You might also like
- 2011 10 Idris Anwer Engro UreaKnowHow - Com Urea Stripper Leakage Identification&RDocument11 pages2011 10 Idris Anwer Engro UreaKnowHow - Com Urea Stripper Leakage Identification&RWaqas HabibNo ratings yet
- Pages - Steam Mains and DrainageDocument10 pagesPages - Steam Mains and DrainageSPK 27No ratings yet
- Geothermal Turbines - A Maintainer's PerspectiveDocument10 pagesGeothermal Turbines - A Maintainer's Perspectiveale sepulvedaNo ratings yet
- Steam Mains and DrainageDocument12 pagesSteam Mains and DrainageGeovannyNo ratings yet
- (EE) - Steam Traps and Steam TrapingDocument94 pages(EE) - Steam Traps and Steam Trapingrajpratik1561No ratings yet
- Best Practices For Condensate Removal On Steam Lines - TLVDocument5 pagesBest Practices For Condensate Removal On Steam Lines - TLVMONANo ratings yet
- Catalog DEAIR HM 2022Document20 pagesCatalog DEAIR HM 2022Nguyễn Anh TuấnNo ratings yet
- Condenser Vacuum MarEDocument4 pagesCondenser Vacuum MarEMayeiaElenorNo ratings yet
- DesuperheatersDocument6 pagesDesuperheaterskparthypan100% (1)
- Presentation TemplateDocument18 pagesPresentation Templatesaibabu sai100% (1)
- CFPP 01-01 Part C Steam SterilizationDocument31 pagesCFPP 01-01 Part C Steam Sterilizationsbalu12674No ratings yet
- Guidelines On FCC Fractionator Bottoms System Rev2Document5 pagesGuidelines On FCC Fractionator Bottoms System Rev2M Scott GreenNo ratings yet
- Process Machinerx Piping leakage solutionsDocument1 pageProcess Machinerx Piping leakage solutionsKarim MohamedNo ratings yet
- SpiraxSarco-B11-Steam TrappingDocument122 pagesSpiraxSarco-B11-Steam Trappingdanenic100% (4)
- Steam Trap Manuals ExplainedDocument61 pagesSteam Trap Manuals Explainedbarrysmith77No ratings yet
- STEAM TURBINE STAGESDocument7 pagesSTEAM TURBINE STAGESVijay KumarNo ratings yet
- The Boiler HouseDocument9 pagesThe Boiler Housemeijon pelayerNo ratings yet
- ReamerDocument37 pagesReamerKeisha Ferreze Ann QuiñonesNo ratings yet
- TD Vs IB TrapDocument5 pagesTD Vs IB TrapKailas NimbalkarNo ratings yet
- SR-1054 Serie 40 Applications 2010-10Document14 pagesSR-1054 Serie 40 Applications 2010-10Carlos GutierrezNo ratings yet
- Deaerator MDT SeriesDocument9 pagesDeaerator MDT Seriesz3kh4No ratings yet
- Main components of steam turbineDocument31 pagesMain components of steam turbineYaser AkarNo ratings yet
- Fluid Power Design Data SheetDocument2 pagesFluid Power Design Data SheetMayuresh MahajanNo ratings yet
- Steam Exchanger Operation and ComponentsDocument10 pagesSteam Exchanger Operation and ComponentsMahmoud Ahmed Ali AbdelrazikNo ratings yet
- Manual 1Document4 pagesManual 1CCR GPPNo ratings yet
- Bottom Blowdown: Download The (295 KB) Try Answering The For This Tutorial View The Complete Collection ofDocument8 pagesBottom Blowdown: Download The (295 KB) Try Answering The For This Tutorial View The Complete Collection ofsenaNo ratings yet
- 3530 Pump Installation ManualDocument7 pages3530 Pump Installation ManualAnonymous 7xHNgoKE6eNo ratings yet
- Installation and ServiceDocument19 pagesInstallation and ServiceJosé Emilio D' LeónNo ratings yet
- Manual HidraulicaDocument5 pagesManual HidraulicasimonsecurityNo ratings yet
