You might also like
- Ultrasonic Assisted Underwater Laser Micromachining of SiliconDocument29 pagesUltrasonic Assisted Underwater Laser Micromachining of SiliconBLACK SABBATHNo ratings yet
- VASCHE AD ULTRASUONI GB LowDocument16 pagesVASCHE AD ULTRASUONI GB Lowkaka punNo ratings yet
- Application of Ultrasonic Technology For Water andDocument17 pagesApplication of Ultrasonic Technology For Water andMartin DarmasetiawanNo ratings yet
- IsyTech 31-10 - 31-11 - IngleseDocument12 pagesIsyTech 31-10 - 31-11 - InglesedmakaricNo ratings yet
- Investigations On A Standing Wave Thermoacoustic RefrigeratorDocument8 pagesInvestigations On A Standing Wave Thermoacoustic RefrigeratorAli AHNo ratings yet
- Resonance UnlockedDocument5 pagesResonance UnlockedgjjgNo ratings yet
- Sonication From Wikipedia, The Free Encyclopedia: UltrasonicDocument4 pagesSonication From Wikipedia, The Free Encyclopedia: UltrasonicJimmyNo ratings yet
- CPX H Ultrasonic Baths DataDocument2 pagesCPX H Ultrasonic Baths DataRodrigo Morales VeraNo ratings yet
- An Update On Ultrasonic Irrigant ActivationDocument15 pagesAn Update On Ultrasonic Irrigant ActivationkarishmaNo ratings yet
- Computer-Controlled Sophisticated Ultrasonic Cleaner: H. Muthurajan, H.H. Kumar, and D.K. KharatDocument4 pagesComputer-Controlled Sophisticated Ultrasonic Cleaner: H. Muthurajan, H.H. Kumar, and D.K. KharatNKJemesNo ratings yet
- Models - Acdc.capacitor Fringing FieldsDocument16 pagesModels - Acdc.capacitor Fringing FieldsAnonymous pWNBPuMcf100% (1)
- Ultrasonic Acoustic LevitationDocument38 pagesUltrasonic Acoustic LevitationPS LinnNo ratings yet
- Catalogue - Probe Sonicator - Ultra Autosonic IndiaDocument4 pagesCatalogue - Probe Sonicator - Ultra Autosonic IndiaGirish GuptaNo ratings yet
- Models - Aco.piezoacoustic TransducerDocument14 pagesModels - Aco.piezoacoustic Transducerkiran kumar kNo ratings yet
- (Done 5) Mechanical and Chemical Effects On The Frequency of UltrasonicDocument5 pages(Done 5) Mechanical and Chemical Effects On The Frequency of Ultrasonicاشکان صفربالیNo ratings yet
- Pressure Control Valve VRCDDocument4 pagesPressure Control Valve VRCDFlavius Oros100% (1)
- The Use of Ultrasonic Cleaning in Dairy Industry: How Does It Work?Document3 pagesThe Use of Ultrasonic Cleaning in Dairy Industry: How Does It Work?Vetz clubNo ratings yet
- Tunable MEMS Capacitor Modeled in COMSOLDocument12 pagesTunable MEMS Capacitor Modeled in COMSOLAnnuar BrnalNo ratings yet
- Ultrasonic Cleaner B200 - Manual PDFDocument1 pageUltrasonic Cleaner B200 - Manual PDFbasiliolikNo ratings yet
- Ef Cacy of Sonically, Ultrasonically Andlaser-Activated Irrigation in Removing Abio Lm-Mimicking Hydrogel From An Isthmus ModelDocument9 pagesEf Cacy of Sonically, Ultrasonically Andlaser-Activated Irrigation in Removing Abio Lm-Mimicking Hydrogel From An Isthmus ModelBenjiNo ratings yet
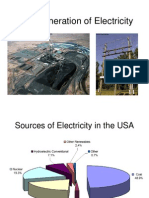
- The Generation of ElectricityDocument42 pagesThe Generation of ElectricityNorazlin UjangNo ratings yet
- Electromagnetic Induction: (A) Electricity From MagnetismDocument6 pagesElectromagnetic Induction: (A) Electricity From MagnetismGaurav ChopraNo ratings yet
- Piezoacoustic Transducer SimulationDocument16 pagesPiezoacoustic Transducer SimulationLeuca Bogdan-CostinNo ratings yet
- The Influence of The Ultrasonic Intensity On The CleaningDocument5 pagesThe Influence of The Ultrasonic Intensity On The Cleaningernesto fidel aramendiz galindoNo ratings yet
- UltrasonicCleaner VWRDocument27 pagesUltrasonicCleaner VWR664214458No ratings yet
- WTS 12 ElectrodynamicsDocument28 pagesWTS 12 ElectrodynamicsTondani100% (1)
- Introduction To Electrochemistry: The Scope of ElectrochemistryDocument10 pagesIntroduction To Electrochemistry: The Scope of ElectrochemistrymariaNo ratings yet
- The Characterization of Acoustic Cavitation Bubbles - An OverviewDocument9 pagesThe Characterization of Acoustic Cavitation Bubbles - An Overview劉平本No ratings yet
