You might also like
- Printed Circuit BoardDocument16 pagesPrinted Circuit BoardAjayChandrakarNo ratings yet
- Chapter - 1Document46 pagesChapter - 1Vineet KumarNo ratings yet
- Industrial Training PCBDocument29 pagesIndustrial Training PCBjwndasukhraj100% (2)
- MDL Number ListDocument3 pagesMDL Number ListanjaneyulubhelNo ratings yet
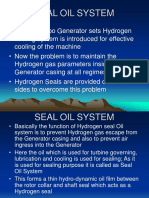
- Seal Oil SystemDocument20 pagesSeal Oil SystemChandu ChukkaNo ratings yet
- Grid Connected Solar PV WorkshopDocument203 pagesGrid Connected Solar PV WorkshopIbrahim Nashid100% (2)
- Extra Low Voltage Design StandardDocument7 pagesExtra Low Voltage Design StandardMunirah AyubNo ratings yet
- PCB and SolderingDocument19 pagesPCB and SolderingratheeshbrNo ratings yet
- PCB DesignDocument40 pagesPCB DesignInder Pal Singh100% (7)
- PCB LabDocument26 pagesPCB LabsunilsmNo ratings yet
- PCB Manufacturing ProcessDocument19 pagesPCB Manufacturing ProcessNanny Pao Lmj100% (1)
- Printed Circuit Board (PCB) : Printed Circuit Boards (PCBS) Form The Backbone of AllDocument37 pagesPrinted Circuit Board (PCB) : Printed Circuit Boards (PCBS) Form The Backbone of AllPhil GainNo ratings yet
- 10 Printed Circuit BoardDocument12 pages10 Printed Circuit BoardrameshNo ratings yet
- SMT Seminar ReportDocument26 pagesSMT Seminar ReportShruthi Uppar100% (1)
- Q4 LAS Week 1-2Document15 pagesQ4 LAS Week 1-2Kram Kram100% (1)
- Multi-Patterning Lithography - An Efficient Photolithography TechniqueDocument29 pagesMulti-Patterning Lithography - An Efficient Photolithography TechniqueKrishna Saroja SankaNo ratings yet
- Printed Circuit BoardDocument6 pagesPrinted Circuit BoardSayan Das KarmakarNo ratings yet
- Complete PCB Design Using OrCAD Capture and PCB EditorFrom EverandComplete PCB Design Using OrCAD Capture and PCB EditorRating: 5 out of 5 stars5/5 (1)
- Printed Circuit BoardDocument23 pagesPrinted Circuit Boardahmed100% (2)
- Lecture 1 Basics of PCBDocument32 pagesLecture 1 Basics of PCBjaltitiNo ratings yet
- Internship Report NewDocument12 pagesInternship Report NewSaad KhalidNo ratings yet
- ISO 14001 Environmental Management Standard in Plain EnglishDocument9 pagesISO 14001 Environmental Management Standard in Plain EnglishsathyabalaramanNo ratings yet
- Printed Circuit Board: CharacteristicsDocument23 pagesPrinted Circuit Board: CharacteristicsSai Gautam100% (1)
- PCB ManufactureDocument8 pagesPCB Manufacturepramodkb_cusatNo ratings yet
- Printed Circuit Board Deconstruction Techniques: Joe GrandDocument11 pagesPrinted Circuit Board Deconstruction Techniques: Joe GrandJoshua AyoolaNo ratings yet
- E246 - 2 - Team File Submission - Team 2 - 002Document9 pagesE246 - 2 - Team File Submission - Team 2 - 002张瑜征No ratings yet
- PCB InfoDocument19 pagesPCB InfoDarshan Iyer NNo ratings yet
- Printed Circuit BoardDocument6 pagesPrinted Circuit BoardBookMaggotNo ratings yet
- Journal of Computational Design and Engineering: Masatomo Inui, Shunsuke Onishi, Nobuyuki UmezuDocument10 pagesJournal of Computational Design and Engineering: Masatomo Inui, Shunsuke Onishi, Nobuyuki UmezuSusil KumarNo ratings yet
- Lecture 5 Fabrication Files - OutputsDocument16 pagesLecture 5 Fabrication Files - OutputsjaltitiNo ratings yet
- Chapter-1 Wireless Communication - Laser CommunicationDocument56 pagesChapter-1 Wireless Communication - Laser Communicationyash_dk20083706No ratings yet
