You might also like
- 4 MAIA Pgs 23 32Document8 pages4 MAIA Pgs 23 32Filipe PossamaiNo ratings yet
- 4 MAIA Pgs 23 33Document8 pages4 MAIA Pgs 23 33Filipe PossamaiNo ratings yet
- 4 MAIA Pgs 23 29Document8 pages4 MAIA Pgs 23 29Filipe PossamaiNo ratings yet
- Simulation of Residual Stresses in Castings: B. Venu, Dr. R. RamachandraDocument16 pagesSimulation of Residual Stresses in Castings: B. Venu, Dr. R. RamachandraBahubali KabnureNo ratings yet
- Reduction of Heat Seal Leak Defect in Lead Acid Battery Assembly Process by Using Structured Problem Solving ApproachDocument7 pagesReduction of Heat Seal Leak Defect in Lead Acid Battery Assembly Process by Using Structured Problem Solving Approachmuksadur rahmanNo ratings yet
- Investigation On Causes of Defect Formation During Hot Rolling of Steel BloomsDocument11 pagesInvestigation On Causes of Defect Formation During Hot Rolling of Steel BloomsKhezzari MerwenNo ratings yet
- Metals 12 00200Document17 pagesMetals 12 00200GaneshNo ratings yet
- The Effect of Solution Annealing On Properties of Steel Nitronic 60Document5 pagesThe Effect of Solution Annealing On Properties of Steel Nitronic 60jay daveNo ratings yet
- Acta BiomaterialiaDocument16 pagesActa BiomaterialiaGhazal NanaaNo ratings yet
- Mechanical Properties of Low-Alloy-Steels With Bainitic Microstructures and Varying Carbon ContentDocument10 pagesMechanical Properties of Low-Alloy-Steels With Bainitic Microstructures and Varying Carbon ContentPuteri NurhayaniNo ratings yet
- Process Optimization and Product Metallurgy in Long ProductsDocument12 pagesProcess Optimization and Product Metallurgy in Long ProductsJJNo ratings yet
- Impact of Pouring Temperature On THDocument7 pagesImpact of Pouring Temperature On THa.ajeethNo ratings yet
- Effect of Lead On The Machinability of Brass Alloys Using Polycrystalline Diamond Cutting ToolsDocument15 pagesEffect of Lead On The Machinability of Brass Alloys Using Polycrystalline Diamond Cutting ToolsKevin LowenchrisNo ratings yet
- The Use of Acoustic Emission in The Characterization of Steel Pipeline DamageDocument9 pagesThe Use of Acoustic Emission in The Characterization of Steel Pipeline DamageZippo NguyễnNo ratings yet
- Corrosion of SS in Nitric Acid ServiceDocument23 pagesCorrosion of SS in Nitric Acid ServiceAdriaan de Witt100% (1)
- Structural Modification, Strengthening Mechanism and Electrochemical Assessment of The Enhanced Conditioned AA6063-type Al-Mg-Si AlloyDocument7 pagesStructural Modification, Strengthening Mechanism and Electrochemical Assessment of The Enhanced Conditioned AA6063-type Al-Mg-Si Alloysandeep kumarNo ratings yet
- Changes of Chemical Structure and Mechanical PropeDocument14 pagesChanges of Chemical Structure and Mechanical PropeFrancesca TeocoliNo ratings yet
- Bouquerel 2015Document14 pagesBouquerel 2015Marco A. R. JimenesNo ratings yet
- Effect of Rot Cooing Strategies On Mechanical PropertieDocument47 pagesEffect of Rot Cooing Strategies On Mechanical PropertieChristy BrownNo ratings yet
- Metals 11 00555Document12 pagesMetals 11 00555Faysal KhanNo ratings yet
- QualityimprovementDocument6 pagesQualityimprovementTarun ChakrabortyNo ratings yet
- Effect of Tempering On The Microstructure and Mechanical Properties of Low Carbon Low Alloy Martensitic SteelDocument6 pagesEffect of Tempering On The Microstructure and Mechanical Properties of Low Carbon Low Alloy Martensitic SteelMuhammad Rizki Ash-ShidiqNo ratings yet
- Thermal Analysis and Process Control For Compacted Graphite Iron and Ductile IronDocument8 pagesThermal Analysis and Process Control For Compacted Graphite Iron and Ductile IrontabibkarimNo ratings yet