- Electrolytic Conductance ExplainedDocument11 pagesElectrolytic Conductance ExplainedBùi Hữu ĐứcNo ratings yet
- CavitationDocument12 pagesCavitationVarun Vikram SinghNo ratings yet
- Cavitation NotesDocument4 pagesCavitation NotesFIRDAUS BIN MAHAMADNo ratings yet
- Chemistry: Acoustic CavitationDocument2 pagesChemistry: Acoustic CavitationRohit ChauhanNo ratings yet
- UltraTecno Manual With Technical Support InstructionsDocument80 pagesUltraTecno Manual With Technical Support InstructionsSeven GNo ratings yet
- Application of Hydrodynamic Cavitation ReactorsDocument24 pagesApplication of Hydrodynamic Cavitation ReactorsJeffery TaylorNo ratings yet
- Liquid Processing CatalogDocument31 pagesLiquid Processing CatalogLina Maria RodriguezNo ratings yet
- Analyzing TransformersDocument16 pagesAnalyzing TransformersSharvinder SinghNo ratings yet
- Electron ModelsDocument13 pagesElectron ModelsNooruddin SheikNo ratings yet
- Computing CapacitanceDocument16 pagesComputing Capacitancepraveeng11100% (1)
- Applications of Electromagnetic InductionDocument6 pagesApplications of Electromagnetic InductionLivombo AveloNo ratings yet
- Sfra For Condition Monitoring of Power TransformerDocument3 pagesSfra For Condition Monitoring of Power TransformerSarojakanti SahooNo ratings yet
- COMSOL Multiphysics Analysis of Conical AntennaDocument16 pagesCOMSOL Multiphysics Analysis of Conical AntennaMatteo TorinoNo ratings yet
- Ultra Sonic Bath Instruction Manual (Labcon UBM22) PDFDocument13 pagesUltra Sonic Bath Instruction Manual (Labcon UBM22) PDFilroux100% (2)
- Detergent: Water ConditonsDocument3 pagesDetergent: Water Conditonssutrayana saidNo ratings yet
- Introduction To Magnetic CircuitsDocument23 pagesIntroduction To Magnetic Circuitssharad kumarNo ratings yet
- Atomic Structure - Discovery of Subatomic ParticlesDocument6 pagesAtomic Structure - Discovery of Subatomic ParticlesDivyansh DangiNo ratings yet
- Isoloop Magnetic CouplerDocument23 pagesIsoloop Magnetic CouplerKarthik Surabathula100% (1)
- Infection Prevention Using Sterelization MethodsDocument42 pagesInfection Prevention Using Sterelization MethodsAliyu NasirNo ratings yet
- Ultrasonic Waves: 1. Production of UltrasonicsDocument7 pagesUltrasonic Waves: 1. Production of UltrasonicsAmit KumarNo ratings yet
- Characterization of Atmospheric Pressure Discharges: R.Barni, S.Zanini, R.Siliprandi, P.Esena, C.RiccardiDocument8 pagesCharacterization of Atmospheric Pressure Discharges: R.Barni, S.Zanini, R.Siliprandi, P.Esena, C.RiccardiRodrigo RamosNo ratings yet
- Velocity of Sound in Liquids Lab ReportDocument8 pagesVelocity of Sound in Liquids Lab ReportDeniz Akoum100% (1)
- The Use of Ultrasound To Mitigate Membrane Fouling in Desalination and Water TreatmentDocument61 pagesThe Use of Ultrasound To Mitigate Membrane Fouling in Desalination and Water TreatmentFatma Al BelushiNo ratings yet
- Acoustic Microbubble Dynamics With Viscous Effects 2016Document10 pagesAcoustic Microbubble Dynamics With Viscous Effects 2016Kawa Mustafa AzizNo ratings yet
- Sono ChemistryDocument5 pagesSono ChemistryPackianathan SarathNo ratings yet
- Computational Aeroacoustics An Overview PDFDocument14 pagesComputational Aeroacoustics An Overview PDFVenu MadhavNo ratings yet
- Power Pro 6000 Instruction Manual Rev 3-11Document13 pagesPower Pro 6000 Instruction Manual Rev 3-11soilweaverNo ratings yet
- To Demonstrate The Process of Cavitations: Group MembersDocument7 pagesTo Demonstrate The Process of Cavitations: Group MembersMansoob BukhariNo ratings yet
- Theory of SuperconductivityDocument135 pagesTheory of SuperconductivityRenjith Raveendran PillaiNo ratings yet
- Dini Tech SeminarDocument23 pagesDini Tech SeminarDinesh arNo ratings yet
