You might also like
- GFGSDFDocument12 pagesGFGSDFsuksesNo ratings yet
- Application of Electric Arc Furnace Slag: Alenka Rastovčan-Mioč, Tahir Sofilić, Boro MiočDocument9 pagesApplication of Electric Arc Furnace Slag: Alenka Rastovčan-Mioč, Tahir Sofilić, Boro MiočmilepnNo ratings yet
- CH 054Document8 pagesCH 054MapeixNo ratings yet
- Optimal Fluorite/gypsum Mineralizer Ratio in Portland Cement ClinkeringDocument12 pagesOptimal Fluorite/gypsum Mineralizer Ratio in Portland Cement ClinkeringsaeedhoseiniNo ratings yet
- Performance of Cement Containing Laterite As Supplementary Cementing MaterialDocument7 pagesPerformance of Cement Containing Laterite As Supplementary Cementing MaterialSarbaz BanozaiNo ratings yet
- Microstructural Comparison of Spray-Formed and Conventionally Cast 2.5C-19Cr High-Chromium White Iron PDFDocument12 pagesMicrostructural Comparison of Spray-Formed and Conventionally Cast 2.5C-19Cr High-Chromium White Iron PDFFàtí ĐCNo ratings yet
- Recent Progress of Hot Stage ProcessingDocument10 pagesRecent Progress of Hot Stage ProcessingEstéfano Aparecido VieiraNo ratings yet
- Pp58-64 MS09 Slag Foaming in Stainless Steel ProductionDocument7 pagesPp58-64 MS09 Slag Foaming in Stainless Steel ProductionemregnesNo ratings yet
- Flyash Geopolymer Concrete As Future Concrete: Authors:-Rachit Ghosh, Anil Kumar and Sanjay KumarDocument12 pagesFlyash Geopolymer Concrete As Future Concrete: Authors:-Rachit Ghosh, Anil Kumar and Sanjay KumarWalter Jimmy Flores AlcocerNo ratings yet
- The Engineering Properties and Microstructure Development of Cementmortar Containing High Volume of Inter-Grinded GGBS and PFA Cured Atambient TemperatureDocument11 pagesThe Engineering Properties and Microstructure Development of Cementmortar Containing High Volume of Inter-Grinded GGBS and PFA Cured Atambient TemperatureLingLing TiongNo ratings yet
- Assessment On The Physical, Mechanical Properties and Leaching Behaviour of Fired Clay Brick Incorporated With Steel Mill SludgeDocument6 pagesAssessment On The Physical, Mechanical Properties and Leaching Behaviour of Fired Clay Brick Incorporated With Steel Mill SludgeNoor Amira SaraniNo ratings yet
- Main Menu: SearchDocument6 pagesMain Menu: SearchDewi MulyadiNo ratings yet
- Synth and Prop of Novel Structural BinderDocument10 pagesSynth and Prop of Novel Structural BinderMaximiliano ZarateNo ratings yet
- Corrosion On Copper SlagDocument9 pagesCorrosion On Copper SlagpvNo ratings yet
- Effect of Fly Ashsilica Fume Ratio and CuringDocument16 pagesEffect of Fly Ashsilica Fume Ratio and CuringJira PatthanavaritNo ratings yet
- Fly Ash-Based Geopolymer ConcreteDocument10 pagesFly Ash-Based Geopolymer ConcreteUpadesh ShresthaNo ratings yet
- 1 PB PDFDocument6 pages1 PB PDFRIZALNo ratings yet
- 3 Effects of Steel Slag Fillers On The Rheological Properties of Asphalt MasticDocument9 pages3 Effects of Steel Slag Fillers On The Rheological Properties of Asphalt MasticosuolaleNo ratings yet
- Evaluation of Mortars Produced With Baosteel Slag Short Flow (BSSF)Document10 pagesEvaluation of Mortars Produced With Baosteel Slag Short Flow (BSSF)Jaguar SantanaNo ratings yet
