You might also like
- Primary Cementing in Permafrost Conditions-A ProcessDocument6 pagesPrimary Cementing in Permafrost Conditions-A Processlord azraelNo ratings yet
- SPE/IADC 119296 Zonal Isolation Achieved in Kashagan Field Through Integrated ApproachDocument11 pagesSPE/IADC 119296 Zonal Isolation Achieved in Kashagan Field Through Integrated ApproachPAOLA ANDREA DUARTE PRADANo ratings yet
- SPE 128239 Improving Deep-Well Economics With Foamed-Cementing SolutionsDocument12 pagesSPE 128239 Improving Deep-Well Economics With Foamed-Cementing Solutionsadvantage025No ratings yet
- Mehmet Parlar, SPE, and E.H. Albino, SPE, Schlumberger: Ber 1983, Is Available From SPE's Customer Service DeptDocument9 pagesMehmet Parlar, SPE, and E.H. Albino, SPE, Schlumberger: Ber 1983, Is Available From SPE's Customer Service DeptMohammadreza MalaieriNo ratings yet
- IADC/SPE 77204 New Methods For Sand Cleanout in Deviated Wellbores Using Small Diameter Coiled TubingDocument6 pagesIADC/SPE 77204 New Methods For Sand Cleanout in Deviated Wellbores Using Small Diameter Coiled TubingMohamed MamdouhNo ratings yet
- Al Mumen2008Document5 pagesAl Mumen2008Fjgff RkffyrNo ratings yet
- Iptc 11166 MS PDocument8 pagesIptc 11166 MS PRalf JonesNo ratings yet
- SPE/IADC 57585 Custom-Blending Foamed Cement For Multiple ChallengesDocument10 pagesSPE/IADC 57585 Custom-Blending Foamed Cement For Multiple ChallengesAquiles CarreraNo ratings yet
- SPE 88525 Hybrid Monobore Completion Design: An Application For Multilayer ReservoirDocument6 pagesSPE 88525 Hybrid Monobore Completion Design: An Application For Multilayer ReservoirAhmadFauziNo ratings yet
- OTC 18839 - Reverse-Circulation Cementing To Seal A Tight Liner Lap PDFDocument10 pagesOTC 18839 - Reverse-Circulation Cementing To Seal A Tight Liner Lap PDFAndresNo ratings yet
- 1989, Beauregard e Morrow PDFDocument8 pages1989, Beauregard e Morrow PDFJoão GadelhaNo ratings yet
- AADE-11-NTCE-50: Scavenger Slurries: Recycling Vintage Technology For Improved Zonal Isolation and Economic OptimizationDocument5 pagesAADE-11-NTCE-50: Scavenger Slurries: Recycling Vintage Technology For Improved Zonal Isolation and Economic OptimizationAnonymous PDO9GTgJfINo ratings yet
- SPE 94541 New Technology For The Delivery of Beaded Lightweight CementsDocument6 pagesSPE 94541 New Technology For The Delivery of Beaded Lightweight CementskelrzNo ratings yet
- SPE - IADC 65515 HPHT Horizontal Sand Control CompletionDocument7 pagesSPE - IADC 65515 HPHT Horizontal Sand Control CompletionBruceNo ratings yet
- Cements For Long Term Isolation PDFDocument14 pagesCements For Long Term Isolation PDFIng. Luis Alberto García CórdovaNo ratings yet
- SPE-24978-MS Offshore Amorphous SilicaDocument11 pagesSPE-24978-MS Offshore Amorphous Silicafaboq93No ratings yet
- Coiled Tubing Cement Squeeze ChallengesDocument7 pagesCoiled Tubing Cement Squeeze ChallengesAminNo ratings yet
- S Aasen 2002Document6 pagesS Aasen 2002Khaled Abou AlfaNo ratings yet
- Wjnse 2013090517240091 PDFDocument5 pagesWjnse 2013090517240091 PDFAzis HusenNo ratings yet
- IADC/SPE 87127 Novel Drilling Fluid For Through-Tubing Rotary DrillingDocument6 pagesIADC/SPE 87127 Novel Drilling Fluid For Through-Tubing Rotary DrillingmsmsoftNo ratings yet
- Underground Mining With Backfill: by A GriceDocument6 pagesUnderground Mining With Backfill: by A GriceAntonio SamaniegoNo ratings yet
- CT Cleans Sand Deepwater Well WoDocument7 pagesCT Cleans Sand Deepwater Well Woabdulrahman abbasNo ratings yet