- Printed Circuit Ab-1Document38 pagesPrinted Circuit Ab-1pandiarajNo ratings yet
- Concepts and Terminology Used in Printed Circuit Boards (PCB) - Electrosoft EngineeringDocument6 pagesConcepts and Terminology Used in Printed Circuit Boards (PCB) - Electrosoft EngineeringAdair NettoNo ratings yet
- AT 0S Internship Report12Document33 pagesAT 0S Internship Report12bejaca8091No ratings yet
- All About Printed Circuit Board (PCB)Document8 pagesAll About Printed Circuit Board (PCB)Aspire_TechnologyNo ratings yet
- Pcbnote 1Document2 pagesPcbnote 1sunilbabukp8637No ratings yet
- 2 - Printed Electronics On Flexible Substrates Using Inkjet TechnologyDocument4 pages2 - Printed Electronics On Flexible Substrates Using Inkjet Technologymasum.sNo ratings yet
- Smart Ink For Exographic Printing - 1: Flexo May 2016Document7 pagesSmart Ink For Exographic Printing - 1: Flexo May 2016I Love MusicNo ratings yet
- Laser Cut SMT StencilsDocument4 pagesLaser Cut SMT StencilsAvadhutNo ratings yet
- PCB Fabrication Unit For Electronics Circuit PrototypingDocument5 pagesPCB Fabrication Unit For Electronics Circuit PrototypingCláudio RegisNo ratings yet
- Design Project StudyDocument13 pagesDesign Project StudyWilbert LlanosNo ratings yet
- Nano Dimension: Lab-On-ChipDocument4 pagesNano Dimension: Lab-On-Chipyufencha1548No ratings yet
- 1-5 AtsDocument5 pages1-5 Atsbejaca8091No ratings yet
- Manufacturing: MaterialsDocument7 pagesManufacturing: MaterialsMaddyNo ratings yet
- EInfochips Double Patterning TechnologyDocument2 pagesEInfochips Double Patterning TechnologyPramod Kumar ReddyNo ratings yet
- Manufacture of Printed Circuit BoardsDocument12 pagesManufacture of Printed Circuit BoardsSandra JaramilloNo ratings yet
- Advanced Screen PrintingDocument8 pagesAdvanced Screen PrintingOctavianus Parlindungan HuluNo ratings yet
- Industrial Training Report (208020) : Ty Et-ADocument11 pagesIndustrial Training Report (208020) : Ty Et-AMohseen InamdarNo ratings yet
- PCB Part B (3rd Sem)Document22 pagesPCB Part B (3rd Sem)jayant kumarNo ratings yet
- Fundamentals of Board AssemblyDocument54 pagesFundamentals of Board AssemblyAmir AkmalNo ratings yet
- Internship PPT 7th SemDocument22 pagesInternship PPT 7th SemJAY JOSHINo ratings yet
- 1.2 Functions of PCBDocument22 pages1.2 Functions of PCBKumar S pNo ratings yet
- Taming The Challenges of 20nm Custom/Analog Design: Digital DesignersDocument9 pagesTaming The Challenges of 20nm Custom/Analog Design: Digital Designers李超No ratings yet
- 4.1 PCB Fabrication ProcessDocument10 pages4.1 PCB Fabrication ProcessArushiNo ratings yet
- Replica Tape: A Source of New Surface Profile InformationDocument11 pagesReplica Tape: A Source of New Surface Profile InformationMuthuKumarNo ratings yet
- Project Report On Automated Test EquipmentDocument46 pagesProject Report On Automated Test EquipmentGaurav PooniyaNo ratings yet
- Otr 216 R07Document5 pagesOtr 216 R07dlc352-sc1No ratings yet
- College of Engineering, ChengannurDocument30 pagesCollege of Engineering, ChengannurDanish AliNo ratings yet
- Combining 3D Printing and Printable Electronics: John Sarik James ScottDocument5 pagesCombining 3D Printing and Printable Electronics: John Sarik James ScottBercin DassNo ratings yet
- Workshop PCB Desgin 28-10-23 FinalDocument48 pagesWorkshop PCB Desgin 28-10-23 Finalaswinikrn8No ratings yet
