You might also like
- Introduction to the simulation of power plants for EBSILON®Professional Version 15From EverandIntroduction to the simulation of power plants for EBSILON®Professional Version 15No ratings yet
- 9.2 - P, I, D, PI, PD, and PID Control - Engineering LibreTextsDocument9 pages9.2 - P, I, D, PI, PD, and PID Control - Engineering LibreTextsChandrasekar ElankannanNo ratings yet
- Jörg Polzehl, Karsten Tabelow - Magnetic Resonance Brain ImagingDocument242 pagesJörg Polzehl, Karsten Tabelow - Magnetic Resonance Brain ImagingSándor SzabóNo ratings yet
- Advance Process ControlDocument11 pagesAdvance Process Control김형진No ratings yet
- CAMBRIAN COLLEGE ELECTRICAL ENGINEERING TECHNOLOGY INSTRUMENTATION TESTDocument16 pagesCAMBRIAN COLLEGE ELECTRICAL ENGINEERING TECHNOLOGY INSTRUMENTATION TESTGabrielGrecoNo ratings yet
- Astm A 322 - 07Document4 pagesAstm A 322 - 07Luis MendozaNo ratings yet
- P, I, D, PI, PD, and PID ControlDocument14 pagesP, I, D, PI, PD, and PID ControlArnav KothiyalNo ratings yet
- Photodiode & Solar Cell FundamentalsDocument33 pagesPhotodiode & Solar Cell Fundamentalsgirishkumardarisi254No ratings yet
- Work Shop (23 HLM)Document23 pagesWork Shop (23 HLM)ferdhian RahmansyahNo ratings yet
- Workshop 2 P-Only Control of Tank LevelDocument5 pagesWorkshop 2 P-Only Control of Tank LevelJoselyn ChewNo ratings yet
- 21 ModelxDocument9 pages21 Modelxronaldvr022No ratings yet
- Kpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsDocument6 pagesKpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsGarabigNo ratings yet
- Process Modeling Equations for Distillation Column ControlDocument5 pagesProcess Modeling Equations for Distillation Column ControlGarabigNo ratings yet
- Control of Continuous Process: Lecturer: Dr. Shallon StubbsDocument32 pagesControl of Continuous Process: Lecturer: Dr. Shallon StubbsLuther King Ferguson100% (1)
- 1 PrcDynDocument10 pages1 PrcDynRashaad CoxNo ratings yet
- Lab2 UpdatedDocument5 pagesLab2 UpdatedSekar PrasetyaNo ratings yet
- Assessment Report: ObjectiveDocument12 pagesAssessment Report: Objectivef158354 Muhammad HaseebNo ratings yet
- Dynamic interactions and optimization in distillation columnsDocument6 pagesDynamic interactions and optimization in distillation columnsGarabigNo ratings yet
- Robust Predictive Control of A Gasoline Debutanizer Column: E.Almeida Neto, M.A.Rodrigues and D.OdloakDocument12 pagesRobust Predictive Control of A Gasoline Debutanizer Column: E.Almeida Neto, M.A.Rodrigues and D.Odloakannou khadidjaNo ratings yet
- Proportional and Derivative Control DesignDocument5 pagesProportional and Derivative Control Designahmed shahNo ratings yet
- ET401 Lab Self-Regulating Single Tank Level Control: Modeling and Tuning Profs Sarnacki, Owen, Olivari, Tefft Fall 2019Document4 pagesET401 Lab Self-Regulating Single Tank Level Control: Modeling and Tuning Profs Sarnacki, Owen, Olivari, Tefft Fall 2019essameldinNo ratings yet
- Identification and Optimization of Pi Parameters Based On Genetic Algorithm For Non Linear System Using MatlabDocument51 pagesIdentification and Optimization of Pi Parameters Based On Genetic Algorithm For Non Linear System Using Matlabjagateesan50% (2)
- Assignment 2 - Adv CTL 2020Document7 pagesAssignment 2 - Adv CTL 2020Thành Trung Nguyễn QuáchNo ratings yet
- Tuning Equations For Cascaded Control Systems Based On The First Order Plus Dead Time ApproachDocument10 pagesTuning Equations For Cascaded Control Systems Based On The First Order Plus Dead Time ApproachMaria DelgadoNo ratings yet
- Signals and Systems - Project Notes - Autumn 2012Document37 pagesSignals and Systems - Project Notes - Autumn 2012Min Khine KyawNo ratings yet
- Design of Virtual Process Control Laboratory (VPCL) Using First Principle Method and Interactive PID Control Toolkit Using LabviewDocument5 pagesDesign of Virtual Process Control Laboratory (VPCL) Using First Principle Method and Interactive PID Control Toolkit Using Labviewahmed ubeedNo ratings yet
- To DC sJBJirDocument11 pagesTo DC sJBJirprakashNo ratings yet
- Motor Control Lab ReportDocument4 pagesMotor Control Lab ReportVu LeNo ratings yet
