You might also like
- A Specifying Engineer's Guide To Water Treatment - IHS Engineering360Document3 pagesA Specifying Engineer's Guide To Water Treatment - IHS Engineering360PanosMitsopoulosNo ratings yet
- Artigo - An Advancement in Steam Turbine Chemistry Monitoring (IMPRESSO)Document10 pagesArtigo - An Advancement in Steam Turbine Chemistry Monitoring (IMPRESSO)Mateus PinheiroNo ratings yet
- Recovering Hydrogen Sulfide From Sulfurous Waters With PEM Fuel Cells 2016 Energy ProcediaDocument6 pagesRecovering Hydrogen Sulfide From Sulfurous Waters With PEM Fuel Cells 2016 Energy ProcediathaightNo ratings yet
- Standardizing Electrocoagulation Reactor Design - Iron Electrodes For NOM RemovalDocument6 pagesStandardizing Electrocoagulation Reactor Design - Iron Electrodes For NOM RemovalCUEVA VASQUEZ BRYAN ALBERTONo ratings yet
- B. BFW Chemistry & ControlDocument61 pagesB. BFW Chemistry & ControlRajendran SrnNo ratings yet
- 4914 11168 2 PBDocument5 pages4914 11168 2 PBthiagoNo ratings yet
- Introduction to Applied Colloid and Surface ChemistryFrom EverandIntroduction to Applied Colloid and Surface ChemistryNo ratings yet
- Total Dissolved SolidDocument18 pagesTotal Dissolved SolidvanilivaniliNo ratings yet
- Corrosion Inhibition Performance of Copper Carbonate in MEADocument5 pagesCorrosion Inhibition Performance of Copper Carbonate in MEAdow2008No ratings yet
- THW Twelve Priciples of Circular HydrometallurgyDocument25 pagesTHW Twelve Priciples of Circular Hydrometallurgyachint GoelNo ratings yet
- Steam and Water Sampling System: Larsen & Toubro Limited Epc Power Training ManualDocument13 pagesSteam and Water Sampling System: Larsen & Toubro Limited Epc Power Training ManualABVSAINo ratings yet
- Characteristics of Water-Side Deposits in Boiler TubesDocument9 pagesCharacteristics of Water-Side Deposits in Boiler TubesXie ShjNo ratings yet
- Laboratory AssessmentDocument15 pagesLaboratory AssessmentparthibanNo ratings yet
- Chapter 1 ClausDocument13 pagesChapter 1 ClausWoMeiYouNo ratings yet
- Zero Liquid Discharge ZLDDocument9 pagesZero Liquid Discharge ZLDsri kanthNo ratings yet
- Sugar Mill Boiler Cycle Chemistry: An Update On Best PracticesDocument8 pagesSugar Mill Boiler Cycle Chemistry: An Update On Best PracticesSrikanth BammhideNo ratings yet
- 12 PretreatmentDocument3 pages12 PretreatmentRajesh MukkavilliNo ratings yet
- Oxygen Contamination of Hydrocarbon FeedstocksDocument6 pagesOxygen Contamination of Hydrocarbon FeedstocksChristine HendrixNo ratings yet
- Effective Cycle Chemistry ControlDocument29 pagesEffective Cycle Chemistry ControlclesncronNo ratings yet
- JSDEWES d6.0241Document20 pagesJSDEWES d6.0241N UlfiNo ratings yet
- Stator Water Chemistry R0Document6 pagesStator Water Chemistry R0vel muruganNo ratings yet
- Advances in Gold Metallization at Motorola's Compound Semiconductor Fab (CS1) by Chad M. Becker, William Rummel, Dr. Paul OcanseyDocument4 pagesAdvances in Gold Metallization at Motorola's Compound Semiconductor Fab (CS1) by Chad M. Becker, William Rummel, Dr. Paul OcanseyPaidiu AndreiNo ratings yet
- Steam Chemistry - Power Engineering PDFDocument6 pagesSteam Chemistry - Power Engineering PDFchatuusumitavaNo ratings yet
- Power Plants Steam QualityDocument8 pagesPower Plants Steam Qualitybub1ll4100% (1)
