You might also like
- 2.4 Cleanrooms and Air Quality - A Risk-Based ApproachDocument13 pages2.4 Cleanrooms and Air Quality - A Risk-Based ApproachJorge Humberto HerreraNo ratings yet
- Cleanrooms and Clean AirDocument5 pagesCleanrooms and Clean AirTim SandleNo ratings yet
- Perfect Air-Interview Round 2 Case Study With Solution: Hvac Heating Ventilation and Air ConditioningDocument7 pagesPerfect Air-Interview Round 2 Case Study With Solution: Hvac Heating Ventilation and Air ConditioningMd TanveerNo ratings yet
- How Do People Know What Particle Pollution Levels Are in Their City or Country?Document5 pagesHow Do People Know What Particle Pollution Levels Are in Their City or Country?prasoonNo ratings yet
- An Air Handling UnitDocument4 pagesAn Air Handling UnitDono WayNo ratings yet
- Concepts and Types of Ventilation - Natural Ventilation For Infection Control in Health-Care Settings - NCBI BookshelfDocument7 pagesConcepts and Types of Ventilation - Natural Ventilation For Infection Control in Health-Care Settings - NCBI BookshelfkaustavNo ratings yet
- HVAC in Hospital PDFDocument7 pagesHVAC in Hospital PDFMohammed Toema100% (1)
- Airflow Design For Clean Rooms and Its Economic ImplicationsDocument7 pagesAirflow Design For Clean Rooms and Its Economic ImplicationsDanny D.No ratings yet
- Industrial VentilationDocument14 pagesIndustrial VentilationARULSELVAN MURUGESANNo ratings yet
- Clean RoomDocument9 pagesClean Roomxyzscribd1988No ratings yet
- HVAC Design For High Performance PharmaceuticalsDocument13 pagesHVAC Design For High Performance PharmaceuticalsMuhammadSaqibNo ratings yet
- Clean RoomDocument20 pagesClean RoomSuchitK100% (1)
- Clean Rooms 101Document11 pagesClean Rooms 101gordoninklNo ratings yet
- BFC 3153 MDocument5 pagesBFC 3153 MdasuqiNo ratings yet
- Ventilation (Architecture) : From Wikipedia, The Free EncyclopediaDocument8 pagesVentilation (Architecture) : From Wikipedia, The Free EncyclopediagnitinNo ratings yet
- Ventilation and Air Distribution Systems in Buildings: Hazim Bashir AwbiDocument4 pagesVentilation and Air Distribution Systems in Buildings: Hazim Bashir AwbiChristopher Plume De ChineNo ratings yet
- Engineering Guide Price Critical Environments: Hospital Operating RoomsDocument6 pagesEngineering Guide Price Critical Environments: Hospital Operating RoomsHenry SuarezNo ratings yet
- Industrail VentilationDocument9 pagesIndustrail VentilationBISWARUP BANERJEENo ratings yet
- Designing Clean Room HVAC SystemsDocument10 pagesDesigning Clean Room HVAC Systemssushant_jhawerNo ratings yet
- Controled Clean Operating Room AreaDocument3 pagesControled Clean Operating Room AreaAnonymous 73gEYyEtLNo ratings yet
- 1 s2.0 S0360132320302201 MainDocument10 pages1 s2.0 S0360132320302201 MainCarlos SilvaNo ratings yet
- 2.3 Mechanical Ventilation: What Is A Mechanical Ventilator?Document6 pages2.3 Mechanical Ventilation: What Is A Mechanical Ventilator?Syamimi HanaNo ratings yet
- 2.1. Ventilation: Annex DDocument6 pages2.1. Ventilation: Annex Dsaranya saiganeshNo ratings yet
- Engineering Bulletin: Basics: Basics of Space Air DiffusionDocument5 pagesEngineering Bulletin: Basics: Basics of Space Air DiffusionNiong DavidNo ratings yet
- Presented by Heena KousarDocument50 pagesPresented by Heena KousarSreejil RaveendranNo ratings yet
- Ventilation and Lighting in BuildingsDocument17 pagesVentilation and Lighting in BuildingsT N Roland Bourge100% (1)