- Additive Manufacturing PPT For DLDocument35 pagesAdditive Manufacturing PPT For DLGopal PmNo ratings yet
- Experiment 7Document9 pagesExperiment 7Ashish patelNo ratings yet
- A Machine Vision Based Automatic Optical Inspection System For Measuring Drilling Quality of PCBDocument17 pagesA Machine Vision Based Automatic Optical Inspection System For Measuring Drilling Quality of PCBHuy Anh BùiNo ratings yet
- F-r100 Industrial Router Technical Specification v1.0.0Document3 pagesF-r100 Industrial Router Technical Specification v1.0.0Xiamen Four-Faith Industrial Router supplierNo ratings yet
- References BI - PPL ConstructionDocument3 pagesReferences BI - PPL ConstructionAmine Ben salemNo ratings yet
- Transport FundamentalsDocument32 pagesTransport FundamentalsmohsinaliNo ratings yet
- GE JVM1540 OTR MicrowaveDocument56 pagesGE JVM1540 OTR MicrowaveplasmapeteNo ratings yet
- E6K WiringDocument1 pageE6K Wiringjo_falconNo ratings yet
- VeloAir ImpDocument8 pagesVeloAir ImpRehan YousafNo ratings yet
- Steam Turbine Governor ControlDocument2 pagesSteam Turbine Governor Controlashishmundra89No ratings yet
- CMS 16 QBDocument5 pagesCMS 16 QBGt VaradharajanNo ratings yet
- ARRI Meta Extract User Manual 2.1Document5 pagesARRI Meta Extract User Manual 2.1vveksuvarnaNo ratings yet
- Is 9890 (Specification For General Purpose Ball Valves)Document3 pagesIs 9890 (Specification For General Purpose Ball Valves)Selvakpm06No ratings yet
- A CMOS-integrated Compute-In-Memory MacroDocument10 pagesA CMOS-integrated Compute-In-Memory MacroMo SongNo ratings yet
- Zero Budget Library ProgramDocument25 pagesZero Budget Library Programbintang nasraniNo ratings yet
- International Journal of Retail & Distribution Management: Article InformationDocument31 pagesInternational Journal of Retail & Distribution Management: Article InformationKhuzaima HashmiNo ratings yet
- Clarke Transform - Open ElectricalDocument6 pagesClarke Transform - Open ElectricalMayita ContrerasNo ratings yet
- Metodologi Penelitian - Design Quesionaire 1Document29 pagesMetodologi Penelitian - Design Quesionaire 1yudiNo ratings yet
- Spring: May Is National Electrical Safety Month!Document4 pagesSpring: May Is National Electrical Safety Month!Rajendra DeshpandeNo ratings yet
- Disruptive Beamforming Trends Improving Mmwave 5GDocument1 pageDisruptive Beamforming Trends Improving Mmwave 5GALEXANDRE JOSE FIGUEIREDO LOUREIRONo ratings yet
- Principles of Management by SchermerhornDocument5 pagesPrinciples of Management by Schermerhornkhae123No ratings yet
- Bus Ticket GURJOTDocument1 pageBus Ticket GURJOTAbhinav MauryaNo ratings yet
- My India in 2047Document3 pagesMy India in 2047Karttikeya Mangalam NemaniNo ratings yet
- GMM QC Procedure ManualDocument10 pagesGMM QC Procedure ManualYulian PerdanaNo ratings yet
- Communication Between Modules, Cohesion and CouplingDocument30 pagesCommunication Between Modules, Cohesion and CouplinghasrianiNo ratings yet
- 86764461-02 XL1000 Blueline Instl-VDocument24 pages86764461-02 XL1000 Blueline Instl-VfrancoemanuelNo ratings yet
- Thermodynamics Question and AnswerDocument10 pagesThermodynamics Question and AnswerChristian Breth BurgosNo ratings yet
- Application of Remote Sensing For Shoreline Change Detection in Cuu Long EstuaryDocument6 pagesApplication of Remote Sensing For Shoreline Change Detection in Cuu Long EstuaryAhmed Mohamed SaqrNo ratings yet