- CUTES CVP Installation GuideDocument28 pagesCUTES CVP Installation GuidepolsiemprealdoNo ratings yet
- Practical Tips for Draining Steam PipingDocument7 pagesPractical Tips for Draining Steam Pipingmahendra493100% (1)
- Sporlan ManualDocument12 pagesSporlan ManualsalamrefighNo ratings yet
- 3.8 Steam Headers and Off-TakesDocument8 pages3.8 Steam Headers and Off-TakesJhonathan AlejandroNo ratings yet
- Three Phase Separator - Gas InternalsDocument9 pagesThree Phase Separator - Gas InternalsDeepak RajNo ratings yet
- Water Hammer in Steam LinesDocument5 pagesWater Hammer in Steam LinesVijaita Vikas GandhiNo ratings yet
- CLEANING STEAM LINES CHECKING CLEANLINESSDocument8 pagesCLEANING STEAM LINES CHECKING CLEANLINESSm_ganesh1983No ratings yet
- Steam Trap Installation Best Practices STLDocument2 pagesSteam Trap Installation Best Practices STLRosyad Broe CaporegimeNo ratings yet
- Md1 0 V 111-09-00008 A Extraction System RequirementsDocument29 pagesMd1 0 V 111-09-00008 A Extraction System RequirementsNguyễn ĐứcNo ratings yet
- Steam Stop ValveDocument15 pagesSteam Stop Valveankur raiNo ratings yet
- Auto Start GuidelinesDocument7 pagesAuto Start GuidelinesBabar Priyadi Mugi HangganaNo ratings yet
- My Steam Trap Is Good Why Doesnt It WorkDocument9 pagesMy Steam Trap Is Good Why Doesnt It WorkrowanlimNo ratings yet
- Boiler Preservation Methods Dry and WetDocument14 pagesBoiler Preservation Methods Dry and WetTin Aung KyiNo ratings yet
- Boost Boiler Efficiency & Steam System PerformanceDocument29 pagesBoost Boiler Efficiency & Steam System Performancemadan karkiNo ratings yet
- TurbochargerDocument8 pagesTurbochargersudheeshNo ratings yet
- Guide to Designing Heat Transfer SystemsDocument13 pagesGuide to Designing Heat Transfer SystemsAnonymous QSfDsVxjZ100% (3)
- Study of Steam Turbine Working PrinciplesDocument32 pagesStudy of Steam Turbine Working PrinciplesAbdulBasit50% (2)
- Sporlan TXV Inst Service 12 Pgs New VersionDocument12 pagesSporlan TXV Inst Service 12 Pgs New Versionsilentsoldier781344No ratings yet
- Mep December 2022Document17 pagesMep December 2022sardar singhNo ratings yet
- Tsurumi AeratorDocument12 pagesTsurumi Aeratorariyanagung29No ratings yet
- Items 4-7 and 9-17)Document5 pagesItems 4-7 and 9-17)Haroldo VieiraNo ratings yet
- Installation and Maintenance Manual for CUTES CVP Liquid Ring Vacuum PumpsDocument28 pagesInstallation and Maintenance Manual for CUTES CVP Liquid Ring Vacuum PumpsvictorNo ratings yet
- Thermowells in LNG Carrier Liquid LinesDocument4 pagesThermowells in LNG Carrier Liquid LinesFernando Igor AlvarezNo ratings yet
- Steam Mains and Drainage Spirax PDFDocument19 pagesSteam Mains and Drainage Spirax PDFsachin nagavkarNo ratings yet
- Venturi Nozzle Systems Questions and AnswersDocument1 pageVenturi Nozzle Systems Questions and Answersbalaji12031988No ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Practical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentFrom EverandPractical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentNo ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- CHEVRON Maintenance Heat Exchanger PDFDocument23 pagesCHEVRON Maintenance Heat Exchanger PDFArun KarthikeyanNo ratings yet
