Professional Documents
Culture Documents
R901085030P00
R901085030P00
Uploaded by
Rene HebaCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
R901085030P00
R901085030P00
Uploaded by
Rene HebaCopyright:
Available Formats
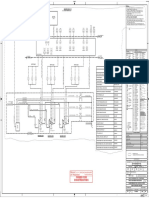
UP STANDARD DETAIL REFERENCE DRAWINGS
DETAIL OF HEAVY WELDING BOSSES FOR THREADED CONNECTIONS AE-036175
N
AWAY AWAY
CONSTRUCTION-NOTES AND DETAILS FOR ISOMETRIC PIPING
INSULATION DETAILS FOR HOT PIPING
AD-036627
AA-036911
SHOP MATERIALS INSULATION DETAILS FOR COLD PIPING AA-036913
INSTALLATION OF JACK SCREWS FOR FLANGED JOINTS AC-036630
TOWARD TOWARD PT N.B.
NOTES
NO DESCRIPTION (INS) STOCK CODE QTY
1. MATERIAL SHOWN WITH A BROKEN LINE AND SPOOLS LISTED IN THE SAUDI ARAMCO
DOWN
PIPE FABRICATION LIST ARE NOT TO BE FURNISHED BY THE VENDOR.
2. PIPING DETAILS SHALL BE CUT AT ALL POINTS MARKED F.W. (FIELD WELD).
1 PIPE , CS API 5L-B-PSL2 , SMLS , BE , 10 PPPCPVSMBESTD5F 58.0 M 3. EACH FABRICATED SECTION SHALL BE CLEARLY MARKED WITH ITS CODE NUMBER.
STD , B36.10M , FBE INT COATED 4. UNLESS OTHERWISE NOTED. (A) ALL DIMENSIONS ARE TO C OR FACE OF FLANGES.
(B) BOLT HOLES ON FLANGES STRADDLE C . (C) WELDING ELBOWS ARE LONG RADIUS.
5. FABRICATION SHALL BE IN ACCORDANCE WITH SAUDI ARAMCO SPECIFICATION 01-SAMSS-10.
FLANGES 6. GASKET ALLOWANCE
7. PIPING MATERIAL IS
2 WN FLG , CS A105N , CL150 , FF , STD , 10 PFWC1B15FFSTD5V 10
B16.5 , FBE INT COATED PIPE SIZE SCHEDULE SPECIFICATION
REFER MTO REFER MTO REFER MTO
FIELD MATERIALS
PT N.B.
8. WELDING STRESS RELIEF - YES NO
X
NO DESCRIPTION (INS) STOCK CODE QTY RADIOGRAPHY % 100% X-RAY SPOT X-RAY 01-SAMSS-10 SHOP FIELD
GASKETS 9. TESTING SHOP HYDROSTATIC TEST - YES
THE SHOP HYDROSTATIC TEST SHALL BE CARRIED OUT ON PIECES HAVING ALL ENDS
NO
FLANGED.
3 GASKET , SYNTHETIC W/ CENTERING RING , 10 PGGNSC20115BL02 5
FULL FACE , 1/16" (1.6 MM) THK , 10. ALL PIPING MATERIAL IS IN ACCORDANCE WITH SAUDI ARAMCO ENGINEERING SPECIFICATION
SAES-L-105 CLASS 1LE0U . ALL EXCEPTIONS ARE NOTED ON THE ISOMETRIC.
CL150 , B16.5 , B16.21 11. INSULATION SHOWN ON DRAWING
REFER BELOW TABLE
12. REFER TO HYDROSTATIC TEST DIAGRAM FOR TEST LIMIT AND PRESSURE.
13. FOR SMALL BORE LINES (UPTO 1-1/2" ) DIMENSIONS, ROUTING & SUPPORTING SHALL BE FIELD ADJUSTED.
BOLTS 14. ALL DIMENSIONS AND COORDINATES ARE IN MM. CONTRACTOR TO FIELD VERIFY ALL DIMENSIONS PRIOR TO FABRICATION OF THE SPOOL.
