Professional Documents
Culture Documents
MP427 Process Control and Instrumentation - 2020 - 011543
MP427 Process Control and Instrumentation - 2020 - 011543
Uploaded by
Dominic TogoyaOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
MP427 Process Control and Instrumentation - 2020 - 011543
MP427 Process Control and Instrumentation - 2020 - 011543
Uploaded by
Dominic TogoyaCopyright:
Available Formats
MP 427: PROCESS CONTROL & INSTRUMENTATION.
1.0 INTRODUCTION
1.10 What is Process Control and why is it used?
Processes are operated to produce specific products within certain quality limits or products
with given specifications.
e.g. Copper Concentrator, Bakery, Brewery.
The various different parts of the plant must be adjusted from time to time to ensure that the end
product is correct, this can be done manually but in many cases it is done automatically which is
more reliable, less time consuming etc.
Automatic control devices are used because their application results in economical behavior of
the system under control or because they are required for humanitarian purposes. There are
many advantages to the wide spread use of automatic control. Some of these are:
a) Increase in quantity or number of products.
b) Improvement in quality of products.
c) Improvement in uniformity of products.
d) Savings in processing material.
e) Savings in energy or power requirement.
f) Savings in plant equipment.
g) Decrease of human drudgery.
These factors generally lead to an increase in productivity.
The widespread application of automatic control in industry has made necessary the upgrading
and education of a large class of semiskilled workers to a higher skill, that of operating and
maintaining instrumentation and control equipment.
Lecturer: Dr. John Witne 1
MP 427: PROCESS CONTROL & INSTRUMENTATION.
1.2 Control Strategy.
The overall objective of a mineral processing plant is to covert raw materials (ore) into desired
products using available resources in the most economical way. During its operation, a mineral
processing plant must satisfy several requirements imposed by its designers, and the general
technical, economical and the social conditions in the presence of ever-changing external
influences (disturbances).
All the requirements listed above (7.0) dictate the need for continuous monitoring of the mineral
processing plant and the external intervention (control) to guarantee the satisfaction of the
operational objectives. This is accomplished through a rational arrangement of equipment
(measuring devices, valves, controllers, computers) and human intervention (plant designers,
plant operators), which together constitute the control system.
In most mineral processing operations, the process control strategy most commonly used are to
divide the processing plant into their various unit operations; Crushing & Screening, Grinding &
Classification, Froth Flotation, Thickening, Filtration & Drying etc. Each of these unit
operations have specific objectives, which are controlled to meet the requirement; e.g., in
crushing & screening, the main objective is to reduce the particle size of ore from the pit,
ranging in from 2.0 – 1.5 meters in diameter to a size of 20mm in diameter for the grinding and
classification circuit as economically as possible at a given tonnage. Each of these unit
operations are controlled individually but are linked to a supervisory computer or controller to
monitor the overall objective of the processing plant. Example in the case of Ok Tedi Mine, the
objective of the process plant is to produce a copper concentrate with grades of 30 – 34%
copper, at a recovery between 92 -95% at the required tonnage.
Each of the unit operations and other unit operations in most hydrometallurgical plants will be
discussed in class in some detail.
Lecturer: Dr. John Witne 2
MP 427: PROCESS CONTROL & INSTRUMENTATION.
2.0 Block Diagrams to Simplify Control Systems.
Even very complicated chemical processes and control systems can be simplified by drawing
block diagrams of the system.
F B xb
Water Salt Solution
P. XP
SALT SOLUTION MIXER 2.1
FLOW SALT IN MIXER OR CONCENTRATION OF SALT OUT
PROCESS
B XP schematic - simple block diagram
The lines in a block diagram represent the signals or measurements in the system (electrical,
pneumatic, temperature, level etc.)
The blocks in a block diagram represent the changes in signal that occur in a piece of
equipment, the blocks can be thought of as “transformers” changing signals from one form to
another. One line enters block and one line leaves a block.
A “comparator” in a circuit is where signals are compared with each other and the difference is
transmitted on. (One signal is positive, the other is negative).
z + x COMPARITOR x=z–y
A “summer” in a circuit is where two or more signals are added together.
z + x
SUMMER x=z+y
+
Y
Lecturer: Dr. John Witne 3
MP 427: PROCESS CONTROL & INSTRUMENTATION.
To illustrate how more than one variable is considered in the block diagram, the following
diagram is for the salt mixer in diagram 2.1.
WATER FLOW F
MIXER
SALT FLOW B
MIXER
SALT CONC’N xb summer + + OVERALL CHANGE TO EXIT
MIXER + + comparator
SALT CONCENTRATION xp
A simple example of a diagram of a complete control loop is given below.
A simple thermostat controller
Set Point + voltage SOLENOID VALVE hot water hot air
flow HEATER air temp
flow
ROOM
Fixed contact
Contact position BIMETALLIC
SPRING
The control system illustrated above illustrate what is known as feedback control, the final
output of the circuit is checked against the “set point” and if there is any difference a control
adjustment is made.
When drawing block diagrams, carefully name or label all the blocks and the lines in the
diagram to avoid making mistakes.
Lecturer: Dr. John Witne 4
MP 427: PROCESS CONTROL & INSTRUMENTATION.
3.0 Different Types of Control Loop.
There are a number of different types of control loop that can be used to effect control, there are
illustrated below with reference to a simple mixing system.
3.1: Open Loop Control.
Calibrated dial in terms of Xp
F
B, Xp
Water Brine
P, Xp
Salt solution mixer under open: – Loop control.
Indicator Position B Xp
On Dial
VALVE MIXER
Block diagram for salt solution mixer under open – loop control.
Advantages - Simplicity, economy.
Disadvantage - No measurement of final value.
Example of Open Loop – traffic lights (works according to timer)
- No sense of control, no sense of demand
- Cheap and reliable
- Simple
Lecturer: Dr. John Witne 5
MP 427: PROCESS CONTROL & INSTRUMENTATION.
3.2: Feedback Control. Complete Control Loop.
F B. Xb
WATER SALT SOLUTION
Set point
Salt concentration sensor
P. Xp
Water flow MIXER
controller action only takes place when output is in error
+
reference error control VALVE flow + salt
concentration CONTROLLER MIXER
set-point psi desired
value electric signal salt concentration
CONCENTRATION SENSOR
Advantages - Final value controlled.
One controller can compensate for all input variables.
Disadvantages - Output must be in error before control action taken.
These closed loop systems are operated under negative feedback. Positive feedback is used in
electrical and radio work for amplifiers, and in some cases positive feedback can occur in
control systems and make the control loop unstable.
The following diagram is a general one showing some of the terms used in the feedback control.
+ Error MANIPULATED CONTROLLED VARIABLE
CONTROLLER VARIABLE
PROCESS
_ OUTPUT
General feedback block diagram.
Lecturer: Dr. John Witne 6
MP 427: PROCESS CONTROL & INSTRUMENTATION.
3.3: Environmental Control.
Control system which controls the “environment” of the process so that variations do not reach
the process.
F B
Set Point Set Point
FLOW
METER FLOW
CONTROLLER
METER
CONTROLLER
F B. xb
Water Brine
PRODUCT P XP
Environment control using two feedback loops.