- Melt Degassing and Best Practices For HP Die CastersDocument14 pagesMelt Degassing and Best Practices For HP Die CastersLilian Jefferson MalavaziNo ratings yet
- Combined Cycle Water Chemistry - POWERDocument9 pagesCombined Cycle Water Chemistry - POWERShameer MajeedNo ratings yet
- Corrosion Phenomena in Demineralized Water Cooling Circuits: 32th JCOV Executive Board MeetingDocument7 pagesCorrosion Phenomena in Demineralized Water Cooling Circuits: 32th JCOV Executive Board Meetingemnptn2667No ratings yet
- Sulfate Removal From Coal Mine Water in Western Pennsylvania: Regulatory Requirements, Design, and Performance 1Document22 pagesSulfate Removal From Coal Mine Water in Western Pennsylvania: Regulatory Requirements, Design, and Performance 1Nova Novrita TokyoNo ratings yet
- Water Quality Assesment of South Kantajhar VillageDocument21 pagesWater Quality Assesment of South Kantajhar VillageTanvir AhmedNo ratings yet
- Wet H S Corrosion and Inhibition: Technical PaperDocument9 pagesWet H S Corrosion and Inhibition: Technical Papershahramm_gh6062No ratings yet
- Total Dissolved Solids Vs Total Dissolved Salts ("TDS") : Methods Used For TDS AreDocument2 pagesTotal Dissolved Solids Vs Total Dissolved Salts ("TDS") : Methods Used For TDS AreWaqas ButtNo ratings yet
- Developing Electrolyte For A Soluble Lead Redox FL PDFDocument13 pagesDeveloping Electrolyte For A Soluble Lead Redox FL PDFmuksadur rahmanNo ratings yet
- Condensate PolisherDocument20 pagesCondensate Polisherdipankar65No ratings yet
- Tuning The Ph-Responsiveness Capability of Poly (Acrylic Acid-Co-Itaconic Acid) /naoh Hydrogel: Design, Swelling, and Rust Removal EvaluationDocument13 pagesTuning The Ph-Responsiveness Capability of Poly (Acrylic Acid-Co-Itaconic Acid) /naoh Hydrogel: Design, Swelling, and Rust Removal EvaluationAnonymous Wcj4C3jNo ratings yet
- AMP103 Water Chemistry Final 130813Document8 pagesAMP103 Water Chemistry Final 130813rajayu20002724No ratings yet
- Molybdenium Sulphide Carban Dots Composits As A Electrocatalysts For Water SplittingDocument17 pagesMolybdenium Sulphide Carban Dots Composits As A Electrocatalysts For Water SplittingSajid AliNo ratings yet
- Zhang Et Al-2017-Environmental Progress & Sustainable EnergyDocument6 pagesZhang Et Al-2017-Environmental Progress & Sustainable EnergySALAH NETNo ratings yet
- 1 s2.0 S0011916416303587 MainDocument8 pages1 s2.0 S0011916416303587 Main杨非凡No ratings yet
- Technical Paper: Blowdown Considerations in Low-Pressure Boiler/Feedwater Treatment ProgramsDocument8 pagesTechnical Paper: Blowdown Considerations in Low-Pressure Boiler/Feedwater Treatment ProgramsAnandan GunasekaranNo ratings yet
- Hydrogen Peroxide Caustic Soda.Document7 pagesHydrogen Peroxide Caustic Soda.Richard.nlNo ratings yet
- Saws & Gas AnalysersDocument4 pagesSaws & Gas AnalysersPuspaanjaliNo ratings yet
- Produced Water Softening Using High-Ph Catholyte From Brine ElectrolysisDocument9 pagesProduced Water Softening Using High-Ph Catholyte From Brine ElectrolysisMOH AMANNo ratings yet
- Assimilable Organic Carbon Formation During Ultraviolet - Hydrogen Peroxide Advanced Oxidation Treatment of Surface WaterDocument207 pagesAssimilable Organic Carbon Formation During Ultraviolet - Hydrogen Peroxide Advanced Oxidation Treatment of Surface WaterMonicaRossetimNo ratings yet
