You might also like
- Theory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlFrom EverandTheory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlNo ratings yet
- Flat Plate Membrane Bioreactor (MBR) System TrainingDocument56 pagesFlat Plate Membrane Bioreactor (MBR) System TrainingmarvilouNo ratings yet
- MBR Technology Future Water WastewaterDocument29 pagesMBR Technology Future Water WastewaterChungath Linesh100% (1)
- Membrane BioreactorsDocument41 pagesMembrane BioreactorsChokri ChakiirNo ratings yet
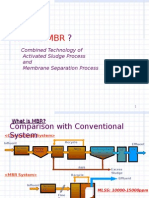
- What Is ?: Combined Technology of Activated Sludge Process and Membrane Separation ProcessDocument15 pagesWhat Is ?: Combined Technology of Activated Sludge Process and Membrane Separation Processyo5208No ratings yet
- Membrane Bioreactor (MBR) Technology PPT - FERA MEILASARI - 21080122420021Document14 pagesMembrane Bioreactor (MBR) Technology PPT - FERA MEILASARI - 21080122420021fera meilasariNo ratings yet
- Membrane Technology: By: Prof. Dr. Tien R. MuchtadiDocument47 pagesMembrane Technology: By: Prof. Dr. Tien R. MuchtadiDwiMariaUlfahNo ratings yet
- Membrane TechnologyDocument47 pagesMembrane TechnologyDwiMariaUlfahNo ratings yet
- Membrane BioreactorDocument49 pagesMembrane BioreactorArpit Thumar100% (2)
- MBR-C1 Fundamentals of MBRDocument36 pagesMBR-C1 Fundamentals of MBRAlfonso José García Laguna100% (3)
- Microsoft Word - RO VISTEONDocument2 pagesMicrosoft Word - RO VISTEONjeykumar.BalannairNo ratings yet
- Cembrane Silicon Carbide Membranes Provide Clean Water for LifeDocument8 pagesCembrane Silicon Carbide Membranes Provide Clean Water for LifeGabriel Montoya CorreaNo ratings yet
- MBR Wastewater Treatment: Membrane Bioreactors ExplainedDocument16 pagesMBR Wastewater Treatment: Membrane Bioreactors ExplainedAgus WitonoNo ratings yet
- MBR Technologies: East Valley Water DistrictDocument17 pagesMBR Technologies: East Valley Water Districtkaran198524No ratings yet
- A Review On Membrane Bioreactors An EmerDocument11 pagesA Review On Membrane Bioreactors An EmerGraziella NavacciNo ratings yet
- ACWA MBR presents Submerged Membrane Bioreactors using the Kubota MembraneDocument48 pagesACWA MBR presents Submerged Membrane Bioreactors using the Kubota Membranecharles samsonNo ratings yet
- MBR System Comparison GuideDocument9 pagesMBR System Comparison GuidepragatheeskNo ratings yet
- Kuliah MBR ITB 14 Nov 2022 - For PrintDocument31 pagesKuliah MBR ITB 14 Nov 2022 - For PrintEni RohkayatiNo ratings yet
- Headworks Presentation 2020 Ater ForumDocument24 pagesHeadworks Presentation 2020 Ater ForumSTWM217No ratings yet
- Enzotech - STPS: Chennai ChennaiDocument18 pagesEnzotech - STPS: Chennai ChennaiHimanshu KaleNo ratings yet
- KMS Puron MBR Operation OverviewDocument10 pagesKMS Puron MBR Operation Overviewabdul aziNo ratings yet
- System Design Membrane System Design Guidelines For 8" Filmtec™ ElementsDocument4 pagesSystem Design Membrane System Design Guidelines For 8" Filmtec™ ElementsfarshadNo ratings yet
- System Design Membrane System Design Guidelines For 8" Filmtec™ ElementsDocument4 pagesSystem Design Membrane System Design Guidelines For 8" Filmtec™ ElementsJuan MendozaNo ratings yet
- Membrane CleaningDocument14 pagesMembrane CleaningAmit Kr GodaraNo ratings yet
- ChE 3202 - Conventional and Non Conventional MethodsDocument8 pagesChE 3202 - Conventional and Non Conventional MethodsWingel LullabyNo ratings yet
- Reverse Osmosis Design GuidelinesDocument2 pagesReverse Osmosis Design Guidelineswacsii ccasullaNo ratings yet
- Membrane Bio ReactorDocument16 pagesMembrane Bio ReactorSowndhigaNo ratings yet
- Membrane Separation ProcessDocument118 pagesMembrane Separation ProcessMirHamzaHamidKashmiri100% (1)