+ FLOW METER
VALVE F
TANK
F SET POINT CONTROLLER PROCESS 2
-
+
P.Xp
+ +
B SET POINT
FLOW METER
VALVE B TANK
CONTROLLER PROCESS 1
Advantages - Inputs to process steady, process itself steady.
Disadvantages - Need to identify all variables, need to control all variables.
Final value not controlled.
Lecturer: Dr. John Witne 7
MP 427: PROCESS CONTROL & INSTRUMENTATION.
3.4 Feed Forward Control.
Changes detected and compensated for by adjusting another variable, often called “ratio
control”.
B
Xp = ------ . Xb
F+B
Calibrated dial
FLOW In terms of Xp
COMPUTER
METER
B, Xb
F
P, Xp
Salt solution mixer under feed forward control
COMPUTER F F TANK
& DIAL PROCESS 2
Stem position + Xp
VALVE
TANK +
B PROCESS 1
Advantages - correction before error reaches process, perfect control can be obtained.
- control action simple – no lags.
Disadvantages - All disturbances must be identified and controlled. An analysis of
the effect of variable needed control action set.
- Final value not controlled or measured.
Lecturer: Dr. John Witne 8
MP 427: PROCESS CONTROL & INSTRUMENTATION.
3.5 Combination Systems – can look after quick changes
The foregoing systems can be combined to give a mixture of controls which often gives more
satisfactory control of process than straight forward simple control.
Air Pressure Adding
Flow Meter
Controller unit
3.15 psig
Concentrated Brine
B. Xb
Water F
Air pressure 3.15 psig
600 GALS
Concentration
controller
Set point
Product
P 10 gpm
Xp
Salt solution mixer under feedforward-feedback control.
F
FLOW METER TANK
CONTROLLER PROCESS 2 Xp
Set Point F F
Xp CONCENTRATI + VALVE
TANK +
ON
+
CONTROLLER + + B ESS
PROC +
1 Xp Xp Xp
- Air Pressure
Lecturer: Dr. John Witne 9
MP 427: PROCESS CONTROL & INSTRUMENTATION.
3.6 Cascade Control – Pneumatic – operated by air pressure
Name given to two feedback loops superimposed on top of each other, generally the inside loop
is a quick acting loop for rapid disturbances, and the out side loop acting more slowly on long
term input changes. Two systems are illustrated below, draw the block diagrams.
Cascaded liquid-level control system.
Cascaded furnace control system
Lecturer: Dr. John Witne 10
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Secondary controlled variable
Primary controlled
variable
Flow set point
TRC FRC VALVE FLOW RATE
Tp + ep PRIMARY rs + es SECONDARY FINAL ELEMENT REST OF T
- bP CONTROLLER - bs CONTROLLER & PART OF
PROCESS
PROCESS
SECONDARY
CONTROLLED VARIABLE
MEASURING DEVICE
FT
PRIMARY CONTROLLED
VARIABLE MEASURING
DEVICE
TT
Block diagram of a cascade-control system.
For further reading on this subject see Webber (Reference 1) Chapter II.
4. Servo Operation and Regulator Operation
Closed loop control can be used for two slightly different functions.
Causing the final value of a process to change in response to changes in set point –
called servo action.
Causing the final value of a process to remain steady in spite of process input changes –
called regulator action.
A good example of a servo action control system is a chart recorder, where the pen position
varies according to changes in the set point, or in this case the input voltage to the recorder.
Another servo action is the change in room temperature when the temperature set point on an air
conditioner is changed.
Regulator action of an air conditioner would be observed when outside conditions change, and
the air conditioner operates to try and keep the room temperature constant.
Lecturer: Dr. John Witne 11
MP 427: PROCESS CONTROL & INSTRUMENTATION.
5. Steady State Analysis
The response of a process element or a controlled system can be divided into two portions, an
unsteady state response where the system is still undergoing change and steady state response
where the system has settled down.
This is illustrated below.
Steady state and transient behaviour of controlled variable; (a) when a set point change is made,
(b) when a load change occurs.
5.1 Simple Feedback
The simple block diagram below illustrates the simplest case of a feedback control circuit. Ko is
called the gain constant of the process (steady state gain, after all movement is over). The effect
of changing set point is first examined.
Error
Set point 0 to x Ko 0 to y out put
0 to z + - Ko - gain constant
0 to y
Block diagram for a change in Set Point
Lecturer: Dr. John Witne 12
MP 427: PROCESS CONTROL & INSTRUMENTATION.
5.1.1 Change in Set Point.
As indicated in Figure 2, initially all values of the variables around the loop, as well as the set
point, is zero. Then the set point is moved to z. The error takes on a value, x and the out put
takes on a value, y. The equations describing this system are:
x=z–y (1)
y = Ko x (2)
Our interest is in the value of the output. Eliminating x, we find
y =( Ko / 1 + Ko). z (3)
This value of y is attained instantaneously upon the change in set point, so for this particular
system, there is no transient between the initial and final values of the output. If the system were
ideal, the change in output would be the same as the change in set point. From equation 3 it is
apparent that this ideal is approached as Ko approaches infinity.
5.1.2 Change in Load Variable.
Turning now to the case for a change in load variable, refer to the block diagram shown in
figure 3. As in the previous example, all variables are initially zero. Then a change in load
variable occurs from zero to w, the set point remaining fixed at zero. Again the process has the
property of multiplying the error by Ko; similarly it multiplies the load variable change by the
“load gain,” KL ,
Load variable 0 to w 0 to KLw
KL
(No change)
0 to 0 + 0 to x Ko 0 to Kox + 0 to y
Set point - Error + Output
0 to y
Block diagram for a change in load variable.
from the diagram, the following equations can be written:
y = Kox + KLw (4)
x= -y (5)
Hence
y =( KL / 1 + Ko). W (6)
Lecturer: Dr. John Witne 13
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Since this is the case of regulator action, the ideal result would be no change in out put in spite
of the change in load variable. Equation 6 indicates that either a small value of K L or a large
value of Ko will be in the right direction.
Which is servo action and which is regulator action?
5.2 Stirred Tank Heater System
These simple systems are now enlarged to show the analysis of stirred tank heater system.
F 600F 18,000 LB/HR
Steam
Temperature 1600F
controller
Steam trap
Temperature
Transmitter
Steam condensate
Product
Physical picture of stirred-tank heater system.
The block diagram for the system is given below; where K is the steady state gain (or
multiplying or transforming factor) for each part of the process.
Process 2
TF KL
PS + e Controller Valve WS Process 1 + T
KC KV KP
PV
PT
KT
Transmitter
Lecturer: Dr. John Witne 14
MP 427: PROCESS CONTROL & INSTRUMENTATION.
It can be proved (Webber, Chap.IV) that for temperature change in load variable TF, the change
in output variable is given by
T = [KL / (1+KCKVKPKT)] TF ;
This is simplified to
T = [ KL / ( 1+ KO)] TF ; where KO = overall gain=KCKVKPKT
Usually the block diagram is rearranged to incorporate the transmitter and controller together in
the forward loop as illustrated below.
PROCESS 2
∆TF KL
PROCESS 1
+ ∆T
∆TS + ∆eT Ko =
KTKVKCKP
- +
This can than be analysed to give the steady state result for a change in set point ∆TS.
∆T = [(KTKVKCKP) / (1 + KTKVKCKP)] ∆TS = ( KO / 1 + KO ) ∆TS
These equations can be rearranged to give the results in terms of offset or variation from the
desired value.