- Conversion of CO2 To Formic Acid Using A SolidDocument7 pagesConversion of CO2 To Formic Acid Using A Solidsigit cahyonoNo ratings yet
- Removal of Oil From Biodiesel Wastewater by Electrocoagulation MethodDocument8 pagesRemoval of Oil From Biodiesel Wastewater by Electrocoagulation MethodhusseinhshNo ratings yet
- Membrane Reactor Engineering: Applications for a Greener Process IndustryFrom EverandMembrane Reactor Engineering: Applications for a Greener Process IndustryNo ratings yet
- IMPROVE EFFICIENCY OF COOLING TOWER BY PASSIVATION Ijariie8796Document6 pagesIMPROVE EFFICIENCY OF COOLING TOWER BY PASSIVATION Ijariie8796KaushalNo ratings yet
- PowerChem Scaling and Corrosion Article (Revised 9.02)Document7 pagesPowerChem Scaling and Corrosion Article (Revised 9.02)Pujo SatrioNo ratings yet
- Efficiency and Consistency Enhancement For Alkaline Electrolyzers Driven by Renewable Energy SourcesDocument13 pagesEfficiency and Consistency Enhancement For Alkaline Electrolyzers Driven by Renewable Energy Sourcessde goonNo ratings yet
- Mezulis 2023 - Studies On Water-Aluminum Scrap Reaction Kinetics in TwoDocument17 pagesMezulis 2023 - Studies On Water-Aluminum Scrap Reaction Kinetics in TwoChristiaan RichterNo ratings yet
- 10 1016@j Desal 2006 09 007 PDFDocument6 pages10 1016@j Desal 2006 09 007 PDFMimi TanNo ratings yet
- Steiu S. Separation of Ammonia Water Sodium Hydroxide Mixtures Using Reverse Osmosis Membranes For Low Temperature Driven Absorption Chillers 2008Document7 pagesSteiu S. Separation of Ammonia Water Sodium Hydroxide Mixtures Using Reverse Osmosis Membranes For Low Temperature Driven Absorption Chillers 2008Federico MontoyaNo ratings yet
- Abstracts 06 2014Document3 pagesAbstracts 06 2014moorthymtps_54120305No ratings yet
- R P RP O501 E W P S: Ecommended RacticeDocument43 pagesR P RP O501 E W P S: Ecommended RacticeSaqib AliNo ratings yet
- 2011 7 Abs PDFDocument8 pages2011 7 Abs PDFRamakrishna ReddyNo ratings yet
- (2022) PEM WS For H2 - Desafios Por ComponenteDocument19 pages(2022) PEM WS For H2 - Desafios Por ComponenteLeivy GarciaNo ratings yet
- Grupo 07B Barner1992Document17 pagesGrupo 07B Barner1992Roberto Eduardo Quispe MamaniNo ratings yet
- Wet Air Oxidation and Catalytic Wet Air Oxidation For Refinery Spent Caustic DegradationDocument7 pagesWet Air Oxidation and Catalytic Wet Air Oxidation For Refinery Spent Caustic DegradationSudeep MukherjeeNo ratings yet
- Sustainable Reverse Osmosis Application On Municipal WastewaterDocument13 pagesSustainable Reverse Osmosis Application On Municipal WastewaterRicleto EspinosaNo ratings yet
- 20130828SteamTraps101 PDFDocument34 pages20130828SteamTraps101 PDFChico AlvesNo ratings yet
- YokogawaDocument22 pagesYokogawagochi bestNo ratings yet
- Op Limits and Conditions For NPPDocument47 pagesOp Limits and Conditions For NPPgochi bestNo ratings yet
- Root Cause Analysis ReferenceDocument58 pagesRoot Cause Analysis Referencegochi bestNo ratings yet
- 230117en - Calculations To Training Lesson CCPPDocument12 pages230117en - Calculations To Training Lesson CCPPRobin LawlorNo ratings yet
- Alarm Management Presentation PDFDocument43 pagesAlarm Management Presentation PDFscorpionking888No ratings yet
- Eb20repan10 PDFDocument21 pagesEb20repan10 PDFHusseinNo ratings yet