- Chen4570 Sp00 FinalDocument11 pagesChen4570 Sp00 FinalmazinNo ratings yet
- Experiment No. 5 Study of The Effect of A Forward-Path Lead Compensator On The Performance of A Linear Feedback Control SystemDocument3 pagesExperiment No. 5 Study of The Effect of A Forward-Path Lead Compensator On The Performance of A Linear Feedback Control SystemSubhaNo ratings yet
- 2019-Model Predictive Control of Quadruple Tank SystemDocument5 pages2019-Model Predictive Control of Quadruple Tank SystemAravindan MohanNo ratings yet
- 3571 PDFDocument4 pages3571 PDFAuliaNo ratings yet
- IAM Proportional Integral Derivative PID ControlsDocument13 pagesIAM Proportional Integral Derivative PID ControlsIndustrial Automation and MechatronicsNo ratings yet
- Process Contrlo PracDocument44 pagesProcess Contrlo PracMvelo PhungulaNo ratings yet
- System Identification and ModellingDocument1 pageSystem Identification and Modellingkerem__22No ratings yet
- PID Controller DesignDocument14 pagesPID Controller DesignWashington Luiz Leite SousaNo ratings yet
- ELEC4632 Lab 4: Real-Time Implementation of Output Feedback Control System For Set-Point ControlDocument4 pagesELEC4632 Lab 4: Real-Time Implementation of Output Feedback Control System For Set-Point ControlZIYI PANNo ratings yet
- ABSTRACT:-In This Paper, Application of Advanced Process Control Has Been Studied For Distillation Control andDocument1 pageABSTRACT:-In This Paper, Application of Advanced Process Control Has Been Studied For Distillation Control andGarabigNo ratings yet
- Generalidades PIDDocument3 pagesGeneralidades PIDJeferson GonzálezNo ratings yet
- Control of Level of A Conical Tank System AimDocument3 pagesControl of Level of A Conical Tank System AimShivankyJaiswalNo ratings yet
- Design and Analysis of Closed Loop Capacity Control For A Multi 2005 CIRP AnDocument4 pagesDesign and Analysis of Closed Loop Capacity Control For A Multi 2005 CIRP AnMaría Paula SánchezNo ratings yet
- PID CONTROLLER EXPERIMENTDocument13 pagesPID CONTROLLER EXPERIMENTMohd KhairiNo ratings yet
- PID Control Experiment: Mechanical Engineering LabDocument4 pagesPID Control Experiment: Mechanical Engineering LabFreddy A. SanchezNo ratings yet
- AssignmentDocument4 pagesAssignmentAnonymous ne1h1Vk140No ratings yet
- Design PID Controller PLCDocument8 pagesDesign PID Controller PLCankit407No ratings yet
- ch32b Midterm1 2005Document8 pagesch32b Midterm1 2005Nguyễn Tiến DũngNo ratings yet
- Optimization of PID Controller Parameters On Flow Rate Control System Using Multiple Effect Evaporator Particle Swarm OptimizationDocument7 pagesOptimization of PID Controller Parameters On Flow Rate Control System Using Multiple Effect Evaporator Particle Swarm OptimizationErna UtamiNo ratings yet
- Tci Practica 8Document17 pagesTci Practica 8Iván Méndez FloresNo ratings yet
- Model Based ControlDocument6 pagesModel Based ControlIvan RadovicNo ratings yet
- Two tank non-interacting liquid level PID controlDocument9 pagesTwo tank non-interacting liquid level PID controlHimanshu JatNo ratings yet
- Lab Report 3: Labs 6 & 7 MEM459/MEM540-Control Applications of DSPDocument25 pagesLab Report 3: Labs 6 & 7 MEM459/MEM540-Control Applications of DSPBryan Badillo RamosNo ratings yet
- Pid Control ExperimentDocument15 pagesPid Control Experimentazhar3303No ratings yet
- Mizan Tepi Campus Lab Report Speed Control of DC MotorDocument16 pagesMizan Tepi Campus Lab Report Speed Control of DC MotorMelaku DinkuNo ratings yet
- Group 4 Lab 5Document16 pagesGroup 4 Lab 5Melaku DinkuNo ratings yet
- PID Controller Design GuideDocument17 pagesPID Controller Design GuideeduardoguidoNo ratings yet
- 2015-Adaptive Multi-Loop Fractional Order PID - USBDocument8 pages2015-Adaptive Multi-Loop Fractional Order PID - USBAravindan MohanNo ratings yet
- Digital Pid Controller 175Document6 pagesDigital Pid Controller 175andr14272No ratings yet
- Introduction To PIDDocument16 pagesIntroduction To PIDjocianvefNo ratings yet
- A Simple PID Controller With Adaptive Parameter in A DsPICDocument5 pagesA Simple PID Controller With Adaptive Parameter in A DsPICAlfian Apin Ma'arifNo ratings yet