15. FOR INTERNAL LINED PIPE, LINING SHALL BE DONE AFTER SPOOL FABRICATION & COMPLETION OF ALL HOT WORKS.
16. TIE-IN POINTS CO-ORDINATES TO BE VERIFIED BY CONTRACTOR IN FIELD.
S5 4 STUD BOLT (CONT) , CR-MO A193-B7 , W/ 2 7/8 PB1BLCSACS16002 60 17. PAINTING / COATING SHALL BE IN ACCORDANCE WITH SAES-H-001/002 AND PROJECT APPROVED COATING MAP.
18. SEAL WELDING REQUIREMENT OF THREADED JOINTS SHALL BE AS PER CL.NO.9 OF SAES-L-110.
GL01-10 SF HVY HEX NUTS , A194-2H , B1.1 , 19. WELDS SHALL BE RADIOGRAPHED AS PER SAES-W-012 (FOR LINES WITH DESIGN CODE ASME B31.8/B31.4) &
THIS DRAWING AND THE INFORMATION CONTAINED HEREIN ARE THE SOLE PROPERTY OF SAUDI ARAMCO. NO REPRODUCTION IN FULL, OR IN PART, SHALL BE OBTAINED FROM THIS DRAWING WITHOUT THE WRITTEN CONSENT OF SAUDI ARAMCO.
AS PER SAES-W-011 (FOR LINES WITH DESIGN CODE ASME B31.3).
CERAMIC-FLUOROPOLYMER COATED , DIA 20. CONSTRUCTION OF PLANT PIPING SHALL BE IN ACCORDANCE WITH SAES-L-350.
FLG2 GAS3 BLT4 (IMP) X LEN (MET) - 115 mm Length 21. ALL INTERFACE CONNECTIONS WITH OTHER PROJECT (WHEREVER APPLICABLE), CO-ORDINATES AND ELEVATIONS
SHALL BE VERIFIED BY CONTRACTOR IN FIELD.
FLG2 GAS3 BLT4 22. INTERNAL FBE LINING CONTRACTOR TO VERIFY AND CONFIRM THE BREAK UP FLANGES PRIOR TO THE SPOOL FABRICATION
1001 23. PLANT COORDINATE SYSTEM HAS BEEN FOLLOWED AS PART OF BI-10-00930.
PIPE SUPPORTS HIGH POINT OF PLANT DATUM ELEVATION 100.000m WHICH EQUALS 2.05m ABOVE MEAN SEA LEVEL
S5
SPOOLS TO BE FABRICATED BY VENDOR
GL01-10 0 5 GUIDE FOR BARE PIPE 10 GL01-10 5
00 NO. WEIGHT NO. WEIGHT
11
MARK NO. SIZE MARK NO. SIZE
PIECES LBS PIECES LBS
1999 00 PIECE MARKS
60
101 102 103 104 105
101
000
FLG2 GAS3 BLT4 12 10"N.B.
00 1
1998 60 REST
102 FLG2
000
FLG2 GAS3 BLT4 12 1 REST
00 SPOOLS TO BE FABRICATED BY SAUDI ARAMCO
FLG2 GAS3 BLT4 1996 60 S5
FLG2 NO.
MARK NO. SIZE
NO.
MARK NO. SIZE
103 GL01-10
PIECES PIECES
0
REST 200 REST
1 1 FOR CONT. SEE
00
60 SHT 029
1995 104 FLG2 E 30295495
0 N 31000472
00
12 1
EL +100387
1 00 S5
60
10"N.B. FLG2 GL01-10
105
REST REFERENCE DRAWINGS
S5
DRAWING CONTROL SHEET FOR J.O. 10-00930-0002 RD-086148
GL01-10
PIPING PLAN RA-685466.001
FLG2
P&ID NA-518622.008
FOR CONT. SEE LINE DESIGNATION TABLE RD-912750
SHT 031 HYDROSTATIC TEST DIAGRAM RA-901147-001
E 30236487 PROJECT PIPING MATERIAL SPECIFICATION RE-685500
N 31000472
PIPE SUPPORT STANDARD RE-901041
EL +100387
REVISION VALIDATION
THIS REVISION NO. 00 IS COVERED, FOR ALL APPROVAL AND CERTIFICATION
REQUIREMENTS, PER SAEP-334, UNDER DRAWING COMPLETION CERTIFICATE NO:
10-00930-0002-001
Worley DESIGN CERTIFICATION
ENGG./DATE
(DESIGN AGENCY)
CERTIFIED BY/DATE
REVIEW FOR KEY DRAWINGS
REQUIRED
CONST. AGENCY/DATE
(SAUDI ARAMCO)
OPERATIONS/DATE BY/DATE
OTHER
RAM WAB MKH AMM
04/07/23 04/07/23 04/07/23 04/07/23
07 May 2023 REV.NO. DATE REVISION DESCRIPTION
00 04/07/23 ISSUED FOR CONSTRUCTION
JOB ORDER/EWO NO.