- Chemical Engineering - Instrumentation (Improving Plant Operation, Safety and Control) - Volume 2 PDFDocument149 pagesChemical Engineering - Instrumentation (Improving Plant Operation, Safety and Control) - Volume 2 PDFsw100% (1)
- Op Procedure For EmergencyDocument49 pagesOp Procedure For Emergencygochi bestNo ratings yet
- Egyptian Sacred AnimalsDocument24 pagesEgyptian Sacred Animalsgochi bestNo ratings yet
- Counting The Omer To Shavuot-Pentecost DeclarationDocument1 pageCounting The Omer To Shavuot-Pentecost Declarationgochi bestNo ratings yet
- Repair Instructions: Type Tut 4-, 5-Stage Centrifugal Pumps Grease or Oil Lubricated Ball BearingsDocument12 pagesRepair Instructions: Type Tut 4-, 5-Stage Centrifugal Pumps Grease or Oil Lubricated Ball Bearingsgochi bestNo ratings yet
- Abnormal Transient Operating Procedures For NPPDocument7 pagesAbnormal Transient Operating Procedures For NPPgochi bestNo ratings yet
- Pagan Elements of ChristinityDocument11 pagesPagan Elements of Christinitygochi best0% (1)
- CSEC Physics Revision Guide AnswersDocument32 pagesCSEC Physics Revision Guide AnswersStudent Research100% (1)
- About The Chronological Gospels by Michael RoodDocument11 pagesAbout The Chronological Gospels by Michael Roodgochi bestNo ratings yet
- Csec Add Maths 2021 Section I Answer All Questions. ALL Working Must Be Clearly Shown. 1. (A) (I)Document26 pagesCsec Add Maths 2021 Section I Answer All Questions. ALL Working Must Be Clearly Shown. 1. (A) (I)Adrianna ApparacioNo ratings yet
- The Word Torah Gives 2 Meanings: Yehovah YeshuaDocument8 pagesThe Word Torah Gives 2 Meanings: Yehovah Yeshuagochi bestNo ratings yet
- Brochure Gas Turbine SGT-800 For Power GenerationDocument4 pagesBrochure Gas Turbine SGT-800 For Power GenerationJuan AraqueNo ratings yet
- Methods To Repair Corrupted or Damaged PDFDocument11 pagesMethods To Repair Corrupted or Damaged PDFgochi bestNo ratings yet
- Bearing RepairDocument2 pagesBearing Repairgochi bestNo ratings yet
- Csec Add Maths 2017: Section I Answer BOTH Questions. ALL Working Must Be Clearly Shown. 1. (A)Document31 pagesCsec Add Maths 2017: Section I Answer BOTH Questions. ALL Working Must Be Clearly Shown. 1. (A)gochi bestNo ratings yet
- Safety Issues Related To Commissioning of The Powering SystemDocument17 pagesSafety Issues Related To Commissioning of The Powering Systemgochi bestNo ratings yet
- SGT-800 Gas Turbine EN PDFDocument12 pagesSGT-800 Gas Turbine EN PDFThanapaet RittirutNo ratings yet
- 10 Tips To Better Vision - Clearsight MethodDocument7 pages10 Tips To Better Vision - Clearsight MethodSilvia SanaxionNo ratings yet
- 10 Tips To Better Vision - Clearsight MethodDocument7 pages10 Tips To Better Vision - Clearsight MethodSilvia SanaxionNo ratings yet
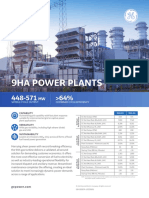
- 9ha Power Plants: Combined Cycle Efficiency Simple Cycle OutputDocument1 page9ha Power Plants: Combined Cycle Efficiency Simple Cycle OutputumerNo ratings yet
- The Vortex Indicator: Reliability Is Harder Than It LooksDocument5 pagesThe Vortex Indicator: Reliability Is Harder Than It Looksgochi bestNo ratings yet
- TRADING METHOD SUMMARY (Scalping Style) : (Setup) (Filters)Document1 pageTRADING METHOD SUMMARY (Scalping Style) : (Setup) (Filters)gochi bestNo ratings yet