- Plasma Nitriding Effect On Tribological Behavior of AISI D2 Tool Steel: Understanding of Wear RateDocument9 pagesPlasma Nitriding Effect On Tribological Behavior of AISI D2 Tool Steel: Understanding of Wear RateAbdelkarim GhanemNo ratings yet
- Research On Solidification Structure and InternalDocument11 pagesResearch On Solidification Structure and InternalJoselo HRNo ratings yet
- Material Selection For High Performance Moulds: November 2007Document8 pagesMaterial Selection For High Performance Moulds: November 2007cipet imphalNo ratings yet
- Vertical Direct Chill Casting of Magnesium Alloys - Especially For Extrusion BilletDocument8 pagesVertical Direct Chill Casting of Magnesium Alloys - Especially For Extrusion Billetpedro 1No ratings yet
- MST PaperDocument12 pagesMST PaperFaris fakhryNo ratings yet
- Engineering Journal Duplex Stainless Steel Self-Ligating Orthodontic Brackets by Micro-Powder Injection MouldingDocument10 pagesEngineering Journal Duplex Stainless Steel Self-Ligating Orthodontic Brackets by Micro-Powder Injection MouldingEngineering JournalNo ratings yet
- Journalof Petroleum Research Studies JPRSDocument11 pagesJournalof Petroleum Research Studies JPRSlacoste11111No ratings yet
- Metals 12 00656Document33 pagesMetals 12 00656Marko JukićNo ratings yet
- In Uence of Plasma Nitriding Pressure On Microabrasive Wear Resistance of A Microalloyed SteelDocument7 pagesIn Uence of Plasma Nitriding Pressure On Microabrasive Wear Resistance of A Microalloyed SteelDiana CrăciunNo ratings yet
- Inspection and Evaluation of Hydrogen Induced Defects in SA516 Grade 60 Steel PlateDocument10 pagesInspection and Evaluation of Hydrogen Induced Defects in SA516 Grade 60 Steel PlateAjax AjjuNo ratings yet
- Galvanizing of High Strength Hot Rolled Steels: Materials Science and Technology January 2004Document20 pagesGalvanizing of High Strength Hot Rolled Steels: Materials Science and Technology January 2004SHivaprasad APITNo ratings yet
- Metals 13 00076Document8 pagesMetals 13 00076GAURI RAJENDRA MAHALLENo ratings yet
- Enhanced Numerical Tool To Evaluate Steel Ladle Thermal LossesDocument11 pagesEnhanced Numerical Tool To Evaluate Steel Ladle Thermal LossesNur AFNINo ratings yet
- Role of MG 2 Si Precipitates SizeDocument10 pagesRole of MG 2 Si Precipitates SizeLucas Araujo de AlmeidaNo ratings yet
- Materials: Development of A Thermomechanical Treatment Mode For Stainless-Steel RingsDocument13 pagesMaterials: Development of A Thermomechanical Treatment Mode For Stainless-Steel Ringsmajid nasrollahnejadNo ratings yet
- 20 Parthipan Scopus PaperDocument6 pages20 Parthipan Scopus PaperkamalbrittoNo ratings yet
- Effect of Hardening Conditions On Mechanical Properties of High Speed SteelsDocument9 pagesEffect of Hardening Conditions On Mechanical Properties of High Speed SteelsInisial DINo ratings yet
- Fulltext01 PDFDocument138 pagesFulltext01 PDFVijay SaneNo ratings yet
- Development of Vanadium Microalloyed High StrengthDocument12 pagesDevelopment of Vanadium Microalloyed High StrengthEnercy BetancourtNo ratings yet
- Die Casting - Stress-Relief-Users-Guide531Document37 pagesDie Casting - Stress-Relief-Users-Guide531NandakumarNo ratings yet
- Review and Planning of Experiments With Steel and Slag in Laboratory FurnaceDocument9 pagesReview and Planning of Experiments With Steel and Slag in Laboratory FurnaceAbhinandan ChatterjeeNo ratings yet
- Standards For High Integrity and Structural Die CastingDocument204 pagesStandards For High Integrity and Structural Die CastingThomas S R100% (1)
- Stellite-6 Surface Layers Reinforced With Hard andDocument7 pagesStellite-6 Surface Layers Reinforced With Hard andlazaroccsNo ratings yet
- Final ProjectDocument50 pagesFinal ProjectIsmail BiradarNo ratings yet