- Characterization and Utilization of Rice Husk Ash (RHA) in Fly Ash - BlastDocument6 pagesCharacterization and Utilization of Rice Husk Ash (RHA) in Fly Ash - BlastLuis Fernando Tonholo Domingos100% (1)
- Construction and Building Materials: Khoa Tan Nguyen, Tuan Anh Le, Kihak LeeDocument11 pagesConstruction and Building Materials: Khoa Tan Nguyen, Tuan Anh Le, Kihak Leeaboodalshouha1998No ratings yet
- A.M. Said Et Al. (2012)Document7 pagesA.M. Said Et Al. (2012)arorathevipulNo ratings yet
- Reuse of Heavy Metal-Containing Sludges in Cement ProductionDocument6 pagesReuse of Heavy Metal-Containing Sludges in Cement ProductionMarita M. OrbegosoNo ratings yet
- E.I. Diaz, E.N. Allouche, S. Eklund: SciencedirectDocument5 pagesE.I. Diaz, E.N. Allouche, S. Eklund: SciencedirectAdji SutamaNo ratings yet
- 4534-Article Text-21129-1-10-20240207Document6 pages4534-Article Text-21129-1-10-20240207sandeepNo ratings yet
- Literature ReviewDocument25 pagesLiterature ReviewB VAMSI KRISHNANo ratings yet
- Grinding The Primary ConditionerDocument18 pagesGrinding The Primary ConditionerAkshay Pookat RammohanNo ratings yet
- Analysis of Secondary Refining Slag Parameters WitDocument11 pagesAnalysis of Secondary Refining Slag Parameters WitAbhinandan ChatterjeeNo ratings yet
- CNT4702 ReportDocument12 pagesCNT4702 ReportHannes GelderblomNo ratings yet
- Li 2014Document9 pagesLi 2014Omar MorteoNo ratings yet
- Construction and Building MaterialsDocument11 pagesConstruction and Building MaterialsMarden Rengifo RuizNo ratings yet
- Refinacion SecundariaDocument8 pagesRefinacion SecundariaLuis TrejoNo ratings yet
- Effect of Steam Curing Cycles On Strength and Durability of SCC A Case Study in Precast Concrete 2013 Construction and Building MaterialsDocument7 pagesEffect of Steam Curing Cycles On Strength and Durability of SCC A Case Study in Precast Concrete 2013 Construction and Building MaterialsWilliam GossNo ratings yet
- Optimization of Tin Recovery From Concentrates Through A Model For Prediction of Slag CompositionDocument11 pagesOptimization of Tin Recovery From Concentrates Through A Model For Prediction of Slag CompositionDiego Aguirre MuñozNo ratings yet
- Aydin & Baradin, 2014Document7 pagesAydin & Baradin, 2014Adit GendhonNo ratings yet
- 251-260 GregurekDocument10 pages251-260 GregurekAlexander SledzNo ratings yet
- Environmentally Friendly Mould Technology: Archives of Foundry EngineeringDocument6 pagesEnvironmentally Friendly Mould Technology: Archives of Foundry EngineeringNarasimha Murthy InampudiNo ratings yet
- Ijems2415 12 PrabuDocument9 pagesIjems2415 12 PrabuRadix CitizenNo ratings yet
- 5 PDFDocument6 pages5 PDFThulasirajan KrishnanNo ratings yet
- Materials 16 04778Document28 pagesMaterials 16 04778Yasir ComposingNo ratings yet
- Some - Parameters - Affecting - The - Heat - of - Hydration - of Hydration of Blast-Furnace Slag CementDocument9 pagesSome - Parameters - Affecting - The - Heat - of - Hydration - of Hydration of Blast-Furnace Slag CementDerekNo ratings yet
- Construction and Building MaterialsDocument10 pagesConstruction and Building Materialslahcen essNo ratings yet
- Optimization of Ternary Cementitious Mortar Blends Using Factorial Experimental PlansDocument9 pagesOptimization of Ternary Cementitious Mortar Blends Using Factorial Experimental PlansTarek ChikerNo ratings yet