- 5 Trading Tactics VelezDocument66 pages5 Trading Tactics Velezdodona777249490% (41)
- American Urban ArchitectureDocument199 pagesAmerican Urban ArchitectureMilagros Aguilar CruzNo ratings yet
- CLMD4A ScienceG7 PDFDocument40 pagesCLMD4A ScienceG7 PDFBryan Yambao Pjns67% (6)
- DFT Calculations of Molecular Magnetic Properties of Coordination CompoundsDocument23 pagesDFT Calculations of Molecular Magnetic Properties of Coordination CompoundslitespaklaNo ratings yet
- COA of Folic AcidDocument1 pageCOA of Folic AcidPan EmmaNo ratings yet
- Science Sample Papers 29Document9 pagesScience Sample Papers 29E.Harish EakambaramNo ratings yet
- Aastho T 308Document12 pagesAastho T 308Maikol Alexsis Salazar VásquezNo ratings yet
- Boundary Conditions E and HDocument3 pagesBoundary Conditions E and HAamod ShankerNo ratings yet
- Product Brochure MGXG en 2018Document4 pagesProduct Brochure MGXG en 2018Carlos Toledo100% (1)
- Service AS30C2BCDocument29 pagesService AS30C2BCÁlvaro Manterola LazcanoNo ratings yet
- Laminarin Review ReportDocument18 pagesLaminarin Review ReportMelinda AndersonNo ratings yet
- SYSTEMIC FUNGICIDES - Benomyl, Carboxin, Oxycarboxin, Metalaxyl, Carbendazim,-Characteristics and UseDocument11 pagesSYSTEMIC FUNGICIDES - Benomyl, Carboxin, Oxycarboxin, Metalaxyl, Carbendazim,-Characteristics and UseLekshmiNo ratings yet
- ABC of PhyscrometricsDocument50 pagesABC of Physcrometricsbibinme_b4uNo ratings yet
- Thermo 5th Chap03P102Document20 pagesThermo 5th Chap03P102IENCSNo ratings yet
- Lab Diagnosis of NeoplasiaDocument14 pagesLab Diagnosis of Neoplasiasapphiresia100% (6)
- What Is Report Text MeansDocument2 pagesWhat Is Report Text MeansimaabslmhNo ratings yet
- UNIT 3 - Practical SkillsDocument55 pagesUNIT 3 - Practical SkillsSarah BinabdiNo ratings yet
- Produção de OxigênioDocument30 pagesProdução de OxigênioLeonardo CarneiroNo ratings yet
- Chemistry Curriculum Guide Grade 9Document6 pagesChemistry Curriculum Guide Grade 9Bryon WrightNo ratings yet
- 12v 40ah Lifepo4 Lithium Ion BatteryDocument10 pages12v 40ah Lifepo4 Lithium Ion BatteryBenjamín Andres Lagos BerriosNo ratings yet
- Stem 006 Day 3Document10 pagesStem 006 Day 3Caryl Ann C. SernadillaNo ratings yet
- Q4 P. Task 1 - RocksDocument2 pagesQ4 P. Task 1 - RocksJhonazel SandovalNo ratings yet
- Test Mos FinalDocument12 pagesTest Mos FinalAbhishek Tiwari100% (1)
- Ganache Formulation PDFDocument4 pagesGanache Formulation PDFtavibasti100% (1)
- Botol Gelap TerangDocument15 pagesBotol Gelap Terangerina aurelliaaNo ratings yet
- Metal Ammine Complexes 1928.Document296 pagesMetal Ammine Complexes 1928.Richard.nlNo ratings yet
- Infinite Energy Magazine On Cold Fusion by Dr. Eugene MalloveDocument5 pagesInfinite Energy Magazine On Cold Fusion by Dr. Eugene MalloveWilliam CoteNo ratings yet
- Concrete Construction Article PDF - Evaluating Cracks in Concrete Walls PDFDocument4 pagesConcrete Construction Article PDF - Evaluating Cracks in Concrete Walls PDFhillamngNo ratings yet
- Water Wastewater BrochurelrDocument7 pagesWater Wastewater Brochurelrlamia97No ratings yet
- LD-PE LyondellBasell Purell 2410TDocument3 pagesLD-PE LyondellBasell Purell 2410TNeagu MariusNo ratings yet
- Transmission Line Sag & TensionDocument37 pagesTransmission Line Sag & TensionCatrina Federico100% (2)