∆TS - ∆T = ( 1 / 1 + KO ) ∆TS = offset for set point change
Lecturer: Dr. John Witne 15
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Offset for a change in set point.
6. Unsteady State Responses
In most cases the response of a process or part of a process is not instantaneous, and it takes a
period of time before the process has settled down to steady state after a change in input. While
the output is changing or moving towards its final value, the response is said to be “unsteady” or
“transient”, and the study of these transient responses is very important to the understanding of
control.
Generally three types of input disturbance are studied, they are as follows:-
Lecturer: Dr. John Witne 16
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Three common input functions used for studying the response of systems.
Because of its mathematical simplicity as well as its ability to reveal offset, the step function has
been used extensively in studying the transient response of systems, and is the general function
used in these notes.
6.1 Response of steered tank heater with no Control.
F lb/hr
o
TF F
M lb T
WS
F
Trap T
Figure 2. Stirred-tank heater.
Lecturer: Dr. John Witne 17
MP 427: PROCESS CONTROL & INSTRUMENTATION.
The unsteady state equation of change for the above heater can be obtained by carrying out a
heat balance over the system for a small time element ∆t or dt,
Heat input – heat output = accumulation.
FCpTF + WSλ - FCpT = Mcp dT/dt (1)
Where F = feed rate, lb/hr
Cp = heat capacity, Btu/lb, oF
TF = feed temperature, oF
WS = steam rate, lb/hr
λ = heat of vaporization of steam, Btu/lb
T = tank temperature, oF
M = mass of fluid in the tank, lb
t = time, hr
Mcp dT/dt + FCp = WSλ + FCpTF
Ws = Ws + ∆Ws
T = T + ∆T
Thus in equation _____
FCpTF + (WS + ∆Ws) λ - FCp(T + ∆T) = Mcp d (T+∆T) /dt (2)
TF to Constants
dT /dt = 0 because T constant
Prior to time = 0 when system was steady;
FCpTF + WSλ - FCpT = 0 (3)
Take (3) from (2)
∆Ws λ - FCp ∆T = Mcp d ∆T/dt
All the variables in this equation appear as deviations; hence it is known as the deviation
equation. With the understanding that Ws and T represent deviations, we can drop the change ∆.
WSλ - FCpT = Mcp dT/dt (4)
Comparing equation (4) with equation (1), only the first term FCpTF is missing from ŤŴ(4). ie
equation (1) less TF, which is not a deviation, could have been written as the deviation equation
right at the start .
Lecturer: Dr. John Witne 18
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Rearranging (4) M/F.dT/dt + T = (λ/FCp) Ws
τ = M/F is the time constant for the tank.
K = gain factor ; k = λ/FCp
τ dy/dt + y = Kx
This differential equation can be solved for a step input function of magnitude x for yi the initial
conditions for y at time t = 0.
y = yi e–t/τ + Kx (1 - e–t/τ )
This equation describes the variation of output (y) as a function of time, the final steady state
value of y can be obtained by considering a high value of t, which is as t infinity
y = Kx (as t infinity) K = y (output) / x (input)
This can be compared with the steady state equations used in section 5.
A more convenient form of the integrated equation for the tank is given by
Fractional response = [y – yi] / [yf – yi] = 1 - e–t/τ
For y = yi at time t = 0
A graph of the generalized first order response to a step input is given below
Fractional response of a linear, first order process to a step input.
Lecturer: Dr. John Witne 19
MP 427: PROCESS CONTROL & INSTRUMENTATION.
In the above analysis the stirred tank heater was represented by a first order differential
equation, and it is therefore called a first order process, or said to have a first order response.
Many simple processes are first order processes or can be approximated to by first order
equations.
Examples: ball mill, flotation cell, leaching vat, thermometer.
If we have a first order process, we can write down a first order equation for it immediately and
evaluate the constants from initial state and final state data given.
(at time t=τ note that the fractional response is 0.632 ( is a constant) ie if the process response is
known to be first order than the value of the time at 63.2% of final response gives the time
constant τ. )
Example: open circuit Ball Mill with liquid hold up 2M3. Feed rate of solids and water to mill
0.5M3 per minute. Given that this is a first order process, what is the time constant for the mill,
and if a step change occurs in the feed to the mill, (1) how long will it take before a 50%
response can be measured at the mill outlet, measuring time taken from the instant of feed
change.
[(y – y1) / (yf - yT)] = 1 - e–t/τ
0.5 = 1 - e–t/τ
0.5 – 1 = e–t/4
-0.5 = e–t/4
–t/4
= - ln 0.5
–t/4 = - 0.693
- t = -0.693 * 4
t = 2.772 minutes
Assume this will normally operate at a pulp density of 1.5 for a solids feed rate of 0.5 tons per
hour. The water flow remains unchanged but the feed rate decreases to 0.4 tons per hour and
eventually the mill density falls to 1.4 units where it remains.
(2) What is the steady state K value or gain factor for the mill? (3) What is the complete
equation for the response of the system to a step change in feed rate.
y x
pi = 1.5 0.5
pf = 1.4 0.4
∆y = 0.1 ∆x = 0.1
Lecturer: Dr. John Witne 20
MP 427: PROCESS CONTROL & INSTRUMENTATION.
(2) K=∆y/∆x
K = ∆ output / ∆ input
= 0.1 / 0.1
= 1.0
(3) y = yi (e–t/τ )+ Kx (1 - e–t/τ)
∆p = Kx (1 - e–t/τ)
∆p = x (1 - e–t/τ)
τ = M/F = 2 / 0.5 = 4
Therefore
∆p = x (1 - e–t/4)
Where x = change in feed rate of solid.
When we were considering steady state only, we showed the block diagram for the process with
a K value in the block which was the conversion factor for converting input to output. We now
know that we can represent time effects by means of a first order differential equation for first
order systems, so the full time equation can be shown in the process block as follows:
x τ dy/dt + y = Kx y
We use the differential form of the equation, because x could be a step, ramp change or any
other shape.
Note that there are some parts of a system that react instantaneously, so there are no transient
effects due to time. Change of water flow in a pipe with change in pressure can be said to be
instantaneous, and for these systems we still use a block diagram with just a gain factor K in the
block.
Lecturer: Dr. John Witne 21
MP 427: PROCESS CONTROL & INSTRUMENTATION.
6.2 Response of steered tank heater with Closed Loop Proportional Control.
(a) Set Point Change
The physical and block diagram for the heater with closed loop control is given below.
F, TF
Temp controller
Ts Proportional
Set Point action
Air pressure
Signal to
Valve Pv T
Steam
Ws
M
Temperature Bulb
FT
Trap
Condensate
Stirred – tank heater with temperature control system.
Process
Valve
TS + eT Pv Ws τ dT/dt + T = KPWs T oF
o
F
KCKT Psi
KV lb/hr
-
Lecturer: Dr. John Witne 22
MP 427: PROCESS CONTROL & INSTRUMENTATION.
From the above it can be seen that valve and the controller / transmitter are considered
instantaneous in action (no time dependant terms) whilst the heater of course is a first order
system.
It can be proved that the overall response of the system to a step change in set point can be
given by:
T =( KoTs) / (1+Ko) {1 – exp [(- t )/ τ/(1+Ko)]}
Where Ts is the change in set point from its original position and Ko the overall gain or open
loop gain.