- Tritech Water Poramax Brochures 8 en SingleDocument5 pagesTritech Water Poramax Brochures 8 en SingleWendyNo ratings yet
- AnMBR Wastewater Treatment: Anaerobic Membrane BioreactorsDocument20 pagesAnMBR Wastewater Treatment: Anaerobic Membrane BioreactorsNimitosh GuptaNo ratings yet
- Che 0417 FR3 MPBDocument13 pagesChe 0417 FR3 MPBDario BonillaNo ratings yet
- Difference Between SBR MBR and MBBRDocument13 pagesDifference Between SBR MBR and MBBRiaplsales2014No ratings yet
- Membrane FiltrationDocument16 pagesMembrane Filtrationعبداللە عمر ابراهیمNo ratings yet
- Se-dcf-En-05 11 Crossflow Filter PrayefsDocument4 pagesSe-dcf-En-05 11 Crossflow Filter Prayefslimim56582No ratings yet
- Syngineering Water MBR Vs SBR PDFDocument5 pagesSyngineering Water MBR Vs SBR PDFjaianit89No ratings yet
- Using Membranes BioreactorsDocument7 pagesUsing Membranes BioreactorsAnonymous jogLmb8No ratings yet
- Comparing Technologies - Conventional ASP, SBR, MBBR, MBRDocument3 pagesComparing Technologies - Conventional ASP, SBR, MBBR, MBRJanakiram GoudNo ratings yet
- MBR PresentationDocument15 pagesMBR PresentationThanneeru Naga RajuNo ratings yet
- NR-MBR: Membrane Bio Reactor (MBR)Document4 pagesNR-MBR: Membrane Bio Reactor (MBR)MashaelNo ratings yet
- Water Impurities and Treatment ProcessesDocument47 pagesWater Impurities and Treatment ProcessesMahroosh KhawajaNo ratings yet
- MBR Presentation LatestDocument12 pagesMBR Presentation LatestRuchi GuptaNo ratings yet
- Membrane Bioreactor Fact Sheet P100il7gDocument9 pagesMembrane Bioreactor Fact Sheet P100il7gGeorge DobreNo ratings yet
- 2008 01 23 MTB Etfs Membrane-BioreactorsDocument9 pages2008 01 23 MTB Etfs Membrane-BioreactorsPuneet SharmaNo ratings yet
- Membrane Technology TestDocument10 pagesMembrane Technology TestfasihaNo ratings yet
- KMS Membrane CleaningDocument2 pagesKMS Membrane CleaningmagzigioNo ratings yet
- Seminar Om MBRDocument7 pagesSeminar Om MBRઅવિનાશ મીણા100% (1)
- Next Generation of MBBR Technology PDFDocument48 pagesNext Generation of MBBR Technology PDFAbhisek BhattacharyaNo ratings yet
- Next Generation of MBBR TechnologyDocument48 pagesNext Generation of MBBR TechnologyLouay Mansour100% (1)
- Seminar Project On Membrane BioreactorsDocument21 pagesSeminar Project On Membrane BioreactorsnamamodNo ratings yet
- 5 CMD DWWT MBBRDocument13 pages5 CMD DWWT MBBRAquasoul CoNo ratings yet
- Membrane BioreactorDocument9 pagesMembrane BioreactorbekkuNo ratings yet
- Membrane Tech Lowers WW Treatment CostsDocument9 pagesMembrane Tech Lowers WW Treatment CostsAkhmad RidhaniNo ratings yet
- MBR Design ConsiderationsDocument16 pagesMBR Design ConsiderationsDhanraj BnNo ratings yet
- Kla Qa Optimize Aeration MBR PlantsDocument2 pagesKla Qa Optimize Aeration MBR PlantsDeepak JoyNo ratings yet
- Technical Datasheet: MBR Wastewater Treatment Pilot System For Water Recovery & ReuseDocument3 pagesTechnical Datasheet: MBR Wastewater Treatment Pilot System For Water Recovery & Reusekesavaganesan58No ratings yet
- Membrane ProcessesDocument49 pagesMembrane ProcessesNur AmaninaNo ratings yet
- Cleaning OverviewDocument32 pagesCleaning Overviewnash100% (3)
- Design and Equipment Specifications for MBBR Wastewater Treatment SystemDocument13 pagesDesign and Equipment Specifications for MBBR Wastewater Treatment SystemAquasoul Co100% (1)
- SEMINAR PPT (Mayuri CT) Membrane TreatmentDocument41 pagesSEMINAR PPT (Mayuri CT) Membrane TreatmentMayuri BezalwarNo ratings yet
- Membrane Separations in Dairy Processing: Thien Trung Le, Angeli D. Cabaltica and Van Mien BuiDocument14 pagesMembrane Separations in Dairy Processing: Thien Trung Le, Angeli D. Cabaltica and Van Mien BuiCourage ChigerweNo ratings yet
