment Works & Coal Dump Hoppers Project) Week:51Document5 pagesS.No Section:Projects (Devolepment Works & Coal Dump Hoppers Project) Week:51sivareddy143No ratings yet
- Lab - Utilisation X Effi. 100Document11 pagesLab - Utilisation X Effi. 100sivareddy143No ratings yet
- Lab - Utilisation X Effi. 100Document13 pagesLab - Utilisation X Effi. 100sivareddy143No ratings yet
- PP Belt ConveyorDocument7 pagesPP Belt Conveyorsivareddy143No ratings yet
- Lab - Utilisation X Effi. 100Document13 pagesLab - Utilisation X Effi. 100sivareddy143No ratings yet
- Section:Rawmill (10th To 16th June) : S.No Description of WorksDocument4 pagesSection:Rawmill (10th To 16th June) : S.No Description of Workssivareddy143No ratings yet
- Rawmill Area Shutdown Works List (Aug-2013) : Sl. No DescriptionDocument1 pageRawmill Area Shutdown Works List (Aug-2013) : Sl. No Descriptionsivareddy143No ratings yet
- KPI 40th To 48 Week Packing PlantDocument18 pagesKPI 40th To 48 Week Packing Plantsivareddy143No ratings yet
- 7721 Tee Mecanica Rosc Marca Americana Shurjoint TycoDocument3 pages7721 Tee Mecanica Rosc Marca Americana Shurjoint TycoDavid EnríquezNo ratings yet
- PG Prospectus 2023UPDATEDocument100 pagesPG Prospectus 2023UPDATETaranjot SinghNo ratings yet
- Composite Material Testing For Drones and UAV ApplicationsDocument10 pagesComposite Material Testing For Drones and UAV ApplicationsefowenNo ratings yet
- Wagi Valve Asia Pacific SDN - BHD.: Delivery RecordsDocument7 pagesWagi Valve Asia Pacific SDN - BHD.: Delivery Recordsunnamed90No ratings yet
- Carbon Black and Delayed Coker Project: Sor RegisterDocument8 pagesCarbon Black and Delayed Coker Project: Sor RegisterVinay TungeNo ratings yet
- Geosynthetics in Road ConstructionDocument45 pagesGeosynthetics in Road ConstructionMahaManthra100% (1)
- LimconDocument12 pagesLimconharishram123456No ratings yet
- Taconic High School GMPDocument5 pagesTaconic High School GMPiBerkshires.comNo ratings yet
- General SpecificationDocument13 pagesGeneral SpecificationChristhea De LeonNo ratings yet
- Work Instruction For Cold Work Permit: Safety Management SystemsDocument4 pagesWork Instruction For Cold Work Permit: Safety Management SystemsMOJIBNo ratings yet
- Acoustic Emission Source LocationDocument176 pagesAcoustic Emission Source LocationCarlos Quiterio Gomez Muñoz100% (2)
- Greenstar 12-14 Ri ErP Operating InstructionsDocument20 pagesGreenstar 12-14 Ri ErP Operating InstructionsKevin JordanNo ratings yet
- ME311 Machine Design: Lecture 6: Fluctuating Fatigue and The Goodman Diagram ImpactDocument24 pagesME311 Machine Design: Lecture 6: Fluctuating Fatigue and The Goodman Diagram Impactamalendu_biswas_1No ratings yet
- Dishwasher Information Codes DMT800 DMT400 & DMT300 Error Description Symptom CauseDocument1 pageDishwasher Information Codes DMT800 DMT400 & DMT300 Error Description Symptom CauseJuanka FrankNo ratings yet
- Materials Used in Tropical and Temperate ZonesDocument7 pagesMaterials Used in Tropical and Temperate ZonesLKP GhNo ratings yet
- Course Title: Landscape Architecture Course Code: 6182 Course Category: A Periods/Week: 6 Periods/Semester: 90 Credits: 4Document5 pagesCourse Title: Landscape Architecture Course Code: 6182 Course Category: A Periods/Week: 6 Periods/Semester: 90 Credits: 4Nafeel khanNo ratings yet
- MODULE T4 - DCC50242 BIM TerbaruDocument147 pagesMODULE T4 - DCC50242 BIM Terbaruajis sNo ratings yet
- Kant-Twist Clamps Welders Angle ClampsDocument1 pageKant-Twist Clamps Welders Angle ClampsGilberto GarciaNo ratings yet
- Mangala Vinayagar Koil Street, Kayalpattinam MunicipalityDocument9 pagesMangala Vinayagar Koil Street, Kayalpattinam MunicipalitykayalonthewebNo ratings yet
- FDTC 40 ZixvdDocument296 pagesFDTC 40 ZixvdConstantin ElenaNo ratings yet
- Mccannaseal Ball Valves: Installation, Operation and Maintenance InstructionsDocument8 pagesMccannaseal Ball Valves: Installation, Operation and Maintenance Instructionsjkhgvdj mnhsnjkhgNo ratings yet
- CE Module 25 - Soil Testing (Answer Key)Document3 pagesCE Module 25 - Soil Testing (Answer Key)Angelice Alliah De la CruzNo ratings yet
- Reinforced Concrete I Midterm Exam: C20 - S420 D 4cmDocument1 pageReinforced Concrete I Midterm Exam: C20 - S420 D 4cmAhmad ThaherNo ratings yet
- Individual Assignment FinalDocument18 pagesIndividual Assignment FinalNUR ALEEZA PIEINo ratings yet
- Eco DesignDocument2 pagesEco DesignPimpinela GrooveNo ratings yet
- Fast Flex TFP720 - 07 - 2009 PDFDocument10 pagesFast Flex TFP720 - 07 - 2009 PDFnilsego04No ratings yet
- Deflection ChecksDocument8 pagesDeflection Checksabhi aroteNo ratings yet
- Rock Cutting: 12.4 Design and Construction of Hill RoadsDocument13 pagesRock Cutting: 12.4 Design and Construction of Hill RoadsAnkan RakshitNo ratings yet