- Deepwater Cementing Challenges in IndiaDocument6 pagesDeepwater Cementing Challenges in IndiaMuhammed SulfeekNo ratings yet
- Grice 1998 - Underground Mining With BackDocument7 pagesGrice 1998 - Underground Mining With BackMauricio VegaNo ratings yet
- Disposicion de RelavesDocument8 pagesDisposicion de RelavesshkdestinationNo ratings yet
- SPE 53943 New Down-Hole External Casing Mud Removal Technology Improves Primary Cement ResultsDocument7 pagesSPE 53943 New Down-Hole External Casing Mud Removal Technology Improves Primary Cement ResultsAquiles CarreraNo ratings yet
- Spe 114703 MSDocument11 pagesSpe 114703 MSBobby Rifki SaputraNo ratings yet
- Application of Surface Pre-Grouting For Shaft SinkingDocument3 pagesApplication of Surface Pre-Grouting For Shaft SinkingAnonymous qTP5oq7gNo ratings yet
- 00062862drilling Engineering Challenges in Commercial SAGD Well Design in AlbertaDocument10 pages00062862drilling Engineering Challenges in Commercial SAGD Well Design in AlbertaAndrés Eduardo Guzmán VelásquezNo ratings yet
- Clay Nanoparticles Modifed Drilling Fluids For Drilling of Deep Hydrocarcbon Wells PDFDocument7 pagesClay Nanoparticles Modifed Drilling Fluids For Drilling of Deep Hydrocarcbon Wells PDFJuliana BuelvasNo ratings yet
- Unlocking Heavy Oil with SAGDDocument4 pagesUnlocking Heavy Oil with SAGDdattatraykolte100% (1)
- Flow Assurance Modelling PaperDocument13 pagesFlow Assurance Modelling PaperaliNo ratings yet
- Sand Control To Improve Well PerformanceDocument10 pagesSand Control To Improve Well PerformanceDobrescu MariusNo ratings yet
- Cite this research article on treating bentonite fluid for excavation into ChalkDocument12 pagesCite this research article on treating bentonite fluid for excavation into ChalkHuya HuyananNo ratings yet
- IADC/SPE 72290 Drilling Fluids Design and Management For Extended Reach DrillingDocument7 pagesIADC/SPE 72290 Drilling Fluids Design and Management For Extended Reach Drillinggplese0No ratings yet
- Lessons Learned in Open Hole Horizontal Gravel Packs Deepwater BrazilDocument11 pagesLessons Learned in Open Hole Horizontal Gravel Packs Deepwater BrazilMoharaNo ratings yet
- TF0971 ch06Document17 pagesTF0971 ch06AcadAcadNo ratings yet
- SPE102378 Jetting Structural Casing in DeepwaterDocument15 pagesSPE102378 Jetting Structural Casing in DeepwaterKarime VegaNo ratings yet
- SPE-56740 Water Shutoff by Relative Permeability Modifiers Lessons From Several Field ApplicationsDocument15 pagesSPE-56740 Water Shutoff by Relative Permeability Modifiers Lessons From Several Field ApplicationsBruceNo ratings yet
- CT CMT Squeezing ProcedureDocument10 pagesCT CMT Squeezing ProcedureAminNo ratings yet
- SPE 89476 Formation Damage in Gas Sandstone Formations by High-Temperature Borate Gels Due To Long Term Shut-In PeriodsDocument11 pagesSPE 89476 Formation Damage in Gas Sandstone Formations by High-Temperature Borate Gels Due To Long Term Shut-In PeriodsRicardo Zapien RamirezNo ratings yet
- SPE 107701 Cement Design To Optimize Production in A Highly Active Waterdrive ReservoirDocument14 pagesSPE 107701 Cement Design To Optimize Production in A Highly Active Waterdrive ReservoirPAOLA ANDREA DUARTE PRADANo ratings yet
- SPE-198970-MS Casing Rotating Cement HeadsDocument8 pagesSPE-198970-MS Casing Rotating Cement HeadsFabian MontoyaNo ratings yet
- Barge Mounted Coil Tubing An Operational Safety Case Study in South China SeaDocument13 pagesBarge Mounted Coil Tubing An Operational Safety Case Study in South China SeamnoriegalNo ratings yet
