You might also like
- Airworthiness LimitationsDocument5 pagesAirworthiness LimitationsCharles PereiraNo ratings yet
- 1 Aerodynamics Flight ControlsDocument87 pages1 Aerodynamics Flight ControlsAnonymous OZxPZgFcNo ratings yet
- Mmel Single Engine PDFDocument92 pagesMmel Single Engine PDFJP BrazalezNo ratings yet
- Sec 4B 6CC PDFDocument18 pagesSec 4B 6CC PDFThomas KrohNo ratings yet
- Manual Title Manual Number - Paper Copy Temporary Revision NumberDocument35 pagesManual Title Manual Number - Paper Copy Temporary Revision NumberJean Mark SilvestreNo ratings yet
- 5-12-03 Inspection Phase 3Document2 pages5-12-03 Inspection Phase 3Lady Laura Sierra RuizNo ratings yet
- Control Pitch, Roll and Yaw Axis of AircraftDocument49 pagesControl Pitch, Roll and Yaw Axis of AircraftRavi PansheriyaNo ratings yet
- Mel-Da42ng Rev6 Dated 23 Jun 2020Document41 pagesMel-Da42ng Rev6 Dated 23 Jun 2020cod modernwarfareNo ratings yet
- 5-12-01 Inspection Phase 1Document3 pages5-12-01 Inspection Phase 1Lady Laura Sierra RuizNo ratings yet
- Progressive Inspection 100 Hour Event: PA-42-1000 Cheyenne 400Document66 pagesProgressive Inspection 100 Hour Event: PA-42-1000 Cheyenne 400EleazarNo ratings yet
- RapcoDocument106 pagesRapcoJavier PargaNo ratings yet
- definitive yak 52 poh rev1.4Document100 pagesdefinitive yak 52 poh rev1.4ace.bookNo ratings yet
- Special Inspection Manual Wing and Associated Structure: PA-42 PA-42-720 PA-42-720 (Advanced Trainer) PA-42-720RDocument26 pagesSpecial Inspection Manual Wing and Associated Structure: PA-42 PA-42-720 PA-42-720 (Advanced Trainer) PA-42-720RLeo100% (1)
- Section 8 - Handling, Servicing and Maintenance: Z 242 L Flight ManualDocument10 pagesSection 8 - Handling, Servicing and Maintenance: Z 242 L Flight ManualJuan Carlos Sanchez MaldonadoNo ratings yet
- 5-12-14 Inspection Phase 14Document1 page5-12-14 Inspection Phase 14Lady Laura Sierra RuizNo ratings yet
- 5-12-04 Inspection Phase 4Document2 pages5-12-04 Inspection Phase 4Lady Laura Sierra RuizNo ratings yet
- EASA TCDS - DHC-8 - Iss 12Document34 pagesEASA TCDS - DHC-8 - Iss 12bittekeinspam123100% (1)
- MMEL LEGACY 450 or 500 - 0008 - R03Document105 pagesMMEL LEGACY 450 or 500 - 0008 - R03Harry NuryantoNo ratings yet
- Tcds Atr - Easa A 084 Iss 07Document45 pagesTcds Atr - Easa A 084 Iss 07ridwansadelyNo ratings yet
- 1753 755 Customer Service Info File 6Document68 pages1753 755 Customer Service Info File 6Francesco BNo ratings yet
- Axp340 Mode S Transponder Installation ManualDocument48 pagesAxp340 Mode S Transponder Installation ManualzachNo ratings yet
- Beechcraft Baron 58P and Baron 58Tc Maintenance Manual: List of Page EffectivityDocument25 pagesBeechcraft Baron 58P and Baron 58Tc Maintenance Manual: List of Page EffectivityRicardo zafraNo ratings yet
- SA04567CHDocument3 pagesSA04567CHjohnNo ratings yet
- 35-590096 - Section 2Document42 pages35-590096 - Section 2Fábio FariaNo ratings yet
- AMM07Document30 pagesAMM07Eloin Betzabe Teran SanchezNo ratings yet
- 2007 04 19R1Document24 pages2007 04 19R1Yaşar AkyıldızNo ratings yet
- Piper 761-640 - Lance2 - PC - v2009Document408 pagesPiper 761-640 - Lance2 - PC - v2009Dave SchallNo ratings yet
- Airport Planning Manual: 30 OCTOBER 2000Document122 pagesAirport Planning Manual: 30 OCTOBER 2000Francisco FortesNo ratings yet
- S76A AMM Front MatterDocument150 pagesS76A AMM Front MatterPaulo BernardoNo ratings yet
