You might also like
- Bielas Inspección PDFDocument11 pagesBielas Inspección PDFhamilton mirandaNo ratings yet
- MR Bearing Conrod PDFDocument11 pagesMR Bearing Conrod PDFbejoythomasNo ratings yet
- Technical Discussion - Cutless BearingsDocument7 pagesTechnical Discussion - Cutless BearingsSoodyod Yodyod0% (1)
- Wartsila 32 Bearing AssessmentDocument8 pagesWartsila 32 Bearing AssessmentVito Digeo100% (2)
- EP - 2015 Q1 - SmallDocument3 pagesEP - 2015 Q1 - Smallm.mkmacaatsisNo ratings yet
- Bearing AssessmentDocument8 pagesBearing AssessmentAlexanderNo ratings yet
- SU Cam Dressing and ReportingDocument12 pagesSU Cam Dressing and ReportingcarmaNo ratings yet
- Bearing Damage AnalysisDocument12 pagesBearing Damage AnalysisZulfahmi IrhamdaniNo ratings yet
- Engine BearingsDocument32 pagesEngine BearingsSwarg Vibha100% (1)
- SKF - Bearing Handbook - 140-430 - Dec08Document32 pagesSKF - Bearing Handbook - 140-430 - Dec08ymsyaseen100% (1)
- BA Falcon Front Brake Shudder - Interim Service Action OnlyDocument3 pagesBA Falcon Front Brake Shudder - Interim Service Action OnlyDarren ANo ratings yet
- Wartsila 32 Bearing Assessment PDFDocument8 pagesWartsila 32 Bearing Assessment PDFHeryanto Syam100% (1)
- Cummin KTA50-G3 Main Bearing Installation ManualDocument15 pagesCummin KTA50-G3 Main Bearing Installation ManualRey Anthony Pole100% (2)
- DISCLAIMER: The User of This Manual and The Associated Three Drawings Assumes AllDocument15 pagesDISCLAIMER: The User of This Manual and The Associated Three Drawings Assumes Allalonso malherNo ratings yet
- General Bearing Requirements and Design CriteriaDocument6 pagesGeneral Bearing Requirements and Design Criteriaapi-3701567100% (2)
- Akarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell BearingDocument7 pagesAkarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell Bearingakarshansood100% (4)
- Bearing FailureDocument5 pagesBearing Failuremechmaster4uNo ratings yet
- 303-01 - 2.3L EcoBoost - Removal and Installation - CamshaftsDocument16 pages303-01 - 2.3L EcoBoost - Removal and Installation - CamshaftsCARLOS LIMADANo ratings yet
- Crankshaft Grinding GuidelinesDocument2 pagesCrankshaft Grinding Guidelinesиван ТрояновNo ratings yet
- MLS Gasket AnalysisDocument8 pagesMLS Gasket AnalysisWayne Mcmeekan100% (1)
- Chapter 3 TYPICAL DAMAGES OF MACHINE PARTSDocument19 pagesChapter 3 TYPICAL DAMAGES OF MACHINE PARTSOusman ToficNo ratings yet
- .Au Agnet Make Piston RingsDocument6 pages.Au Agnet Make Piston Ringsashishgoel102No ratings yet
- Ceb 2 1114 Engine Bearing Failures Brochure PDFDocument39 pagesCeb 2 1114 Engine Bearing Failures Brochure PDFAlessandro Maia100% (2)
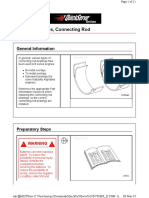
- 001-014 Connecting Rod: General InformationDocument13 pages001-014 Connecting Rod: General InformationWaad HarbNo ratings yet
- Surveyor Guide Notes For Marine Diesel Engine Survey: CrankshafDocument7 pagesSurveyor Guide Notes For Marine Diesel Engine Survey: CrankshafDeddyNo ratings yet
- Service Bulletin RTA-46Document12 pagesService Bulletin RTA-46Christopher Garcia100% (1)
- Piston, Connecting Rod and Cylinder Liner L28/32H: DescriptionDocument57 pagesPiston, Connecting Rod and Cylinder Liner L28/32H: DescriptionERepublikPolskaNo ratings yet