- CO Laser Microprocessing For Laser Damage Growth Mitigation of Fused Silica OpticsDocument10 pagesCO Laser Microprocessing For Laser Damage Growth Mitigation of Fused Silica OpticsaliNo ratings yet
- 1.2 Need For Ultrashort PulsesDocument1 page1.2 Need For Ultrashort PulsesVaibhav KalbandNo ratings yet
- Trapezoidal Sheet Design CalculationsDocument5 pagesTrapezoidal Sheet Design CalculationsDragan Madalin CosminNo ratings yet
- Methodologytoobtainthe1 7709steeltemperingdiagramDocument8 pagesMethodologytoobtainthe1 7709steeltemperingdiagramJothi ManiNo ratings yet
- Design Two-Way Slabs Using Coefficient MethodDocument8 pagesDesign Two-Way Slabs Using Coefficient MethodSL SPNo ratings yet
- Jurnal Pendidikan FisikaDocument10 pagesJurnal Pendidikan FisikaRia AmbarwatiNo ratings yet
- s15 Miller Chap 2a LectureDocument19 pagess15 Miller Chap 2a LectureYannis ZoldenbergNo ratings yet
- Electrostatic 6Document5 pagesElectrostatic 6Hammad MustafaNo ratings yet
- RAU Split System Condensing Units PDFDocument48 pagesRAU Split System Condensing Units PDFVirgilio Jr ArtajoNo ratings yet
- Topic SP025Document1 pageTopic SP025HafizahNo ratings yet
- Fluid Mechanics 1St Edition Hibbeler Solutions Manual Full Chapter PDFDocument67 pagesFluid Mechanics 1St Edition Hibbeler Solutions Manual Full Chapter PDFfionaalexandrahukc100% (11)
- Handout Optik Geometri EnglishDocument17 pagesHandout Optik Geometri EnglishAsriandy RamadhanNo ratings yet
- Water Treatment With Körting Ejectors: Energy-Efficient Solutions - Low Maintenance and Long Service LifeDocument16 pagesWater Treatment With Körting Ejectors: Energy-Efficient Solutions - Low Maintenance and Long Service LifeFREDDDNo ratings yet
- JEE Main Online Question Papers & Answer Keys (2014-2017) Export PDFDocument46 pagesJEE Main Online Question Papers & Answer Keys (2014-2017) Export PDFashish reddyNo ratings yet
- Mechanically Fastned Joints CAEA PDFDocument7 pagesMechanically Fastned Joints CAEA PDFdanaosajoNo ratings yet
- Chapter-Ii Literature Survey 2.1 Review of LiteratureDocument7 pagesChapter-Ii Literature Survey 2.1 Review of LiteratureramNo ratings yet
- Contoh Second Law of ThermodynamicsDocument34 pagesContoh Second Law of ThermodynamicsBaihaqi Bahrin100% (2)
- Equipment Creation Format-PSF (MEC)Document361 pagesEquipment Creation Format-PSF (MEC)Rajesh YadavNo ratings yet
- Analysis of Stir Die Cast Al-SiC Composite Brake Drums Based On Coefficient of FrictionDocument6 pagesAnalysis of Stir Die Cast Al-SiC Composite Brake Drums Based On Coefficient of FrictionAnonymous PufNjgNo ratings yet
- Fiitjee: All India Test SeriesDocument27 pagesFiitjee: All India Test SeriesMovie MatchNo ratings yet
- Strain Gauge LectureDocument48 pagesStrain Gauge LectureSridhar Kanagaraj100% (1)
- Lab SolubilityDocument3 pagesLab SolubilityKenneth WevoyaNo ratings yet
- PM45-25-1 531210 531211 enDocument11 pagesPM45-25-1 531210 531211 enMota Guine InformaçõesNo ratings yet
- Hydrotest Procedure For Pressure VesselDocument7 pagesHydrotest Procedure For Pressure Vesselvijay vickyNo ratings yet
- Revision Worksheet - Chemical Bonding and Molecular Structure-2022-23Document2 pagesRevision Worksheet - Chemical Bonding and Molecular Structure-2022-23Malolan SriramNo ratings yet
- Excellent 1Document39 pagesExcellent 1John TauloNo ratings yet
- Curriculum Vitae: Academic QualificationsDocument3 pagesCurriculum Vitae: Academic QualificationswongsosoegaliNo ratings yet
- W/C RATIO AND ITS EFFECT ON CONCRETE STRENGTHDocument12 pagesW/C RATIO AND ITS EFFECT ON CONCRETE STRENGTHVijay BhanNo ratings yet
- Polymer Degradation and Stability: Sumit K. Singh, Yogesh Kumar, Sham S. RavindranathDocument12 pagesPolymer Degradation and Stability: Sumit K. Singh, Yogesh Kumar, Sham S. RavindranathAnonymous x7VY8VF7No ratings yet
- Thermal PhysicsDocument29 pagesThermal PhysicsAnonymous rn5Te9MwkNo ratings yet
- TDS Therminol VP-1Document2 pagesTDS Therminol VP-1Rajiv technoquestNo ratings yet