- OR Ventilation Systems GuideDocument6 pagesOR Ventilation Systems GuideJuan IntriagoNo ratings yet
- Design and Study of Ventilation Systems PDFDocument22 pagesDesign and Study of Ventilation Systems PDFJothimanikkam SomasundaramNo ratings yet
- Environmental Control: Air Handling, Air Conditioning and RefrigerationDocument52 pagesEnvironmental Control: Air Handling, Air Conditioning and RefrigerationChona Capuchino Dedicatoria SuliganNo ratings yet
- HVAC Design for Pharmaceutical FacilitiesDocument24 pagesHVAC Design for Pharmaceutical FacilitiesLouay GhonaymNo ratings yet
- HVAC Design For CleanroomsDocument4 pagesHVAC Design For CleanroomsEdgar Alejandro Barajas RuizNo ratings yet
- Ultra Clean Operating TheatreDocument6 pagesUltra Clean Operating Theatreyogi_rulz_4evaNo ratings yet
- Naughton PhilipDocument15 pagesNaughton Philipbertan dağıstanlıNo ratings yet
- AcousticsDocument5 pagesAcousticsarchi042No ratings yet
- D B I C: Clean Air Technology, Inc. Esigns, Uilds and Nstalls LeanroomsDocument2 pagesD B I C: Clean Air Technology, Inc. Esigns, Uilds and Nstalls LeanroomsRajeshNo ratings yet
- 1-Introduction - OSH AnswersDocument7 pages1-Introduction - OSH AnswersBALASUBRAMANIAN SMNo ratings yet
- HVACDocument11 pagesHVACSumi BhowmickNo ratings yet
- HVAC in HospitalsDocument19 pagesHVAC in HospitalskanikaNo ratings yet
- MEP471-2018-Lect 1Document25 pagesMEP471-2018-Lect 1AhmedNo ratings yet
- Improving OR HVAC Performance and Contamination Control When UnoccupiedDocument8 pagesImproving OR HVAC Performance and Contamination Control When UnoccupiedSamiYousifNo ratings yet
- VentilationDocument16 pagesVentilationAlvera SerapainNo ratings yet
- Csthvac 701 Learning Unit 2 PDFDocument52 pagesCsthvac 701 Learning Unit 2 PDFWilfharry billy100% (2)
- Clean RoomDocument23 pagesClean RoomHumaid Shaikh100% (1)
- Industrial VentilationDocument70 pagesIndustrial VentilationAnkur Sharma86% (7)
- HEVAC - Air Filtration Training Manual - 23 Oct 2008Document43 pagesHEVAC - Air Filtration Training Manual - 23 Oct 2008sshoeburrahmanNo ratings yet
- Contamination Free Air SupplyDocument14 pagesContamination Free Air SupplyRuben MarquezNo ratings yet
- Special Departmental HVAC Issues: Operating RoomsDocument6 pagesSpecial Departmental HVAC Issues: Operating RoomshadianatyaNo ratings yet
- Cleanrooms and HoodsDocument35 pagesCleanrooms and HoodsMichele VolpeNo ratings yet
- Industrial Ventilation Systems ExplainedDocument15 pagesIndustrial Ventilation Systems ExplainedkarvadNo ratings yet
- Air Cleaners High Efficiency FilterDocument8 pagesAir Cleaners High Efficiency FilterSyed AbdullahNo ratings yet
- Hvac & Personnel Facilities: Heating, Ventilating & Air-Conditioning SystemDocument34 pagesHvac & Personnel Facilities: Heating, Ventilating & Air-Conditioning Systemخبراء التصنيع الدوائي-اليمنNo ratings yet
- Basic Concept of Ventilation Flow RateDocument3 pagesBasic Concept of Ventilation Flow RateiwansantosoNo ratings yet
- Ventilation: & Its SystemDocument14 pagesVentilation: & Its SystemTangha Muklom KunchaNo ratings yet
- Robatherm Medical EngDocument11 pagesRobatherm Medical EngSamiYousifNo ratings yet
- Ventilation: & Its SystemDocument14 pagesVentilation: & Its SystemTangha Muklom KunchaNo ratings yet
- HVAC Pharmaceutical FacilitiesDocument36 pagesHVAC Pharmaceutical FacilitiesMd. JewelNo ratings yet
- 30-Indoor Air QualityDocument12 pages30-Indoor Air Qualityvenka07100% (1)