- Rudder and Rudder Stock Inspection in DDDocument12 pagesRudder and Rudder Stock Inspection in DDJORGENo ratings yet
- Falha em Rolamentos (Ingles)Document58 pagesFalha em Rolamentos (Ingles)Deivid GianatazioNo ratings yet
- Bearing Assessment For Wartsila 20Document13 pagesBearing Assessment For Wartsila 20magicalseas100% (7)
- KZ1000 KZ1100Document370 pagesKZ1000 KZ1100motomech100% (12)
- SKF Bearing Handbook For Electric MotorsDocument32 pagesSKF Bearing Handbook For Electric Motorskuruvillaj2217100% (2)
- Ch-3 2Document37 pagesCh-3 2Haftamu HilufNo ratings yet
- Emd-Bearing Inspection and Qualification of Engine Main BearingsDocument30 pagesEmd-Bearing Inspection and Qualification of Engine Main BearingsIvanNo ratings yet
- Diesel Engine ComponentDocument22 pagesDiesel Engine ComponentRahul KumarNo ratings yet
- Roatary Actuators - Micromatic Repair Manual - 26-17-0116Document10 pagesRoatary Actuators - Micromatic Repair Manual - 26-17-0116tungNo ratings yet
- Backing BearingsDocument8 pagesBacking BearingsJurun_BidanshiNo ratings yet
- Backstop Faja TransportadoraDocument12 pagesBackstop Faja TransportadoratayarinNo ratings yet
- Roatary Actuators - Micromatic Repair Manual - 26R-2 Thru 26R-124Document14 pagesRoatary Actuators - Micromatic Repair Manual - 26R-2 Thru 26R-124tungNo ratings yet
- Service Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94Document9 pagesService Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94zbkt07No ratings yet
- Mitsubishi Fuso Liner KitDocument45 pagesMitsubishi Fuso Liner Kitchristopher Huaman SanchezNo ratings yet
- Chevron Specification TAM-MN-2Document9 pagesChevron Specification TAM-MN-2Burak GülenNo ratings yet
- Checking Bearing AlignmentDocument4 pagesChecking Bearing AlignmentTheerayootNo ratings yet
- 2015 BMR Vhs CatalogDocument12 pages2015 BMR Vhs CatalogMouath AlraoushNo ratings yet
- Corvette Body Complete Manual 3823KBDocument41 pagesCorvette Body Complete Manual 3823KBCoolbreeze1224100% (1)
- Cylinder Block and Crank Mechanism Inspection and ServiceDocument29 pagesCylinder Block and Crank Mechanism Inspection and ServiceGetachew TikueNo ratings yet
- Brake Troubleshooting TipsDocument2 pagesBrake Troubleshooting Tips6yk1swyxcNo ratings yet
- Mercedes-Benz Sprinter W906 - Complete EngineDocument155 pagesMercedes-Benz Sprinter W906 - Complete EngineMucowera Asha100% (2)
- Cross HeadDocument3 pagesCross HeadcamalielNo ratings yet
- MZ TuningDocument19 pagesMZ TuningLeo MenonNo ratings yet
- Edbro Information Bulletin Trunnion Greasing Oct 2017Document6 pagesEdbro Information Bulletin Trunnion Greasing Oct 2017Анатолий РябухаNo ratings yet
- Angular Contact Bearing InstallationDocument3 pagesAngular Contact Bearing Installationdk4monjureNo ratings yet
- MAN ShaftErrosion SL2008-498Document18 pagesMAN ShaftErrosion SL2008-498flipflop12100% (1)
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Modern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingFrom EverandModern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingRating: 4.5 out of 5 stars4.5/5 (9)
- Lifting Device For Cilind. Liner RTADocument15 pagesLifting Device For Cilind. Liner RTArafael100% (1)