Inspection of the formulae above shows that for high values of Ko the value of T approach
closely Ts at steady state, and the speed of response is improved with high values of Ko
(compare this response with the mixer response with the no control). Ko can be varied in
practices by adjusting the value of Kc, the controller gain. Controller gain is changed by moving
a dial knob or screw.
Practical Exercises to be carried out – closed loop and open loop responses on process control
simulator, comparison of theoretical curves with actual curves.
(b) Changes in load variables.
The block diagram below represents our mixer system with changes in load variables,
feed temperature TF and feed rate F. Again changes transmitted through the mixer
system are represented by first order differential equations.
Process 3
F τ dT/dt + T = KFF
Process 2
+
TF τ dT/dt + T = KTFTF +
Controller Valve Process 1
+ eT Pv Ws ++ T
Ts KCKT KV τ dT/dt + T = KPWs
- psi lb/hr
Complete block diagram of temperature control system.
Lecturer: Dr. John Witne 23
MP 427: PROCESS CONTROL & INSTRUMENTATION.
τ dT/dt + T = KTFTF - Ko T
Rearrangement to the standard form yields
(τ/1+Ko) dT/dt + T =[(KTF) / (1+ Ko)] TF
The solution for STEP change in TF is given by:
T = ( KTFTF) / (1+ Ko) {1 – exp [(- t ) /τ/(1 + Ko)]}
Where TF; is the magnitude of the step change in feed temperature.
The solution for STEP change in F is given by:
T = ( KFF) / (1+ Ko) {1 – exp [ - (t ) /τ/(1+Ko)]}
Where F; is the magnitude of the step change in feed rate.
Compare these equations with the steady state responses and with the changes for set point
adjustment.
As with closed loop and set point adjustment, high values of Ko give faster circuit responses and
less offset. In actual practice when Ko becomes very large the control loop can become unstable
and oscillate continuously, so usually it is impossible to eliminate offset completely using high
values of Ko (Kc) only.
Further reading and exercises. See Webber Chapter IV.
7. Controller Actions
We have already come across on/off controllers (home heating example) and simple
Proportional Action controllers (previous chapter) but in most commercial applications more
complicated controller actions have been devised to allow improved control and improved
overall circuit characteristics. Control actions are discussed in brief below.
7.1 Proportional Action.
Amount of control action is proportional to the error signal, the larger the error the larger the
signal. Many controllers are pneumatically operated and the equation for a proportional
action pneumatic controller is given by the following
P = Kc.e
Where P = change in controller output pressure, psi
Kc = controller gain, psi / psi
e = change in error, psi
Lecturer: Dr. John Witne 24
MP 427: PROCESS CONTROL & INSTRUMENTATION.
In some texts, the controller and transmitter are considered as a single unit to obtain a unity
feedback configuration. When this is done, the controller gain is the product, KCKT, where
KC and KT are shown in one block and the formulae is modified accordingly, usually
inspection will show what is being considered.
In some controllers the control dial indicates the KC value of the controller, but often dial is
calibrated in proportional band width. The output of the controller varies between 3.0 and
15.0 psi. Over the full control range, even with very high KC values the maximum output of
the controller is 15 psi, and to get the effect of high K values it is necessary to reduce the
range of operation.
For example for a controller output of 3–15 psi, with a Kc = 1.0 the controller output would
be 3-15 psi. This is said to be 100% proportional band width.
For a Kc of 2.0 the output would theoretically change by 24 psi for a 12 psi change in input,
so the total output pressure would be 27 psi at 15 psi input pressure. This can not be because
of physical restrictions, the supply pressure is a maximum of 20 psi, so the effect has to be
obtained in another way. This is achieved by making the controller have a Kc of 2.0, but
only over a limited range as illustrated below for a temperature transmitter and controller
system.
Lecturer: Dr. John Witne 25
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Control action is only exerted over a very small band or proportional band, outside this band,
changes in input produce no change in control action. The formulae for proportional bandwidth
are given by:
P.B.W = 100% / Kc
For very large values of Kc or very small values of P.B.W, the controller operates virtually as an
on/off controller (P.B.W. < 1%).
7.2 On Off Action.
Generally the simplest and cheapest forms of control, home heating and laboratory heater are of
this type.
The following physical and block diagram will be used for an on/off controller with a set point
of 150oF. With a standard air to open valve, the out put of the controller is 15psi when the
temperature is less than 150oF and 3 psi for temperature greater than 150oF.
Lecturer: Dr. John Witne 26
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Ts
On-Off
Set Point Control
Air Pressure
Pv Signal to
Steam valve
Ws
temperature
bulb
T
F, T
Trap
M
Condensate
On-Off
Control
Valve Process
+ e Pv Ws
T KV T τ dT/dt + T = KPWs
Ts
_
Block diagram for on-off control of tank temperature.
Assuming the process starts with a mixer temperature of 60oF the following theoretical response
curve is obtained
Response of Tank Temperature during start-up under on-off control.
Lecturer: Dr. John Witne 27
MP 427: PROCESS CONTROL & INSTRUMENTATION.
At 150oF the valve opens and closes rapidly holding the temperature constant. In actual practice
the response of the valve etc is not instantaneous, and what is called overshoot occurs and the
system will oscillate about 150 oFas illustrated below.
This rapid cycling can wear out the valve and seats and controls very quickly and it is normal to
slow down oscillations by employing a “differential gap” in the controls which allows more
time between switching. A 2oF differential gap would close the steam value at 151oF and only
open it again when the temperature falls to 149 oF. This slows down the cycle as illustrated
below.
A comparison between on/off control and proportional action control on startup is given below
Lecturer: Dr. John Witne 28
MP 427: PROCESS CONTROL & INSTRUMENTATION.
7.3 Integral Action or Floating Control.
With proportional control, corrective action continues as long as there is an error, but the action
ultimately reaches a constant value that is proportional to the offset. To remove offset, a
different kind of corrective action is required, one that continues to grow or increase with time
as long as the error does not decrease to zero or change its sign. This property will eventually
force the controlled variable back to the set point. Although there are many types of controller
actions that can remove offset in this manner, “integral action” is the most widely used in
process control. It is sometimes referred to as “reset action” since it accomplishes the same
result as the purposely introduced offset referred to previously in connection with proportional
action alone.
With integral action, the controller output is proportional to the integral of the error.
Mathematically it is described by the following equation:
P = 1/Ti ∫ e dt
Where P = change in controller output pressure, psi
Ti = integral time, time units
e = change in error, psi
Physical and block diagram for integral action are given below.
INTEGRAL Fs = SET POINT
CONTROLLER
p
3-15 PSIG SIGNAL 3-15
PSIG SIGNAL
DIFFERENTIAL
PRESSURE
TRANSMITTER
X
PS = SUPPLY PRESSURE F = FLOW RATE
ORIFICE METER
Physical Picture of Flow Control System
Lecturer: Dr. John Witne 29
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Ps KL
Controller
Transmitter Valve-Process +
Fs eF P F
KT e
1/Ti ∫ e dt KV +
+
_
Block diagram of flow control system.
7.4 Proportional Integral Action (or proportional, reset).
The initial slowness of integral action can be compensated for by using a combination of
proportional and integral action. This combination is more widely used than any other and is
described by the equation
P = Kc (e + 1/TR ∫ e dt ) (22)
Where Kc = proportional gain, psi/psi
TR = reset time, time units
Response of proportional-integral controller to step input.