- 00064394Document10 pages00064394e1mcNo ratings yet
- 2 - Spe 58731Document10 pages2 - Spe 58731gorkemerkanliNo ratings yet
- SPE StatoilDocument15 pagesSPE StatoilLawrence MbahNo ratings yet
- Effective Use of Water in A System For Water Driven Hammer DrillingDocument10 pagesEffective Use of Water in A System For Water Driven Hammer DrillingVelina MilevaNo ratings yet
- WHOC09 301 PaperDocument8 pagesWHOC09 301 PaperEngelbert MorenoNo ratings yet
- SPE 127422 Cement-Sheath Wellbore Integrity For CO Injection and Storage WellsDocument11 pagesSPE 127422 Cement-Sheath Wellbore Integrity For CO Injection and Storage Wellsadvantage025No ratings yet
- Watertight Permanent Shotcrete Linings for TunnelsDocument5 pagesWatertight Permanent Shotcrete Linings for TunnelsmalikNo ratings yet
- Successful Sealing of Vent Flows With Ultra-Low-Rate Cement Squeeze TechniqueDocument6 pagesSuccessful Sealing of Vent Flows With Ultra-Low-Rate Cement Squeeze TechniqueAdrianNo ratings yet
- Efficiency of Pressurized Rock Traps For UnlinedDocument19 pagesEfficiency of Pressurized Rock Traps For UnlinedDiana AndradeNo ratings yet
- Deep Gas WellDocument5 pagesDeep Gas WellIng. Luis Alberto García CórdovaNo ratings yet
- Integrated Sand Management For Effective Hydrocarbon Flow AssuranceFrom EverandIntegrated Sand Management For Effective Hydrocarbon Flow AssuranceNo ratings yet
- 99-02-128 Soil Improvements For TunnelingDocument10 pages99-02-128 Soil Improvements For TunnelingrevithakiNo ratings yet
- Elmarsafawi 2007Document9 pagesElmarsafawi 2007wang xiangyuNo ratings yet
- SPE 68747 Clean Up and Well Testing Operations in High-Rate Gas-Condensate Field Result in Improved Sand Management SystemDocument14 pagesSPE 68747 Clean Up and Well Testing Operations in High-Rate Gas-Condensate Field Result in Improved Sand Management SystemTheNourEldenNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Spe 189397 MSDocument18 pagesSpe 189397 MSJhormanNo ratings yet
- Spe 176061 MSDocument19 pagesSpe 176061 MSJhormanNo ratings yet
- Otc 30872 MSDocument11 pagesOtc 30872 MSJhormanNo ratings yet
- Spe 182514 MSDocument15 pagesSpe 182514 MSJhormanNo ratings yet
- Al Yami2017Document11 pagesAl Yami2017JhormanNo ratings yet
- Spe 199075 MSDocument9 pagesSpe 199075 MSJhormanNo ratings yet
- Best Practices For Cementing Job Software: Pegasus Vertex, IncDocument11 pagesBest Practices For Cementing Job Software: Pegasus Vertex, IncJhormanNo ratings yet
- FT. Super Sweep - Forta CorporationDocument1 pageFT. Super Sweep - Forta CorporationJhormanNo ratings yet
- Li 2015Document12 pagesLi 2015JhormanNo ratings yet
- Hudson 2017Document6 pagesHudson 2017JhormanNo ratings yet
- OTC-29814-MS Comparative Analysis of Permanent P & A Requirements and Consequences in Terms of Leakage - A Case StudyDocument13 pagesOTC-29814-MS Comparative Analysis of Permanent P & A Requirements and Consequences in Terms of Leakage - A Case StudyJhormanNo ratings yet
- The Effect of Water Quality Sources On Concrete Mix ParametersDocument6 pagesThe Effect of Water Quality Sources On Concrete Mix ParametersJhormanNo ratings yet
- Otc 28880 MSDocument15 pagesOtc 28880 MSJhormanNo ratings yet
- Arild 2017Document16 pagesArild 2017JhormanNo ratings yet
- Otc 28025 MSDocument11 pagesOtc 28025 MSJhormanNo ratings yet
- Spe 136400 MSDocument17 pagesSpe 136400 MSJhormanNo ratings yet
- The Effect of Water Quality Sources On Concrete Mix ParametersDocument6 pagesThe Effect of Water Quality Sources On Concrete Mix ParametersJhormanNo ratings yet