- 2015 Advance Materials For GTDocument10 pages2015 Advance Materials For GTThomas Cuerq100% (1)
- Materials 14 01836 v2Document22 pagesMaterials 14 01836 v2boitewgNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument11 pagesSurface & Coatings Technology: SciencedirectkarenglzNo ratings yet
- Microstructure and Mechanical Properties of Powder Metallurgy 2024 Aluminum Alloy During Cold RollingDocument12 pagesMicrostructure and Mechanical Properties of Powder Metallurgy 2024 Aluminum Alloy During Cold Rollingjesus herazoNo ratings yet
- Crystals 11 01196 v3Document23 pagesCrystals 11 01196 v3Dattatreya PatiNo ratings yet
- Enchanced Heat Transfer Technology Based On Emission Reduction and Carbon Reduction in Cutting and GrindingDocument3 pagesEnchanced Heat Transfer Technology Based On Emission Reduction and Carbon Reduction in Cutting and GrindingMassriyady MassaguniNo ratings yet
- Porcelainwasteglassslip IJAC2009Document7 pagesPorcelainwasteglassslip IJAC2009Billvaraj GopalNo ratings yet
- A Review On Effect of Process Parameters On Microstructure and Mechanical Properties of Spheroidal Graphite (SG) Cast IronDocument6 pagesA Review On Effect of Process Parameters On Microstructure and Mechanical Properties of Spheroidal Graphite (SG) Cast IronIJRASETPublicationsNo ratings yet
- Рідкофазний методDocument7 pagesРідкофазний методsergiu.zheliaskovNo ratings yet
- Foundry and WeldingDocument12 pagesFoundry and WeldingYuvraj MehtaNo ratings yet
- Design and Development of Hybrid Stir Casting ProcessDocument5 pagesDesign and Development of Hybrid Stir Casting ProcessSquakx BescilNo ratings yet
- High-Performance Nanoscale Composite Coatings ForDocument20 pagesHigh-Performance Nanoscale Composite Coatings FordileepaNo ratings yet
- 01 003Document104 pages01 003faiqausmanNo ratings yet
- 01 003Document104 pages01 003faiqausmanNo ratings yet
- 01 003Document104 pages01 003faiqausmanNo ratings yet
- 01 003Document104 pages01 003faiqausmanNo ratings yet
- 01 003Document104 pages01 003faiqausmanNo ratings yet
- 01 003Document104 pages01 003faiqausmanNo ratings yet
- 01 003Document104 pages01 003faiqausmanNo ratings yet
- Paperpublished STM 2023-Versão3Document11 pagesPaperpublished STM 2023-Versão3Filipe PossamaiNo ratings yet
- Din 2v61 1987Document6 pagesDin 2v61 1987Filipe PossamaiNo ratings yet
- 01 003Document104 pages01 003faiqausmanNo ratings yet
- 01 003Document104 pages01 003faiqausmanNo ratings yet
- 01 003Document104 pages01 003faiqausmanNo ratings yet
- 01 003Document104 pages01 003faiqausmanNo ratings yet
- Paperpublished STM 2023-Versão3Document11 pagesPaperpublished STM 2023-Versão3Filipe PossamaiNo ratings yet
- Metal2021 Mosnickova MetalDocument6 pagesMetal2021 Mosnickova MetalFilipe PossamaiNo ratings yet
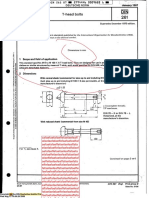
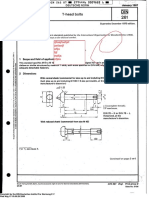
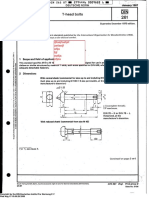
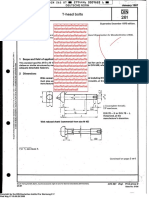
- Din 261f 1987Document6 pagesDin 261f 1987Filipe PossamaiNo ratings yet
- Din-951725399 - TesteDocument6 pagesDin-951725399 - TesteFilipe PossamaiNo ratings yet
- Din 2v61 1987Document6 pagesDin 2v61 1987Filipe PossamaiNo ratings yet
- Din 2f61 1987Document6 pagesDin 2f61 1987Filipe PossamaiNo ratings yet
- Din 2a61 1987Document6 pagesDin 2a61 1987Filipe PossamaiNo ratings yet
- Joining of Metal and Non-Polar Polypropylene Composite Through A SimpleDocument12 pagesJoining of Metal and Non-Polar Polypropylene Composite Through A SimpleFilipe PossamaiNo ratings yet
- 3.3 Gear Materials and Heat Treatments TechnicalData KGSTOCKGEARSDocument2 pages3.3 Gear Materials and Heat Treatments TechnicalData KGSTOCKGEARSChin-Min YangNo ratings yet