Lecturer: Dr. John Witne 30
MP 427: PROCESS CONTROL & INSTRUMENTATION.
7.4.1 Reset windup
This is the name given to the memory effect of the integral action controller which continues to
operate when the process is shut down. When a process is shut down usually there is some error
or deviation present, the integral action “sees” this and continues to calculate a corrective action.
By the time the process is switched on again a large amount of corrective action is built up
inside the controller, and this will continue to act strongly causing the controller to over shoot
badly and only slowly return to normal control. This problem is caused by the design of
pneumatic controller where the integral action is produced by air entering a bellows through a
small orifice.
The bellows continue to fill up air during shut down, and the air can only be released very
slowly through the orifice once the process is back in operation. The net effect is one of
changing the position of the proportional band and this is illustrated below.
Reset windup can be overcome by introducing a switching mechanism within the controller
which shuts off the integral action when the controller is switched off, or by starting up with the
valve manually controlled, and only switching to automatic when the output has stabilized.
Lecturer: Dr. John Witne 31
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Automatic- manual switch
Controller Valve Process
Manual regulation of
pressure to valve
Illustration of automatic-manual switch used during start-up under manual control.
7.5 Derivative Action.
We have seen that the addition of proportional action to integral can significantly reduce the
error in a system. A third controller action, “derivative” or” rate” action, is sometimes beneficial
for improving the stability of a system or for reducing overshoot. This action senses the rate of
change of the error and contributes a component of the output pressure which is proportional to
this rate. Therefore, for purely derivative action, the behavior is:
P = T’D de/dt (31)
Where T’D is a proportionality constant. One problem with purely derivative action is that when
the error is constant, there is no corrective action at all. Since this is undesirable, derivative
action is always combined with proportional and frequently with proportional plus integral. The
corresponding mathematical descriptions of this actions are
P = KC (e + TD de/dt) (32)
And
P = KC (e + 1/TR ∫ e dt + TD de/dt) (33)
Where TD = derivative time, time units
In contrast to integral action, which tends to lag behind the input signal, derivative action tends
to lead the input. This is illustrated by the response of a proportional-derivative controller to an
error function in the form of a ramp:
e= 0 t<0
mt t>0
where m = constant
Substituting this expression into Equation 32, the result is
P = KC mt + KC TD m
Lecturer: Dr. John Witne 32
MP 427: PROCESS CONTROL & INSTRUMENTATION.
The first term on the right is the contribution to the output from proportional action and the
second is that from derivative action. A sketch of this result is presented in Figure 14. The
proportional-plus-derivative output leads the proportional only contribution by the derivative
time, TD. Therefore, derivative action has the effect of anticipating the input so it is sometimes
referred to as “anticipatory control” or “preact control.”
Response of proportional-derivative controller to ramp input.
Derivative action is not as widely employed as integral and proportional actions. Integral action
is frequently a necessity, to remove offset, but the advantages to be derived from derivative
action are usually less obvious. It is sometimes used in controllers for batch processes to avoid
overshoot of the set point.
It also is helpful in improving the response of certain types of processes since it tends to
increase the stability of a control system, thus permitting the use of higher controller gains.
Some control systems are not improved by the addition of derivative action. For example, if
significant pure delays are present, then derivative action is unlikely to be of much benefit. It is
not recommended for flow control systems. The reason for this is that flows are usually
turbulent, and therefore “noisy”. This noise is sensed to some extent by the flow meter and
transmitter and would be amplified by derivative action, causing undue wear and tear on the
control valve.
Lecturer: Dr. John Witne 33
MP 427: PROCESS CONTROL & INSTRUMENTATION.
8.0 Hardware Elements of a Control System.
8.1 Definition of Hardware.
In every control configuration we can distinguish the following hardware
elements;
Lecturer: Dr. John Witne 34
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Lecturer: Dr. John Witne 35
MP 427: PROCESS CONTROL & INSTRUMENTATION.
8.2 Use of Digital Computers in Process Control
Lecturer: Dr. John Witne 36
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Lecturer: Dr. John Witne 37
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Lecturer: Dr. John Witne 38
MP 427: PROCESS CONTROL & INSTRUMENTATION.
9.0 Distributed Control System
The hierarchy below is common to all Distributed Control Systems.
Operations & Management Level
Management reporting & monitoring of plant operations.
Control Systems Engineers for system administration
Control Level
Plant operators control the operations of the plant on this level.
Field Level (Equipment/Sensor level)
Technicians install, maintain and troubleshoot equipment, sensors.
Control systems engineers configure equipment to control equipment.
Distributed Control System Hierarchy
Lecturer: Dr. John Witne 39
MP 427: PROCESS CONTROL & INSTRUMENTATION.
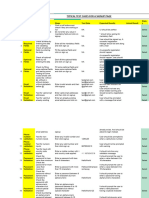
9.1 CONTROL SYSTEMS IN PNG
No. Control HMI Location
System/SCADA
1 Foxboro DCS FoxView Lihir – Process Plant
2 Yokogawa DCS CENTUM VP MMJV - Hidden Valley
3 Delta-V DCS Intellution/IfIX Porgera
4 Bailey DCS Conductor NT Ok Tedi
5 Allen Bradley PLC Foxview Lihir
Ok Tedi
MMJV
6 Schneider PLC Factory Link Lihir – Power Stations
Intellution/IFIX Porgera Process Plant
7 GE Fanuc PLC Foxview Lihir – Mill Motor
CITECT Ok-Tedi
8 Siemens PLC Simatic Panel Lihir
10.0 Instrumentation
Instruments in process control systems are the eyes and ears of a mineral processing plant; they
vary from the simplest thermometer for monitoring process temperature to the more
complicated on-stream particle size or metals analyzer for particle size analysis and metal
analysis respectively. The instruments are usually online and monitor real time conditions of the
process and the raw data or signals are transferred electronically to a control Center for
corrective actions when and where it is required.
Let us look at some of the most common instruments used for monitoring real-time conditions
of a unit operation in a mineral processing operation.
10.1 Rock Level & Stockpile Control (Crushing & Screening Circuit)
Rock level and stockpile level is measured continuously by means of an ultrasonic transducer
assembly in a manner analogous to sonar. Ultrasonic pulses from a transmitter mounted face
downwards over dumping bay or stockpile are reflected back to the receiver which converts
sound pressure to an electrical signal. Specific ranges in meters are set to detect high & low
Lecturer: Dr. John Witne 40
MP 427: PROCESS CONTROL & INSTRUMENTATION.
conditions by placing sensors in suitable locations. A high condition warns trucks at the
dumping pocket by illuminating red light and /or increase the speed of feeder belt. A low
condition does likewise but decreases discharge feeder belt speed.
10.2 Grinding Circuit
Grinding circuit is a very important unit operation in a mineral processing plant. The main
objective of a grinding circuit is to produce a product of right size and specification for other
downstream unit operations like the flotation circuit, leaching plant and the gravity separation
plant. The main load variable to the grinding circuit is the mill feed, mill water, cyclone
underflow, regrind feed from flotation and tailings from the gravity circuit. Control strategies
are put in place to achieve the main objectives of the grinding circuit are discussed below.