- Technical Paper SiC Ceramic MembranesDocument5 pagesTechnical Paper SiC Ceramic MembranesEman El DsoukyNo ratings yet
- Advanced Functional Polymer MembranesDocument47 pagesAdvanced Functional Polymer MembranescocoNo ratings yet
- 6-Membrane Separations Processes PDFDocument69 pages6-Membrane Separations Processes PDFZee KhanNo ratings yet
- MEMBRANE Separation SystemDocument473 pagesMEMBRANE Separation Systemecco100% (5)
- Advance DairyDocument312 pagesAdvance Dairyziza20 ZizaNo ratings yet
- Operating Handbook - Howllow Fiber Cartidges For Membrane SeparationsDocument28 pagesOperating Handbook - Howllow Fiber Cartidges For Membrane SeparationsRafael MagalhãesNo ratings yet
- Momentum Transfer FiltrationDocument76 pagesMomentum Transfer FiltrationMinjdeDiosNo ratings yet
- Jaffrin 2004Document13 pagesJaffrin 2004Debasish SarkarNo ratings yet
- Nguyen PDFDocument245 pagesNguyen PDFNur AishaNo ratings yet
- Membrane Technology LectureDocument25 pagesMembrane Technology LectureZaiEbido100% (1)
- ID4656 Goethals PaperDocument7 pagesID4656 Goethals PaperAnnelies GoethalsNo ratings yet
- APV Membrane Systems For Multi Dairy ApplicationsDocument43 pagesAPV Membrane Systems For Multi Dairy ApplicationsRavi Chandran RNo ratings yet
- Download ebook The Nalco Water Handbook Pdf full chapter pdfDocument67 pagesDownload ebook The Nalco Water Handbook Pdf full chapter pdfrobert.vann805100% (21)
- Author's Accepted Manuscript: Ceramics InternationalDocument41 pagesAuthor's Accepted Manuscript: Ceramics InternationalHaroldNo ratings yet
- Paper On AlgaeDocument34 pagesPaper On AlgaeFrancescaNo ratings yet
- YUGADANAVI POWER PLANT Water Treatment SDocument77 pagesYUGADANAVI POWER PLANT Water Treatment SGigih PramonoNo ratings yet
- Unit Operations in Food ProcessingDocument27 pagesUnit Operations in Food ProcessingKyle KramerNo ratings yet
- Fulltext01..3Document279 pagesFulltext01..3نيرمين احمدNo ratings yet
- 6.introduction To TFF - Karen PDFDocument40 pages6.introduction To TFF - Karen PDFpenelopezeus39No ratings yet
- Resumen Smith Et Al 2015 The Effect of Microfiltration On Color, Flavor, and Functionality of 80% Whey Protein Concentrate - ScienceDirectDocument2 pagesResumen Smith Et Al 2015 The Effect of Microfiltration On Color, Flavor, and Functionality of 80% Whey Protein Concentrate - ScienceDirectSamantha Rosas RosasNo ratings yet
- Seawater IntakeDocument10 pagesSeawater Intakejjrelucio3748No ratings yet
- Filtration and Chromatography TechniquesDocument30 pagesFiltration and Chromatography TechniquesJayabrata DasNo ratings yet
- Nano FiltersDocument18 pagesNano FiltersN Vinod babuNo ratings yet
- Operation Handbook - Hollow Fiber Cartridges For Membrane Separations PDFDocument28 pagesOperation Handbook - Hollow Fiber Cartridges For Membrane Separations PDFFederico PeirettiNo ratings yet
- Application of Low Fouling RO Membrane Elements For Reclamation of Municipal WastewaterDocument17 pagesApplication of Low Fouling RO Membrane Elements For Reclamation of Municipal Wastewaterzerocool86No ratings yet
- Manufacturing of Carrot JuiceDocument42 pagesManufacturing of Carrot JuiceKhoa Trần MinhNo ratings yet
- SEM Picture of The Multi-Layer Structure of A 0.05 Micron MembraneDocument12 pagesSEM Picture of The Multi-Layer Structure of A 0.05 Micron MembraneRuben SerraNo ratings yet
- Discussion of Ultrafiltration and UV Sterilization ProcessDocument5 pagesDiscussion of Ultrafiltration and UV Sterilization ProcessTan Wee YekNo ratings yet
- Microfiltration & Ultrafiltration Membrane Technology GuideDocument5 pagesMicrofiltration & Ultrafiltration Membrane Technology GuideMulyo SetiawanNo ratings yet