- Operating Room Ventilation: Metalaire Periflow System Overview & Technical DiscussionDocument3 pagesOperating Room Ventilation: Metalaire Periflow System Overview & Technical DiscussionJorge FuentesNo ratings yet
- Temperature and Humidity Independent Control (THIC) of Air-conditioning SystemFrom EverandTemperature and Humidity Independent Control (THIC) of Air-conditioning SystemNo ratings yet
- EU GMP Annex 1 - Sterile Medicinal Product - 2008Document16 pagesEU GMP Annex 1 - Sterile Medicinal Product - 2008tungquacert100% (1)
- Environmental Monitoring Risk Assessment PDFDocument26 pagesEnvironmental Monitoring Risk Assessment PDFEmte ZenNo ratings yet
- Cleanrooms BestPracticesDocument68 pagesCleanrooms BestPracticesKAY UNANo ratings yet
- ASHP Guidelines On Compounding Sterile Preparations: Purpose Legal and Regulatory ConsiderationsDocument20 pagesASHP Guidelines On Compounding Sterile Preparations: Purpose Legal and Regulatory ConsiderationsAme SerranoNo ratings yet
- FIDIC's New Standard Forms of Construction Contract - An Introduction - C.R. SeppalaDocument7 pagesFIDIC's New Standard Forms of Construction Contract - An Introduction - C.R. SeppalaHubert BonamisNo ratings yet
- Contract DocsDocument22 pagesContract Docsnomadin06No ratings yet
- PMP Exam Preparation Points to RememberDocument4 pagesPMP Exam Preparation Points to RememberSankalp NavghareNo ratings yet
- Emotional Intelligence HandoutDocument21 pagesEmotional Intelligence HandoutandresrangNo ratings yet
- Knutson RainbowDocument53 pagesKnutson RainbowBritton WhitakerNo ratings yet
- A Comparative Review of Risk Management Standards - Tzvi Raz & David Hillson - Risk Management Journal - 2005 PDFDocument14 pagesA Comparative Review of Risk Management Standards - Tzvi Raz & David Hillson - Risk Management Journal - 2005 PDFHubert BonamisNo ratings yet
- 2002 07 08 - Airflow Management & Control in Pharmaceutical HVAC ApplicationsDocument12 pages2002 07 08 - Airflow Management & Control in Pharmaceutical HVAC ApplicationsHubert BonamisNo ratings yet
- 2006 01 02 - Pharmaceutical Facilitiy Upgrades - The Containment IssuesDocument8 pages2006 01 02 - Pharmaceutical Facilitiy Upgrades - The Containment IssuesHubert BonamisNo ratings yet
- AACEI Sample PDFDocument40 pagesAACEI Sample PDFRini PuspitasariNo ratings yet
- PMP Formula Pocket GuideDocument1 pagePMP Formula Pocket GuideJamie LeNo ratings yet
- Recommend Practice (RP) Development Guidelines: Expectations and RequirementsDocument2 pagesRecommend Practice (RP) Development Guidelines: Expectations and RequirementsmasteriragaNo ratings yet
- An International Reference Guide To Hazardous AreasDocument14 pagesAn International Reference Guide To Hazardous AreasrocketvtNo ratings yet
- Pharmaceutical Validation and Process Controls in Drug DevelopmentDocument8 pagesPharmaceutical Validation and Process Controls in Drug DevelopmentVishnu Teja MucherlaNo ratings yet
- BEE Best Practice Manual - HVAC ChillersDocument69 pagesBEE Best Practice Manual - HVAC ChillersHubert BonamisNo ratings yet
- IE Rules For DP Structure - Electrical Notes & ArticlesDocument8 pagesIE Rules For DP Structure - Electrical Notes & ArticlesHubert BonamisNo ratings yet
- Water Quality RegulationsDocument35 pagesWater Quality RegulationsHubert BonamisNo ratings yet
- Standard X1 Dental Chair/Dental UnitDocument6 pagesStandard X1 Dental Chair/Dental UnitAbdiNo ratings yet
- AHU ChecklistDocument11 pagesAHU ChecklistRavi SharmaNo ratings yet