- Tittle: Pozzolana As Non OPC Binder MaterialsDocument8 pagesTittle: Pozzolana As Non OPC Binder MaterialsVIMAL MAURYANo ratings yet
- Alloy Solutions To Metal Dusting Problems in The Petrochemical Industry PDFDocument8 pagesAlloy Solutions To Metal Dusting Problems in The Petrochemical Industry PDFZeeshan SajidNo ratings yet
- Advances in Materials Science for Environmental and Energy Technologies VIFrom EverandAdvances in Materials Science for Environmental and Energy Technologies VITatsuki OhjiNo ratings yet
- Microstructure, SDAS and Mechanical Properties of A356 Alloy Castings Made in Sand and Granulated Blast Furnace Slag MouldsDocument13 pagesMicrostructure, SDAS and Mechanical Properties of A356 Alloy Castings Made in Sand and Granulated Blast Furnace Slag MouldsNarasimha Murthy InampudiNo ratings yet
- Studies On Relationship Between Water/Binder Ratio and Compressive Strength of High Volume Fly Ash ConcreteDocument8 pagesStudies On Relationship Between Water/Binder Ratio and Compressive Strength of High Volume Fly Ash ConcreteAJER JOURNALNo ratings yet
- 16i3effect of Process Parameters On Mechanical Properties of The Investment Castings Produced by Using Expandable Polystyrene Pattern Copyright IjaetDocument10 pages16i3effect of Process Parameters On Mechanical Properties of The Investment Castings Produced by Using Expandable Polystyrene Pattern Copyright IjaetIJAET JournalNo ratings yet
- Review On Powder Metallurgy For Non Ferrous ComponentDocument7 pagesReview On Powder Metallurgy For Non Ferrous ComponentShubham WaghmareNo ratings yet
- The Use of Blast Furnace Slag As A Supplementary CDocument13 pagesThe Use of Blast Furnace Slag As A Supplementary CCivil manNo ratings yet
- 06 - Chapter 1Document13 pages06 - Chapter 1NarasimhaReddy PangaNo ratings yet
- Utilizing Mine Tailings As Substitute Construction Material: The Use of Waste Materials in Roller Compacted ConcreteDocument9 pagesUtilizing Mine Tailings As Substitute Construction Material: The Use of Waste Materials in Roller Compacted ConcreteTajNo ratings yet
- In Uence of Activated y Ash On Corrosion-Resistance and Strength of ConcreteDocument8 pagesIn Uence of Activated y Ash On Corrosion-Resistance and Strength of ConcreteJHON WILMAR CARDENAS PULIDONo ratings yet
- Steel Penetration in Sand MoldsDocument73 pagesSteel Penetration in Sand Moldsksvinyk7193No ratings yet
- Sustainable Recycling of Ferrous Metallic Scrap Using Powder Metallurgy ProcessDocument14 pagesSustainable Recycling of Ferrous Metallic Scrap Using Powder Metallurgy ProcessAlexis Prado CaceresNo ratings yet
- Performance Assessment of Natural Pozzolan Roller Compacted Concrete PavementsDocument9 pagesPerformance Assessment of Natural Pozzolan Roller Compacted Concrete PavementsMarinaNo ratings yet
- Experimental Investigation On Metallic Droplet Behavior in Molten BOF SlagDocument8 pagesExperimental Investigation On Metallic Droplet Behavior in Molten BOF SlagVictor PalaciosNo ratings yet
- Barbhuiya 2009 PDFDocument7 pagesBarbhuiya 2009 PDFIsha PatelNo ratings yet
- Schools of CriminologyDocument38 pagesSchools of Criminologykongthei100% (1)
- Psychosexual TheoryDocument27 pagesPsychosexual Theoryrejeneil100% (1)