- Arma 2019 0125Document9 pagesArma 2019 0125JhormanNo ratings yet
- Arma 2018 306Document8 pagesArma 2018 306JhormanNo ratings yet
- Saleh 2018Document10 pagesSaleh 2018JhormanNo ratings yet
- State-of-Charge Estimation On Lithium Ion Batteries - Mori W YatsuiDocument5 pagesState-of-Charge Estimation On Lithium Ion Batteries - Mori W Yatsuit3hgoneNo ratings yet
- Pharmacist Licensing Requirements by StateDocument21 pagesPharmacist Licensing Requirements by StateBio DataNo ratings yet
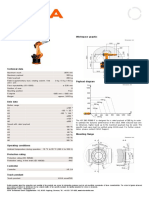
- KR 280 R3080 F technical specificationsDocument1 pageKR 280 R3080 F technical specificationsDorobantu CatalinNo ratings yet
- Excerpts From The Way of The Samurai (Shīdo) : Primary Source Document With Questions (DBQS)Document2 pagesExcerpts From The Way of The Samurai (Shīdo) : Primary Source Document With Questions (DBQS)Valeria MontalvaNo ratings yet
- Presentation - On SVAMITVADocument18 pagesPresentation - On SVAMITVAPraveen PrajapatiNo ratings yet
- Sales Target Planning ToolkitDocument7 pagesSales Target Planning ToolkitCarmenLarisaNo ratings yet
- Strength and Serviceability of Hanger ConnectionsDocument12 pagesStrength and Serviceability of Hanger ConnectionsVitor OlivettiNo ratings yet
- Building Power and InfluenceDocument5 pagesBuilding Power and InfluenceQuang-Nam Nguyen100% (1)
- PDF DocumentDocument10 pagesPDF DocumentNIKHIL DASARINo ratings yet
- Service Training: Vorsprung Durch Technik WWW - Audi.deDocument15 pagesService Training: Vorsprung Durch Technik WWW - Audi.depuncimanNo ratings yet
- Legalism QuotesDocument14 pagesLegalism QuotesfruittinglesNo ratings yet
- Problem29 40Document1 pageProblem29 40IENCSNo ratings yet
- NCM 105-Lesson 2Document68 pagesNCM 105-Lesson 2Roshin TejeroNo ratings yet
- Imeko WC 2012 TC21 O10Document5 pagesImeko WC 2012 TC21 O10mcastillogzNo ratings yet
- Class Xii Appendix-Iii: Colligative PropertiesDocument3 pagesClass Xii Appendix-Iii: Colligative PropertiesSrijan JaiswalNo ratings yet
- تركيب وتشغيل وحدات تكييف الهواءDocument49 pagesتركيب وتشغيل وحدات تكييف الهواءOmar NabilNo ratings yet
- The Management of Productivity and Technology in Manufacturing PDFDocument333 pagesThe Management of Productivity and Technology in Manufacturing PDFmythee100% (2)
- 1st Summative Test in Tle SmawDocument2 pages1st Summative Test in Tle Smawjenky agnoteNo ratings yet
- Faktor OrganisasiDocument9 pagesFaktor OrganisasiNur Fatin NabilahNo ratings yet
- Cultural Understanding Impacts Consumer BehaviorDocument10 pagesCultural Understanding Impacts Consumer BehaviorNguyễn Hữu Thảo NguyênNo ratings yet
- Careers at FEWA-DubaiDocument8 pagesCareers at FEWA-DubaiJnanamNo ratings yet
- LPI PH PDFDocument4 pagesLPI PH PDFHumberto Tapias CutivaNo ratings yet
- EL FILI CHAPTER 13Document9 pagesEL FILI CHAPTER 13Eduardo Sismundo JrNo ratings yet
- The Bourne Identity ReviewDocument3 pagesThe Bourne Identity ReviewBoldizsár Zeyk AnnaNo ratings yet
- Individualized Learning Program Project Evaluation FormDocument3 pagesIndividualized Learning Program Project Evaluation Formakbisoi1No ratings yet
- Mil STD 882eDocument104 pagesMil STD 882ecihan dağNo ratings yet
- Trainer Activity: All Adrift!Document6 pagesTrainer Activity: All Adrift!DollyNo ratings yet
- Template PharmaconDocument4 pagesTemplate PharmaconDanang RaharjoNo ratings yet
- Providing Clean Water and Financial Assistance in Binangonan RizalDocument29 pagesProviding Clean Water and Financial Assistance in Binangonan RizalArebeeJayBelloNo ratings yet