- SKF Mount - 22318 EJA - VA405 - Hot Mounting - HousingDocument3 pagesSKF Mount - 22318 EJA - VA405 - Hot Mounting - HousingcumtjerryNo ratings yet
- Power and Efficiency in AC Machines: Electrical Power (In or Out) Mechanical Power (In or Out) LossesDocument15 pagesPower and Efficiency in AC Machines: Electrical Power (In or Out) Mechanical Power (In or Out) LossesMohd Taufik SumariNo ratings yet
- Manufacturing Process For CollarDocument5 pagesManufacturing Process For CollarRenier MoolmanNo ratings yet
- ManifoldDocument10 pagesManifoldjosé_filipe_35No ratings yet
- L&T Ecc HandbookDocument29 pagesL&T Ecc HandbookRaghul ShangarthiyanNo ratings yet
- Proyecto DemaDocument142 pagesProyecto DemaReyes Duque Mónica XcandaNo ratings yet
- Steel Fiber Reinforced ConcreteDocument24 pagesSteel Fiber Reinforced ConcreteDivya JalligampalaNo ratings yet
- TATA Minibus 407 MaintainanceDocument13 pagesTATA Minibus 407 MaintainancePraveen Kumar ReddyNo ratings yet
- Hydrostatic ForcesDocument27 pagesHydrostatic ForcesSumit SahrawatNo ratings yet
- Jaw Crusher Eng 20141031 PDFDocument12 pagesJaw Crusher Eng 20141031 PDFBkiri AbderrahimNo ratings yet
- Design of The Main Spans, Second Gateway Bridge, Brisbane: SynopsisDocument13 pagesDesign of The Main Spans, Second Gateway Bridge, Brisbane: SynopsiszuccoloNo ratings yet
- BOP Presentation Borgny Dolphin SS-65Document13 pagesBOP Presentation Borgny Dolphin SS-65Irlan LeiteNo ratings yet
- Cooling Tower Specs & FeaturesDocument3 pagesCooling Tower Specs & FeaturesAndi SogaraNo ratings yet
- 9876 155 CHP PVM W 155 01Document62 pages9876 155 CHP PVM W 155 01Caspian DattaNo ratings yet
- Creep and Hygrothermal Effects in Concrete StructuresDocument960 pagesCreep and Hygrothermal Effects in Concrete StructuresMohamed MoawadNo ratings yet
- Starter Manual PDFDocument38 pagesStarter Manual PDFBrian TaylorNo ratings yet
- Tech-Doc Fabius GSDocument77 pagesTech-Doc Fabius GSJoseNo ratings yet
- John Deere Design, Process, and Assembly ReviewDocument33 pagesJohn Deere Design, Process, and Assembly ReviewcucuNo ratings yet
- KORD3 22-206 Lubrication System For CI EngineDocument11 pagesKORD3 22-206 Lubrication System For CI EngineEngAbdelrahman KhamesNo ratings yet
- Tolva Sand BlastingDocument34 pagesTolva Sand Blastingalvaro yepes oviedoNo ratings yet
- Troubleshoot Slow Hydraulic and Mechanical SystemsDocument31 pagesTroubleshoot Slow Hydraulic and Mechanical SystemsCharlene Estacio Diocadiz100% (2)
- Tutorials-Ch 7-BITS F111-CMSDocument23 pagesTutorials-Ch 7-BITS F111-CMSVISHNU SUDHAN HNo ratings yet
- Electrical Machines-II Units-III & IV Questions and AnswersDocument4 pagesElectrical Machines-II Units-III & IV Questions and AnswersJoseph Harindranath100% (2)
- Generate Fresh Water at Sea with this GeneratorDocument13 pagesGenerate Fresh Water at Sea with this GeneratorNandu SNo ratings yet
- ch8 Steady Incompressible Flow in Pressure Conduits (Partb) PDFDocument66 pagesch8 Steady Incompressible Flow in Pressure Conduits (Partb) PDFnaefmubarak0% (1)
- Standard Drawings Index: Dep SpecificationDocument34 pagesStandard Drawings Index: Dep SpecificationSuresh SjNo ratings yet
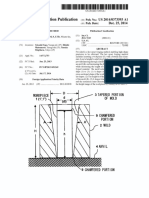
- Hot Upset Forging Method for Improved Shape PrecisionDocument10 pagesHot Upset Forging Method for Improved Shape PrecisionHa Linh PhanNo ratings yet
- Thermodynamic Potentials ExplainedDocument16 pagesThermodynamic Potentials ExplainedMarco DonatielloNo ratings yet