10.2.1 Ore Feed Rate to Mill
Feed rate of solids or mass of solids to the grinding mill is normally via a moving conveyor belt
and it is normally monitored by a weighbridge assembly consisting of a carriage, / weighbridge
assembly (weightometer), belt speed sensor & an Integrator. Belt speed & load are converted to
a mass flow rate. Mass flow rate on the belts are manipulated by alterations of speeds of a
variable speed motor that drives the apron feeder. The mill control system looks at the feed rate,
power draw and lift pressure values together with other information received like pulp density,
sump level, stockpile level etc. The control system then converts the signals and instructs the
variable speed apron feeder to increase or decrease the mill feed.
Many modern plants now use mass-flow integration to obtain a continuous recording of dry
tonnage of material from pulp streams. The mass-flow unit consists essentially of an
electromagnetic flowmeter and a radioactive source density gauge fitted to a vertical pipeline
carrying the upward-flowing ore stream.
The fundamental operating principle of the magnetic flowmeter is based on Faraday’s law of
electromagnetic induction, which states that the voltage induced in any conductor is as it moves
across a magnetic field is proportional to the velocity of the conductor. Thus, providing the pulp
completely fills the pipeline, its velocity will be directly proportional to the flow rate.
Lecturer: Dr. John Witne 41
MP 427: PROCESS CONTROL & INSTRUMENTATION.
Generally, most aqueous solutions are adequately conductive for the unit and, as the liquid
flows through the metering tube and cuts through the magnetic field, an emf is induced in the
liquid and is detected by two small measuring electrodes fitted virtually flush with the bore of
the tube, the flow rate then being recorded on a chart or continuously on a integrator. The coil
windings are excited by a single-phase AC mains supply and are arranged around the tube to
provide a uniform magnetic field across the bore. The unit has many advantages over
conventional flow-measuring devices, notable ones being that there is no obstruction to flow;
pulp, and aggressive liquids can be handled; and it is immune to variations in density, viscosity,
pH, pressure or temperature.
10.2.2 Mill Water Addition
Maintaining an optimum pulp density in a mill is very important. High slurry will result in a
more viscous material leading to an increase in mill pressure and power. A low slurry density
may lead to a wash out of material resulting in a decrease in residence time, high power draw,
less efficient grinding and high liner & ball wear. An electro – pneumatic valve is normally used
to control feed water to mill based on signal received from controller based on ore feed rate to
mill.
Lecturer: Dr. John Witne 42
MP 427: PROCESS CONTROL & INSTRUMENTATION.
10.2.3 Mill Discharge Sump Level
Continuous monitoring of mill discharge levels in a grinding circuit is very important. Limits
are set to avoid overflow which can lead to mill shut down or reduced feed rate. On the other
hand an empty sump could lead to pump damage. To monitor sump levels ultrasonic levels
probes/sensors are employed to continuously monitor the level of all mill discharge sumps. The
level sensor is placed over the mill sump and the transducer generates short burst of ultrasonic
energy, transmitted to the surface of the pulp. The receiver receives the ultrasonic waves that
strike the slurry surface & return. Time taken for echo to return is converted to an indication of
the depth. The controller sends signal to the variable speed drive motor to vary speed of the
apron feeder feeding the mill or variable speed sump pump to increase or decrease pumping
rate.
10.2.4 Pulp Density Measurement
Most Mill discharge is in the form of slurry which initially feeds the hydrocyclone and the
flotation circuit, gravity circuit and the leaching tanks via the hydrocyclone overflow. The slurry
should always be of the desired pulp density for effective separation. Flow tubes and nuclear
density gauges are frequently used for flow and density measurement. In a magnetic flow meter
a pair of magnetic coils are housed within a casing, when energised produces a magnetic field.
Slurry as a conductor flowing perpendicular to magnetic field induced voltages. Two electrodes
fitted through the wall of the tube pickup voltage signal and transfer to the transmitter.
Nuclear density gauge is normally arranged along slurry pipe line feeding the hydrocyclones or
other circuits as mentioned above for measuring density. Majority of the density sensing &
measuring application, caesium (Cs) 137 is used as the radioisotope. Sources sizes normally
vary between 200 – 2000 millicuries (mCi) as a function of pipe diameter & specific gravity
span. There are three basic type of gamma ray detectors:- Geiger tube, the ionisation chamber &
scintillation detector. The Ok Tedi Copper Concentrator uses a scintillation tube that picks up x-
rays transmitted across slurry, converts that to milli-volts & sent it to the transmitter.
Lecturer: Dr. John Witne 43
MP 427: PROCESS CONTROL & INSTRUMENTATION.
The density of the slurry is measured automatically and continuously in the nucleonic density
gauge using the radioactive source. The gamma ray produced by this source pass through the
pipe walls and the slurry at an intensity that is inversely proportional to the pulp density. The
rays are detected at a high-efficiency ionisation chamber and the electronic signal output is
recorded directly as pulp density. The instrument must be calibrated initially “0n stream” using
conventional laboratory methods of density analysis from samples withdrawn from the line.
The controller then sends a signal (4 – 20 mA) to the automatic water control valves on water
lines feeding mill discharge sumps. The electro-pneumatic positioned mounted on the valve
accept the 4 – 20mA input signal & functions as an integrated current to pressure convertor,
amplifier & controller. It converts the analogue signals to a 3 – 15 psi signal which modulates
plant air supply to the pneumatic valve actuator which is fitted on the valve & opens / closes
valve with respect to signal received.
Lecturer: Dr. John Witne 44
MP 427: PROCESS CONTROL & INSTRUMENTATION.
10.3 Froth Flotation Control
The main focus in flotation control is to maintain grade & recovery to produce target metal
tonnes. In-stream analysers for monitoring metal contents & % solids, lime for pH control,
Collectors & frothers for conditioning & collecting sulphide minerals that carry metals of
interest, aeration intensity to support that, level measurements to prevent overflows & maintain
pulp depth, and density & flow meters for flow & density measurements.
10.3.1 Particle Size Monitor (PSM)
A PSM is designed for continuous on-stream measurement of particle size & percent solids in
slurry. Measurement of particle size leads to improvement in the efficiency of the grinding
process. Maintaining the optimum grind by continuous measurement of a particle size leads to
maximum profit.
Normally a fraction of cyclone overflow (flotation feed) is directed to a launder where it’s
sucked into the PSM. The PSM system consists of three sections; thr air eliminator, the sensor
section and the electronic section. The air eliminator draws a sample from the process stream
and entrained air bubble is removed before the sample is passed into the sensor compartment,
where samples flow through a pair of high frequency ultrasound transmitter/receiver transducer
for sensing size. Measurement depends on the varying absorption of ultrasonic waves in
suspension of different particle sizes. Since solids concentration also affects the absorption of
ultrasonic radiation, two pairs of transmitters and receivers, operating different frequencies, are
employed to measure particle size and solids concentration of the pulp. The sample then flows
through another pair of low frequency transducer for percent solids. The processing of this
information is being performed by the electronic section. The analogue signals (4 - 20 mA) is
sent to the controller for process trends and control.