- Checking Mooring Equipment Guidelines-MinDocument3 pagesChecking Mooring Equipment Guidelines-MinrafaelNo ratings yet
- SB RT-flex-06 08.02.2008 Reconditioning of ICUDocument7 pagesSB RT-flex-06 08.02.2008 Reconditioning of ICUGaby CrisNo ratings yet
- Relief Valve 274HD RTA-69Document7 pagesRelief Valve 274HD RTA-69rafaelNo ratings yet
- RT-135 Piston RingsDocument10 pagesRT-135 Piston Rings郑开元No ratings yet
- Condensate Drain Scavenge Air Cooler RTA-74Document5 pagesCondensate Drain Scavenge Air Cooler RTA-74rafaelNo ratings yet
- Wartsila PDFDocument8 pagesWartsila PDFherysyam1980No ratings yet
- Classic-Business-Motivation-2 - 1Document17 pagesClassic-Business-Motivation-2 - 1rafaelNo ratings yet
- Casual-Cash-Or-Credit-2 - 1Document12 pagesCasual-Cash-Or-Credit-2 - 1rafaelNo ratings yet
- Lubrication and Piston Rings AmoserDocument44 pagesLubrication and Piston Rings AmoserrafaelNo ratings yet
- Wartsila RT 82 PDFDocument11 pagesWartsila RT 82 PDFaleventNo ratings yet
- Conversion To Loop Cooler RLB-90Document16 pagesConversion To Loop Cooler RLB-90rafaelNo ratings yet
- Lubricating Oils rt-138 - A1 - Issue2Document18 pagesLubricating Oils rt-138 - A1 - Issue2rafaelNo ratings yet
- Lubrication and Piston Rings AmoserDocument44 pagesLubrication and Piston Rings AmoserrafaelNo ratings yet
- How Can I Interact With The Class?: Take A Look at How To Use Your ToolbarDocument12 pagesHow Can I Interact With The Class?: Take A Look at How To Use Your ToolbarJhonny LarrotaNo ratings yet
- Casual-Dogs-and-cats-2 - 1Document13 pagesCasual-Dogs-and-cats-2 - 1rafaelNo ratings yet
- Casual-Checking-in-2 - 1Document13 pagesCasual-Checking-in-2 - 1rafaelNo ratings yet
- Classic-Stress-And-Relaxation-2 - 1Document16 pagesClassic-Stress-And-Relaxation-2 - 1rafaelNo ratings yet
- Classic-Grammar-Telling-Time-2 - 1Document14 pagesClassic-Grammar-Telling-Time-2 - 1rafaelNo ratings yet
- Hx400is Om Eng Em039n253 1612a-NoDocument48 pagesHx400is Om Eng Em039n253 1612a-NorafaelNo ratings yet
- Casual-Good-Deeds-2 - 1Document12 pagesCasual-Good-Deeds-2 - 1rafaelNo ratings yet
- Classic-Fear-2 - 1Document16 pagesClassic-Fear-2 - 1rafaelNo ratings yet
- Classic Business Meetings 2 1Document19 pagesClassic Business Meetings 2 1Juan Carlos Pereira SalgadoNo ratings yet
- O360 Brochure Diesel SPDocument5 pagesO360 Brochure Diesel SPrafaelNo ratings yet
- Slideshow - Solar Power, Shaped Up - MIT News - Massachusetts Institute of TechnologyDocument2 pagesSlideshow - Solar Power, Shaped Up - MIT News - Massachusetts Institute of TechnologyrafaelNo ratings yet
- ABS Ballast Water Management RequirementDocument80 pagesABS Ballast Water Management RequirementAlex Lobe100% (1)
- ABS III 8 BriefDocument9 pagesABS III 8 BriefrafaelNo ratings yet
- Pre Port Arrival Quick Reference and Downloadable Check List 18270 A4 FormatDocument22 pagesPre Port Arrival Quick Reference and Downloadable Check List 18270 A4 FormatDimosNo ratings yet
- Brochure Diesel SP TestDocument4 pagesBrochure Diesel SP TestrafaelNo ratings yet
- Mid Exam Ext 2010Document3 pagesMid Exam Ext 2010Tatek YenehunNo ratings yet
- Chow & Tan (Design & Construction of Bored Pile Foundation - 2003)Document74 pagesChow & Tan (Design & Construction of Bored Pile Foundation - 2003)Donny B TampubolonNo ratings yet