- Typical GA DrawingDocument1 pageTypical GA DrawingRoberto100% (1)
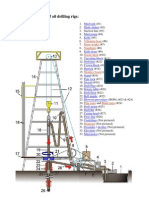
- Oil Rig Components ExplainedDocument7 pagesOil Rig Components ExplainedJennifer Màrtin100% (5)
- Delcam PLC: ProjectDocument7 pagesDelcam PLC: ProjectAbhi PrajapatiNo ratings yet
- Screw Compressors: Understanding Parts and Functions for Optimal EfficiencyDocument4 pagesScrew Compressors: Understanding Parts and Functions for Optimal EfficiencyHassan Iftekhar AhmedNo ratings yet
- Structural Calculations for Unitised GlazingDocument39 pagesStructural Calculations for Unitised GlazingVISHAL - CONQUÉRANTNo ratings yet
- Structural-Steels and ConcreteDocument19 pagesStructural-Steels and Concretekharen100% (9)
- LPile Output2Document1 pageLPile Output2Mohamed KhalilNo ratings yet
- Concrete Components Reference Guide 211 EnuDocument558 pagesConcrete Components Reference Guide 211 Enurazvan bossNo ratings yet
- MN38L - WESTSIDE - Drilling Fluids Program - V.1Document8 pagesMN38L - WESTSIDE - Drilling Fluids Program - V.1Gabriel PlazasNo ratings yet
- Knot ProblemsDocument2 pagesKnot ProblemsMarfe LaycoNo ratings yet
- Pre-Amplifier Circuit DiagramDocument2 pagesPre-Amplifier Circuit DiagramrigaboNo ratings yet
- Pdad Course Project Non-TechnicalDocument5 pagesPdad Course Project Non-TechnicalYash KateNo ratings yet
- Precontraint 502S2 & 702S2Document1 pagePrecontraint 502S2 & 702S2Muhammad Najam AbbasNo ratings yet
- BOQ For Equipment and Machinery MTU WorkshopDocument4 pagesBOQ For Equipment and Machinery MTU Workshops.hussainshah78No ratings yet
- Electrical Layout Load Computations: Ground FloorDocument2 pagesElectrical Layout Load Computations: Ground FloorCharlamagne MirandaNo ratings yet
- DR Splitter ManualDocument34 pagesDR Splitter ManualHarold FornessNo ratings yet
- Data Sheet: Duraquench™ Pump SkidDocument11 pagesData Sheet: Duraquench™ Pump SkidCarlos RodriguezNo ratings yet
- LIT2663 R3 Link Belt Service BulletinDocument3 pagesLIT2663 R3 Link Belt Service BulletinBimo Cungkring IINo ratings yet
- 160 VSD 8.6 Performance DataDocument3 pages160 VSD 8.6 Performance DataPhilip ShaverNo ratings yet
- Automig FC 71T-1Document1 pageAutomig FC 71T-1Michael FortunaNo ratings yet
- Asus X556UJ-RGDocument6 pagesAsus X556UJ-RGTeofilTrif100% (1)
- Fastener Torque Charts: Phone: 1-800-558-2808 Fax: 1-800-553-8769Document2 pagesFastener Torque Charts: Phone: 1-800-558-2808 Fax: 1-800-553-8769KOMATSU SHOVELNo ratings yet
- Telling The Time Peg Matching Game (To Five Minutes)Document3 pagesTelling The Time Peg Matching Game (To Five Minutes)Johanna VillanuevaNo ratings yet
- Original Operating Manual: AKAE086Document25 pagesOriginal Operating Manual: AKAE086elmer100% (1)
- W6F Towing Winch PDFDocument422 pagesW6F Towing Winch PDFAbdulRasheed100% (1)
- DrawingsDocument80 pagesDrawingsQooNo ratings yet
- Draw Bar 120kDocument2 pagesDraw Bar 120kKEVIN CUENTASNo ratings yet
- A63 A64 CylinderDocument5 pagesA63 A64 CylinderBiswanath LenkaNo ratings yet
- The Lecture Contains:: Lecture 5: Balancing of Rigid RotorsDocument5 pagesThe Lecture Contains:: Lecture 5: Balancing of Rigid RotorsAshish SinghNo ratings yet