10.3.2 Flotation pH Control
The pH control in most flotation circuits are achieved by the addition of lime. Lime is normally
rationed to ore feed rate. To monitor pH in order to control lime addition at specified points, pH
probe and / or sensor with their transmitters & associated instruments are employed at specific
locations. pH as detected using the hydronium ion theory is transmitted in the form of millivolts
(mV) from the probe to a pH transmitter. The transmitter is a pH to current (pH/I) transmitter /
Lecturer: Dr. John Witne 45
MP 427: PROCESS CONTROL & INSTRUMENTATION.
convertor. This transmitter converts mV signals to current or analogue signals (4 – 20mA) and
sends that signal to the controller where it is compared against pH set point. It also converts
signals in physical pH value & displays that on the transmitter screen for display. The controller
then determines what action to take & converts that decision into analogue signals (4 – 20mA)
and sends it back it back to the lime addition valve. It has a current to pressure (I/P) converter
that converts analog (4 – 20mA) signals to pressure (3 – 15psi) which is air that is used to
control a positioned that opens/closes valves on the lime line depending on signals received
from the controller.
10.3.3 Multi-Element Probe (MEP) On-Stream Analyser (ISA).
Thermo gamma-Metrics Multi-Stream and / or single stream analysers (MSA) incorporates an
XRF online or in-stream analysis instrument that provides real-time continuous online analysis
of key metals & pulp density for control of mineral processing plants. At Ok Tedi Mine, copper
(Cu), Iron (Fe), % solids & specific gravity of slurry are measured on line using the technology.
Knowing amount of copper in feed, that in the concentrate, final tails and other locations within
the flotation circuit is extremely important for grade & recovery control & to optimise operation
to meet copper tonnage production target.
The principle of on-line chemical analysis basically consists of a source of radiation which is
absorbed by the sample and causes it to give off fluorescent response radiation characteristic of
each element. This enters a detector which generates a quantitative output signal as a result of
measuring the characteristic radiation of one element from the sample. The detector output
signal is generally used to obtain an assay value which can be used for process control.
Lecturer: Dr. John Witne 46
You might also like
- CPB 30004 - CHAPTER 1 - INTRO Sept 2014Document52 pagesCPB 30004 - CHAPTER 1 - INTRO Sept 2014Ashwin MNo ratings yet
- Service Manual - Cid45b13Document37 pagesService Manual - Cid45b13trutleptNo ratings yet
- Army - stp21 24 - Soldier's Manual of Common Tasks - Warrior Skills Level 2, 3, and 4Document328 pagesArmy - stp21 24 - Soldier's Manual of Common Tasks - Warrior Skills Level 2, 3, and 4Meowmix100% (15)
- Auto PrelimDocument3 pagesAuto PrelimJanoel LucañasNo ratings yet
- Control StrategyDocument44 pagesControl StrategyAyunie FazlinNo ratings yet
- Piping and Instrumentation Diagram (P&Id) : By: Rod Mhark C. Carcuevas BSEE V-3Document34 pagesPiping and Instrumentation Diagram (P&Id) : By: Rod Mhark C. Carcuevas BSEE V-3Anthony SamonteNo ratings yet
- Application of Fuzzy Controller in Drum Water-Level Control: Zhuo Wang Qiang WangDocument3 pagesApplication of Fuzzy Controller in Drum Water-Level Control: Zhuo Wang Qiang WangGnana Prakash JanarthananNo ratings yet
- Don Bosco Technological Institiute: RationaleDocument19 pagesDon Bosco Technological Institiute: RationaleRegina WayiNo ratings yet
- Proportional Valves For Closed-Loop Control of Inert Gases in Process AutomationDocument9 pagesProportional Valves For Closed-Loop Control of Inert Gases in Process AutomationmodsimcaNo ratings yet
- © Career Avenues A1Document160 pages© Career Avenues A1Nomee PatelNo ratings yet
- 7-Liquid Level ControlDocument83 pages7-Liquid Level ControlJaneider GomezNo ratings yet
- Sect 21d P Electl SwitchborDocument26 pagesSect 21d P Electl SwitchborAmmar Khalid MayoNo ratings yet
- Process Control Fundamentals - ADDDocument115 pagesProcess Control Fundamentals - ADDAsifNo ratings yet
- Process ControlDocument14 pagesProcess ControlHozaifa MohammedNo ratings yet
- Control Chapter 5 - RemoteDocument86 pagesControl Chapter 5 - RemoteWilmar Antonio Zuluaga ArangoNo ratings yet
- CLO 1 Introductory Handouts Linked To LO 4Document36 pagesCLO 1 Introductory Handouts Linked To LO 4Mnera AlmansoorieNo ratings yet
- Level Control TrainerDocument50 pagesLevel Control TrainerAlok Kumar100% (1)
- LAB 2 (Level)Document5 pagesLAB 2 (Level)DAYANG NUR SYAZANA AG BUHTAMAMNo ratings yet
- TA Compact P Brochure New Dec2014Document12 pagesTA Compact P Brochure New Dec2014Kiril AckovskiNo ratings yet
- Control of Simple Distillation TowerDocument46 pagesControl of Simple Distillation TowerDian Ardiansyah100% (1)
- Control Valve Selection Guide - Valve Selection - Valve HandbookDocument21 pagesControl Valve Selection Guide - Valve Selection - Valve Handbook2g2qscbv5pNo ratings yet
- 6-Level MeasurementDocument76 pages6-Level MeasurementNathali SalinasNo ratings yet
- Inst PrabhaDocument29 pagesInst Prabharaj guptaNo ratings yet
- Process Control LoopsDocument40 pagesProcess Control LoopsjohnNo ratings yet
- Temperature Control: On-Off ControllerDocument9 pagesTemperature Control: On-Off Controllerdivyansh kashyapNo ratings yet
- Unit 1 Control SystemDocument86 pagesUnit 1 Control SystemVijay Ct67% (3)
- Control & InstrumentationDocument38 pagesControl & InstrumentationShahNo ratings yet
- Ahmedabad Municipal CorporationDocument40 pagesAhmedabad Municipal Corporationkishore vpNo ratings yet
- 06 SMP of SWAS Analyser Ver-03-Rev-01-2021Document8 pages06 SMP of SWAS Analyser Ver-03-Rev-01-2021Sandeep PatialNo ratings yet
- 13049-03-MIS-003 - Well Head Control PanelsDocument12 pages13049-03-MIS-003 - Well Head Control PanelsJuan Pablo Sanchez MelgarejoNo ratings yet
- Tutorial Aspen DynamicsDocument20 pagesTutorial Aspen DynamicsRobbie_LOCO100% (2)
- Moisture Analyzer: Angger Sembodo LNG Academy 6 Electrical & Instrumentation 6516010047 2018Document15 pagesMoisture Analyzer: Angger Sembodo LNG Academy 6 Electrical & Instrumentation 6516010047 2018Nelli Eka Novita SariNo ratings yet
- Ch.01 Introduction - AssignmentDocument2 pagesCh.01 Introduction - AssignmentThảo Đặng Ngọc ThanhNo ratings yet