- Implementing A PID Control System On A Microcontroller: Using The Example of A Microchip PIC 18F4550Document12 pagesImplementing A PID Control System On A Microcontroller: Using The Example of A Microchip PIC 18F4550Venkatesan SundaramNo ratings yet
- Tuning of PID Controllers With Fuzzy Logic: AbstractDocument8 pagesTuning of PID Controllers With Fuzzy Logic: Abstractjames100% (1)
- IntroductionDocument51 pagesIntroductionAlex NegulescuNo ratings yet
- Exp - P9 - Pressure ControlDocument9 pagesExp - P9 - Pressure ControlPriyanshu LilhaNo ratings yet
- The 2020 Magnetism Roadmap: Journal of Physics D: Applied PhysicsDocument45 pagesThe 2020 Magnetism Roadmap: Journal of Physics D: Applied PhysicsFrancisco EstrellaNo ratings yet
- GIET UNIVERSITY PARTIAL DIFFERENTIAL EQUATIONS EXAMDocument2 pagesGIET UNIVERSITY PARTIAL DIFFERENTIAL EQUATIONS EXAMPritesh RayaguruNo ratings yet
- Moment Diagram by PartsDocument14 pagesMoment Diagram by PartsJay Dela CruzNo ratings yet
- AMT 3102 Module 10 Principle of DynamicsDocument19 pagesAMT 3102 Module 10 Principle of DynamicsAce MaxximusNo ratings yet
- Profil Paparan Radiasi Instalasi Radiologi - Dwi RochmayantiDocument5 pagesProfil Paparan Radiasi Instalasi Radiologi - Dwi RochmayantiFadila Nur'AeniNo ratings yet
- The Giroud and Noiray MethodDocument10 pagesThe Giroud and Noiray MethodCarlos CorreiaNo ratings yet
- BSC 5 Sem Physics 2015Document4 pagesBSC 5 Sem Physics 2015Mrudula YNo ratings yet
- Qaamuuska Ereybixinta Fisigiska: English SoomaaliDocument51 pagesQaamuuska Ereybixinta Fisigiska: English SoomaaliIrir SamaleNo ratings yet
- Dynamic Meteorology 2Document16 pagesDynamic Meteorology 2ADNo ratings yet
- Bits F111-Course HandoutDocument3 pagesBits F111-Course HandoutPPNo ratings yet
- Gasnitriding - Plasmanitriding - SaltbathnitridingDocument4 pagesGasnitriding - Plasmanitriding - SaltbathnitridingKevin ThomasNo ratings yet
- Experimental Studies On Bearing Capacity of Geosynthetic Reinforced Stone ColumnsDocument16 pagesExperimental Studies On Bearing Capacity of Geosynthetic Reinforced Stone ColumnsAhmed RamadanNo ratings yet
- Physics Activity6.1 CiriacoDocument2 pagesPhysics Activity6.1 CiriacoMary Jane JavierNo ratings yet
- MicroChannel HeatExchangersDocument16 pagesMicroChannel HeatExchangerskhushal bhanderiNo ratings yet
- Sika PDS - E - Sikadur - 42 MP SlowDocument5 pagesSika PDS - E - Sikadur - 42 MP Slowlwin_oo2435No ratings yet
- An Analytical Investigation On The Estimation of Water Inflow Into A Circular Tunnel Based On-Site DataDocument10 pagesAn Analytical Investigation On The Estimation of Water Inflow Into A Circular Tunnel Based On-Site DataJianping SunNo ratings yet
- Fiber optics and waveguides exercises: modes, NA, interferenceDocument4 pagesFiber optics and waveguides exercises: modes, NA, interferencemokhaladNo ratings yet
- Cambridge IGCSE: PHYSICS 0625/42Document16 pagesCambridge IGCSE: PHYSICS 0625/42Kamin Kain SiriwatwetchakulNo ratings yet
- Cacl 3Document10 pagesCacl 3arthurNo ratings yet
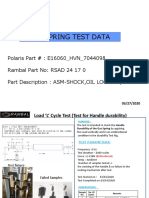
- Gas Spring Test Data Gas Spring Test DataDocument3 pagesGas Spring Test Data Gas Spring Test DataRaja Sekaran SajjaNo ratings yet
- Soil Mechanics and Foundation Engineering PDFDocument4 pagesSoil Mechanics and Foundation Engineering PDFDeepak KumarNo ratings yet
- Marina Pier Repair Nasugbu BatangasDocument28 pagesMarina Pier Repair Nasugbu BatangasDennis SagaoNo ratings yet
- ARTIFEX INFRA - 44mm Decksheet ProfileDocument1 pageARTIFEX INFRA - 44mm Decksheet ProfileAmit SharmaNo ratings yet
- April 14Document7 pagesApril 14rossana rondaNo ratings yet
- Unit 6 - Week 5: Metal-Semiconductor Junctions: Assignment 5Document4 pagesUnit 6 - Week 5: Metal-Semiconductor Junctions: Assignment 5shashank barsainyaNo ratings yet
- Change of Shear Modulus and Yield Stress With Pressure and TemperatureDocument6 pagesChange of Shear Modulus and Yield Stress With Pressure and TemperatureBishwajyoti DuttaMajumdarNo ratings yet
- The Entropy Change of Pure SubstancesDocument5 pagesThe Entropy Change of Pure SubstancesAbd El-Razek AhmedNo ratings yet