- Heat Treatment Processes Powerpoint PresentationDocument14 pagesHeat Treatment Processes Powerpoint PresentationDaniel Dowding100% (1)
- Introduction LetterDocument1 pageIntroduction LetterGAURAVNo ratings yet
- Coating PrcessDocument21 pagesCoating PrcessJatin GadhokNo ratings yet
- Esab Ferroweld 1: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesDocument1 pageEsab Ferroweld 1: Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodesraghubhaimantra4136No ratings yet
- Metallography Heat Treatment: MW-343 For D.A.E Metallurgy and Welding Third YearDocument7 pagesMetallography Heat Treatment: MW-343 For D.A.E Metallurgy and Welding Third YearM.Khaliq u zaman 151100% (1)
- Welding Defect: Major CausesDocument9 pagesWelding Defect: Major CausesCarlos BustamanteNo ratings yet
- Introduction As FoundryDocument10 pagesIntroduction As FoundrySunil BajpaiNo ratings yet
- DEFINITIONS (Machine Shop-Design)Document19 pagesDEFINITIONS (Machine Shop-Design)Marcial Jr. MilitanteNo ratings yet
- Microstructure and Mechanical Properties of Inconel-625 Welded Joint Developed Through Microwave Hybrid HeatingDocument17 pagesMicrostructure and Mechanical Properties of Inconel-625 Welded Joint Developed Through Microwave Hybrid HeatingZakki DiniawanNo ratings yet
- Quiz - N0. 4 - Attempt ReviewDocument22 pagesQuiz - N0. 4 - Attempt ReviewRushikesh Kale100% (1)
- Ch1 Ferrous AlloysDocument7 pagesCh1 Ferrous Alloysباسمي العشقNo ratings yet
- 422 Steel DatasheetDocument2 pages422 Steel DatasheetKashif MohiuddinNo ratings yet
- 011 Metals-Magazine 1-2010 IndiaDocument95 pages011 Metals-Magazine 1-2010 IndiatanveerNo ratings yet
- EN 13445-2 +A2 (2012) Unfired Pressure Vessels, Part 2 MaterialsDocument86 pagesEN 13445-2 +A2 (2012) Unfired Pressure Vessels, Part 2 Materials김창배No ratings yet
- Böhler Er Ti 2-Ig: Classifications EN ISO 24034 AWS A5.16Document1 pageBöhler Er Ti 2-Ig: Classifications EN ISO 24034 AWS A5.16Thanh TamNo ratings yet
- 2-Plain Carbon SteelsDocument49 pages2-Plain Carbon Steelslim zhong yiNo ratings yet
- Density of Metals and AlloysDocument3 pagesDensity of Metals and Alloysbalacvpl84No ratings yet
- General Specification: Welding and MaterialDocument17 pagesGeneral Specification: Welding and MaterialGil-Alain EgnakouNo ratings yet
- Wear Reducing Technology in Severe Pumping ServicesDocument29 pagesWear Reducing Technology in Severe Pumping ServicesDaniel EsparzaNo ratings yet
- Fiche z38cdv5Document1 pageFiche z38cdv5Emmanuel LAIZETNo ratings yet
- Notes: General Steel Fabrication Notes: Carbon Steel Fabrication Notes: Stainless Steel FabricationDocument6 pagesNotes: General Steel Fabrication Notes: Carbon Steel Fabrication Notes: Stainless Steel FabricationAquiles MartinezNo ratings yet
- Surface Treatments For Precifitation-Hardening Stainless SteelsDocument62 pagesSurface Treatments For Precifitation-Hardening Stainless SteelssleonNo ratings yet
- AEM Project ReportDocument18 pagesAEM Project ReportAkahay DangariyaNo ratings yet
- Metallurgical Properties of Cast IronsDocument23 pagesMetallurgical Properties of Cast IronsAli MojtabaeiNo ratings yet
- B899 21 2 04 Standard Terminology Relating To Non Ferrous MetalsDocument4 pagesB899 21 2 04 Standard Terminology Relating To Non Ferrous MetalsShodji MabungaNo ratings yet
- Atlas MineragrafiaDocument232 pagesAtlas MineragrafiaLaura RamirezNo ratings yet
- DaNews-DaNews 185Document148 pagesDaNews-DaNews 185JohnNo ratings yet
- Common Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsDocument8 pagesCommon Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsJerry BeanNo ratings yet
- Modern Mining Company - Calcined Petroleum Coke Plant - FEED STAGEDocument5 pagesModern Mining Company - Calcined Petroleum Coke Plant - FEED STAGESameer AliNo ratings yet