- Project 111Document65 pagesProject 111Sifa Tsalsabila HasyifahNo ratings yet
- IJETR031972Document7 pagesIJETR031972erpublicationNo ratings yet
- Control Chapter 5 - RemoteDocument87 pagesControl Chapter 5 - RemoteJhonny PerezNo ratings yet
- Lab ManualDocument75 pagesLab ManualaathiraNo ratings yet
- MC90 Appendix B Actuators and ControllersDocument10 pagesMC90 Appendix B Actuators and ControllersMobin GhariNo ratings yet
- 1815 13 PDFDocument24 pages1815 13 PDFsiamak001No ratings yet
- Basic Pneumatic Control Course: David Strain (905) 640-2333 Web: EmailDocument44 pagesBasic Pneumatic Control Course: David Strain (905) 640-2333 Web: Emaildi2krenNo ratings yet
- PClesson 01 IntroDocument4 pagesPClesson 01 IntroBhabanirajasNo ratings yet
- CFS PICV Brochure 16pp V2 LO-RES PDFDocument16 pagesCFS PICV Brochure 16pp V2 LO-RES PDFLeo_1982No ratings yet
- Basic Process ControlDocument38 pagesBasic Process ControlBoris bryan AletanuNo ratings yet
- Managing Your Building Automation SystemDocument85 pagesManaging Your Building Automation SystemNadeem HassoonNo ratings yet
- Unit 5 Closed Loop ControllersDocument64 pagesUnit 5 Closed Loop ControllersHriday AryaNo ratings yet
- Lesotho - Pre Presentation - 24112023 - Inst - V1Document22 pagesLesotho - Pre Presentation - 24112023 - Inst - V1Yogesh SonawaneNo ratings yet
- Catalog Đ NG H SchneiderDocument47 pagesCatalog Đ NG H SchneiderViệt Đỗ ĐứcNo ratings yet
- 02-Notes On Fundamentals of Basic InstrumentationDocument44 pages02-Notes On Fundamentals of Basic InstrumentationChristian Breth BurgosNo ratings yet
- Reporter: John Alvin B. SerenioDocument25 pagesReporter: John Alvin B. SerenioPrincess CutabNo ratings yet
- EhtcDocument38 pagesEhtcPardeepChahal100% (1)
- 3 Advanced ControlDocument10 pages3 Advanced ControlCupa no DensetsuNo ratings yet
- 2142 2 Frequency Response: Semester 5Document9 pages2142 2 Frequency Response: Semester 5Dwayne JohnsonNo ratings yet
- Instrumentation and ControlDocument9 pagesInstrumentation and ControlSeyitan AgbajeNo ratings yet
- 1700 StandarDocument16 pages1700 Standarnvhoang0185No ratings yet
- Schneider - Medidor de Energía Ion Catálogo-Pm2000 - Plsed310053en - WebDocument53 pagesSchneider - Medidor de Energía Ion Catálogo-Pm2000 - Plsed310053en - WebpeterNo ratings yet
- PC Lessons On Process ControlDocument156 pagesPC Lessons On Process ControlNsidibe Michael EtimNo ratings yet
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Automatic Controls for Heating and Air Conditioning: Principles and ApplicationsFrom EverandAutomatic Controls for Heating and Air Conditioning: Principles and ApplicationsRating: 4 out of 5 stars4/5 (2)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Analog Circuit Design: A Tutorial Guide to Applications and SolutionsFrom EverandAnalog Circuit Design: A Tutorial Guide to Applications and SolutionsRating: 3.5 out of 5 stars3.5/5 (6)
- Variable Displacement Axial Piston Pump Type V80M: Product DocumentationDocument22 pagesVariable Displacement Axial Piston Pump Type V80M: Product DocumentationY.EbadiNo ratings yet
- Assignment AgricultureDocument5 pagesAssignment AgricultureSiLLa ÀntoNyNo ratings yet
- Narrative Report DraftDocument4 pagesNarrative Report Draftbea.juanitasNo ratings yet
- Application For Property Tax Abatement Exemption: Texas Comptroller of Public AccountsDocument3 pagesApplication For Property Tax Abatement Exemption: Texas Comptroller of Public AccountsNnamdi AzikeNo ratings yet
- Oracle EBS Succession Planning Deploying Talent Matrix ADF ComponentDocument18 pagesOracle EBS Succession Planning Deploying Talent Matrix ADF ComponentAhmed HelmyNo ratings yet
- Shongololos-Shoes English Bookdash-FKBDocument19 pagesShongololos-Shoes English Bookdash-FKBlaurie fabbriNo ratings yet
- Fish Processing LMDocument187 pagesFish Processing LMKharxz Hanz Christian GalendezNo ratings yet
- Eowave Weather Drones Building Instructions 3Document6 pagesEowave Weather Drones Building Instructions 3wfarnabydosNo ratings yet
- Design Thinking DissertationDocument5 pagesDesign Thinking DissertationPayForPaperSingapore100% (1)
- Learning Delivery Modalities - PORTFOLIODocument39 pagesLearning Delivery Modalities - PORTFOLIOSandy LagataNo ratings yet
- DN034Document29 pagesDN034Roberto FelicioNo ratings yet
- VPMA Foundation Board of Directors Recruitment & Leadership PacketDocument19 pagesVPMA Foundation Board of Directors Recruitment & Leadership PacketNadine RobertsonNo ratings yet
- 8 - Sto. Tomas v. Salac, G.R. No. 152642, November 13, 2012 (En Banc)Document3 pages8 - Sto. Tomas v. Salac, G.R. No. 152642, November 13, 2012 (En Banc)rommel alimagnoNo ratings yet
- E GovernanceDocument19 pagesE GovernanceZihan AbdullahNo ratings yet
- Process Safety in The Pharmaceutical Industry-Part IDocument20 pagesProcess Safety in The Pharmaceutical Industry-Part ISankar AdhikariNo ratings yet
- Remote Brand Sprint Template (Jake Knapp) - MoonsDocument19 pagesRemote Brand Sprint Template (Jake Knapp) - Moonsjuan manuel espejelNo ratings yet
- ImcfDocument64 pagesImcfHʌɩɗɘʀ AɭɩNo ratings yet
- Shreya Singhal V UOIDocument181 pagesShreya Singhal V UOIShreya ArunNo ratings yet
- Tiny Frontiers - Rules ExpansionDocument6 pagesTiny Frontiers - Rules ExpansionSekcerNo ratings yet
- CNC-Tutorial 2 Ver0.4Document41 pagesCNC-Tutorial 2 Ver0.4balaji817150No ratings yet
- 16 - Creating Interfaces - Using TypeScript With ReactDocument4 pages16 - Creating Interfaces - Using TypeScript With ReactLukeNo ratings yet
- Candidate's Signature: E-Admit Card - ProvisionalDocument4 pagesCandidate's Signature: E-Admit Card - Provisionalshubham vermaNo ratings yet
- The Movemenvt of 1950-51Document10 pagesThe Movemenvt of 1950-51Manish LamichhaneNo ratings yet
- Sales & Marketing Plan - CompletedDocument20 pagesSales & Marketing Plan - CompletedAna Nurul LailaNo ratings yet
- Icsid2019 Program Overview v0.1Document1 pageIcsid2019 Program Overview v0.1Radu IuliaNo ratings yet
- Fuchs & Lederer 2007Document20 pagesFuchs & Lederer 2007Marco R. ColombierNo ratings yet
- Typical Test Cases For A Signup PageDocument3 pagesTypical Test Cases For A Signup PageJoseph AremuNo ratings yet
- Goal Setting Canvas Zig PDFDocument2 pagesGoal Setting Canvas Zig PDFPuneet GuptaNo ratings yet
- Mutation - Mutant StrawberryDocument1 pageMutation - Mutant StrawberryCamilogsNo ratings yet