- Manual Book IsuzuDocument16 pagesManual Book IsuzuNoor Sa'adahNo ratings yet
- CableDocument7 pagesCablerocketvtNo ratings yet
- Week 13 Plastic Deformation CylinderDocument37 pagesWeek 13 Plastic Deformation CylinderdarshanNo ratings yet
- Prime CoatDocument4 pagesPrime CoatAnonymous YHcvra8Xw6No ratings yet
- Material Quotation List For - Dirt Cheap Construction Co.: Generated by A Sharpe Software ProductDocument2 pagesMaterial Quotation List For - Dirt Cheap Construction Co.: Generated by A Sharpe Software ProductKunal MangalNo ratings yet
- Diagrid, Prada Boutique AoyamaDocument4 pagesDiagrid, Prada Boutique AoyamastefanNo ratings yet
- Roof Purlin Design: 1. Constructive SchemeDocument35 pagesRoof Purlin Design: 1. Constructive SchemeCristian ScutaruNo ratings yet
- 1528 File8082634062Document244 pages1528 File8082634062shaikshavali1982No ratings yet
- Construction % Surfacing of Parking Areas 2Document8 pagesConstruction % Surfacing of Parking Areas 2John DoughNo ratings yet
- Theory of Soil FailureDocument12 pagesTheory of Soil FailureVishal SaravananNo ratings yet
- Cmaa 74 Deflection Criteria: Most Asked Action Alerts MHIDocument3 pagesCmaa 74 Deflection Criteria: Most Asked Action Alerts MHIboringNo ratings yet
- 8 Effect - of - Salinity - On - Concrete - Properties PDFDocument12 pages8 Effect - of - Salinity - On - Concrete - Properties PDFTESFAYENo ratings yet
- Pun AwaleDocument1 pagePun AwaleYogesh BadkasNo ratings yet
- TC5613 6spare PartsDocument65 pagesTC5613 6spare PartsSENTHIL NATHAN100% (1)
- ED & HJ W.H.HagerDocument9 pagesED & HJ W.H.Hagerjamjam75No ratings yet
- Tech Data Sheet - ICT URE-SEALDocument2 pagesTech Data Sheet - ICT URE-SEALProfessional LinesNo ratings yet
- Working EnvironmentDocument411 pagesWorking EnvironmentvalentinlucNo ratings yet
- Pipes and Cisterns: (43 Questions)Document4 pagesPipes and Cisterns: (43 Questions)apurba doleyNo ratings yet
- 15dbci43-Highway Engineering Question BankDocument1 page15dbci43-Highway Engineering Question BankUmashankarNo ratings yet
- FTM Basic Design Post Installed Rebars Technical Information ASSET DOC LOC 2643944Document37 pagesFTM Basic Design Post Installed Rebars Technical Information ASSET DOC LOC 2643944inigo38No ratings yet
- Reviewer 2Document5 pagesReviewer 2Nini JimbuuNo ratings yet
- ALC Hydraulic GMV 3010 Electrical DiagramDocument20 pagesALC Hydraulic GMV 3010 Electrical Diagramمحمد حسينNo ratings yet
- Pavement Evaluation and Overlay Des - DR MSA - LatestDocument103 pagesPavement Evaluation and Overlay Des - DR MSA - LatestSreedhar BhuduruNo ratings yet
- Training Manual Electrical: Cable Systems - Cable Termination Revised March 2006 Page 1 of 18Document18 pagesTraining Manual Electrical: Cable Systems - Cable Termination Revised March 2006 Page 1 of 18Ko ZayNo ratings yet
- Instrumentation: Method Statement ForDocument8 pagesInstrumentation: Method Statement ForWalid MarhabaNo ratings yet
- BS 8110 Data Given: Calculation SheetDocument10 pagesBS 8110 Data Given: Calculation SheetLee See VoonNo ratings yet
- Conduit Fill GuideDocument6 pagesConduit Fill GuideKosala KamburadeniyaNo ratings yet