THIS REVISION IS NOT TO BE USED FOR
10-00930-0002
ISSUED FOR CONSTRUCTION
CONSTRUCTION UNTIL CERTIFIED AND DATED
SAUDI ARABIAN OIL COMPANY
DRAWING TYPE
ISO 10"-OW-5063-1LE0U ISO
EQUALIZATION TANKS
CHEMICAL DESIGN OPERATING TEST PRESS. TEST RADIOGRAPHY % INSULATION TRACING PAINTING STRESS LINE ID
CLEANING TEMP. PRESS. TEMP. PRESS. (PSIG) MEDIUM SHOP FIELD THK. TYPE SYS NO. TERMINAL NORTH
(DEG. F) (PSIG) (DEG. F) (MM) SAUDI ARABIA
(PSIG) RAS TANURA
PLANT NO. INDEX DRAWING NUMBER SHT. NO. REV. NO.
NO 150 262 120 49 NOTE-12 WATER NOTE-19 NOTE-19 0 mm NO NOTE-17 SYS-02 OW-5063
060 L RB-901085 030 00
Saudi Aramco 2825 ENG. (05/05)
SA-TR-799 RESTRICTED SMART CADD-03
You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 4 Ow 2651 1leouDocument4 pages4 Ow 2651 1leouRene HebaNo ratings yet
- R901085036P00Document1 pageR901085036P00Rene HebaNo ratings yet
- R901085037P00Document1 pageR901085037P00Rene HebaNo ratings yet
- R901085038P00Document1 pageR901085038P00Rene HebaNo ratings yet
- R901084002P00Document1 pageR901084002P00Rene HebaNo ratings yet
- Ta193115 002Document1 pageTa193115 002Rene HebaNo ratings yet
- R901084003P00Document1 pageR901084003P00Rene HebaNo ratings yet
- TB 135483 006Document1 pageTB 135483 006Rene HebaNo ratings yet
- PAC Items U-8 - Updating - PIPING MECHANICALDocument1 pagePAC Items U-8 - Updating - PIPING MECHANICALRene HebaNo ratings yet
- PAC Items U-8 W Remarks (4OCT2022)Document3 pagesPAC Items U-8 W Remarks (4OCT2022)Rene HebaNo ratings yet
- TB 135483 001Document1 pageTB 135483 001Rene HebaNo ratings yet
- TB135483 005Document1 pageTB135483 005Rene HebaNo ratings yet
- NP-JSA-WHD-003-General Excavation Works (R-5)Document9 pagesNP-JSA-WHD-003-General Excavation Works (R-5)Rene HebaNo ratings yet
- Np-Jsa-Whd-061-Equipment Opening and Line Breaking & Tie in WorksDocument9 pagesNp-Jsa-Whd-061-Equipment Opening and Line Breaking & Tie in WorksRene HebaNo ratings yet
- Np-Hip-Whd-052 - Road Works & RepairDocument6 pagesNp-Hip-Whd-052 - Road Works & RepairRene HebaNo ratings yet
- Np-Jsa-Whd-038 - Fabrication & Erection of Piping Rev. 03Document10 pagesNp-Jsa-Whd-038 - Fabrication & Erection of Piping Rev. 03Rene HebaNo ratings yet