- Part3 Icho 11 15 PDFDocument124 pagesPart3 Icho 11 15 PDFManuel GuilhermeNo ratings yet
- HUBUNGAN STRUKTUR, Ikatan Kimia Dan Aktivitas Fisiologis CompleteDocument67 pagesHUBUNGAN STRUKTUR, Ikatan Kimia Dan Aktivitas Fisiologis Completedatin suhaellaNo ratings yet
- ResearchDocument52 pagesResearchhisyam_muhd8No ratings yet
- Chest X-Ray The BasicsDocument12 pagesChest X-Ray The BasicshefaesvaNo ratings yet
- Book PHARMACEUTICS 1Document85 pagesBook PHARMACEUTICS 1Muhammad sajjad93% (14)
- SANRAYDocument39 pagesSANRAYgopinadh57No ratings yet
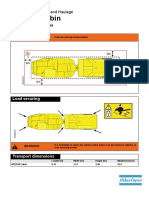
- 9852 2654 01 Transport Instructions MT2010 CabinDocument2 pages9852 2654 01 Transport Instructions MT2010 CabinIH Medrano100% (1)
- Mounting Solutions: Multi-Parameter Patient MonitorDocument2 pagesMounting Solutions: Multi-Parameter Patient Monitor杨敏杰No ratings yet
- Essentials of Orthognathic Surgery, 3eDocument14 pagesEssentials of Orthognathic Surgery, 3epaolacsuarezaNo ratings yet
- Teacher Attitudes Towards The Inclusion of Students With Support NeedsDocument10 pagesTeacher Attitudes Towards The Inclusion of Students With Support NeedsAndrej HodonjNo ratings yet
- Soap Note-Heidi Martinez PedsDocument6 pagesSoap Note-Heidi Martinez PedsHeidi Martinez100% (2)
- Cooper Dan Brady, 2000Document20 pagesCooper Dan Brady, 2000Jonathan LucisNo ratings yet
- AP SCERT 1-4 HighlightedDocument41 pagesAP SCERT 1-4 Highlightedyamuna0% (1)
- "A Study On Job Satisfaction at Aashman FoundationDocument67 pages"A Study On Job Satisfaction at Aashman FoundationVaishno KaushikNo ratings yet
- Application of Softener On 100% Cotton Dyed Fabric by Exhaust Method.Document4 pagesApplication of Softener On 100% Cotton Dyed Fabric by Exhaust Method.Naimul HasanNo ratings yet
- I. Demographic Profile: Treatments/MedicationDocument4 pagesI. Demographic Profile: Treatments/MedicationGrace MellaineNo ratings yet
- PSR 11 917 MDocument2 pagesPSR 11 917 Mpeterson_msc5No ratings yet
- Tarnished Queen - Nicole FoxDocument396 pagesTarnished Queen - Nicole Foxyourmom33% (3)
- Separation Agreement Template 04Document5 pagesSeparation Agreement Template 04rob De MayoNo ratings yet
- Agency ArchiveDocument413 pagesAgency ArchiveAZ 211100% (3)
- 1 - Classification NotesDocument5 pages1 - Classification Notesrumy leeNo ratings yet
- Polycythemi A: Presented By: Palaran, Nina Mae CDocument16 pagesPolycythemi A: Presented By: Palaran, Nina Mae CJichutreasureNo ratings yet
- Molecular Basis of InheritanceDocument37 pagesMolecular Basis of Inheritancechristopher lopezNo ratings yet
- UntitledDocument213 pagesUntitledSpike SpiguelNo ratings yet
- Software Project Management: Submitted To: Mrs. Kavita Aggarwal Submitted By: Nikhlesh Partap Singh Mba 1 SemDocument40 pagesSoftware Project Management: Submitted To: Mrs. Kavita Aggarwal Submitted By: Nikhlesh Partap Singh Mba 1 SemVidyut VatsNo ratings yet
- MODULE in Stat Week 6Document10 pagesMODULE in Stat Week 6Joshua GonzalesNo ratings yet
- DC Generator Equation of Induced Emf (Sample Problems)Document2 pagesDC Generator Equation of Induced Emf (Sample Problems)vincent gonzalesNo ratings yet
- Mara-Rezumat Pe CapitoleDocument22 pagesMara-Rezumat Pe CapitoleVlad170% (2)