- Cirrus: JackingDocument6 pagesCirrus: JackingcollinsNo ratings yet
- Pratt and Whuitney JT15D-5Document1,253 pagesPratt and Whuitney JT15D-5jesus francoNo ratings yet
- Section 2 - Operating Limitations: Z 242 L Flight ManualDocument24 pagesSection 2 - Operating Limitations: Z 242 L Flight ManualJuan Carlos Sanchez MaldonadoNo ratings yet
- St01829at, 12-22-05Document2 pagesSt01829at, 12-22-05Nkemakolam Celestine Chukwu100% (1)
- Illustrated Parts CatalogueDocument681 pagesIllustrated Parts CatalogueNDUTESCUNo ratings yet
- Progressive Inspection 50 Hour Event: PA-42-1000 Cheyenne 400Document74 pagesProgressive Inspection 50 Hour Event: PA-42-1000 Cheyenne 400LeoNo ratings yet
- Sec 3A 6CC PDFDocument40 pagesSec 3A 6CC PDFThomas Kroh100% (1)
- 5-12-05 Inspection Phase 5Document12 pages5-12-05 Inspection Phase 5Lady Laura Sierra RuizNo ratings yet
- Zlin 242 L Single-Engine PerformanceDocument20 pagesZlin 242 L Single-Engine PerformanceJuan Carlos Sanchez MaldonadoNo ratings yet
- r66 Poh Full BookDocument294 pagesr66 Poh Full BookECT SurfNo ratings yet
- Pratt & Whitney Engine Services FAST Configuration for Cessna Grand Caravan EXDocument24 pagesPratt & Whitney Engine Services FAST Configuration for Cessna Grand Caravan EXatony357No ratings yet
- A109 PW206 - 207 AF SER A00 - A3Format - LowResDocument36 pagesA109 PW206 - 207 AF SER A00 - A3Format - LowResbetochal100% (2)
- Ata 76 I-Aea1Document43 pagesAta 76 I-Aea1Antonio CorteNo ratings yet
- Average Gust Frequencies for Subsonic Transport AircraftDocument23 pagesAverage Gust Frequencies for Subsonic Transport Aircraftrinoceronte09No ratings yet
- Q BAe146 Surplus FinalDocument33 pagesQ BAe146 Surplus FinalsssavNo ratings yet
- Illustrated Parts Catalog, Sa 4047-76C-4Document18 pagesIllustrated Parts Catalog, Sa 4047-76C-4Ananda Fiqry AlkahfiNo ratings yet
- FJ44 Service Bulletin - Fuel Flow Tube ReplacementDocument4 pagesFJ44 Service Bulletin - Fuel Flow Tube Replacementlong chenNo ratings yet
- 71 00 PDFDocument38 pages71 00 PDFNasr PooyaNo ratings yet
- TCDS - EASA A 068 - Saab SF340A - 340B - Iss23Document25 pagesTCDS - EASA A 068 - Saab SF340A - 340B - Iss23SauliusNo ratings yet
- Mooney M20J POH Version 1220GDocument195 pagesMooney M20J POH Version 1220GNorman HowellNo ratings yet
- European Aviation Safety Agency: Easa Restricted-Type Certificate Data Sheet EASA - IM.A.351Document22 pagesEuropean Aviation Safety Agency: Easa Restricted-Type Certificate Data Sheet EASA - IM.A.351Dan CaragicaNo ratings yet
- Air Tractor AT-500 Series W - PT6A-34 - 36 LibraryDocument2 pagesAir Tractor AT-500 Series W - PT6A-34 - 36 LibraryBruno FerrazNo ratings yet
- 601-00190-001 Rev 00 - Service Bulletin - Upgrade SkyTrax 100B To SkyTrax 200Document11 pages601-00190-001 Rev 00 - Service Bulletin - Upgrade SkyTrax 100B To SkyTrax 200Randy SharpNo ratings yet
- Debonair C33a PohDocument301 pagesDebonair C33a PohPaul MilesNo ratings yet
- Service Letter Hartzell PropellerDocument398 pagesService Letter Hartzell PropellerPear LibraryNo ratings yet
- D2064 1TR8 PDFDocument36 pagesD2064 1TR8 PDFVIMAER Vidotti Manutenção Aeronáutica LTDANo ratings yet
- Brantly Helicopter ReportDocument4 pagesBrantly Helicopter Reportjorge paezNo ratings yet
- Sop 4590Document230 pagesSop 4590Mike WilliamNo ratings yet
- Beechcraft 1900D MMELDocument51 pagesBeechcraft 1900D MMELJordan MutebiNo ratings yet
- A330 Easa Tcds A.004 - Issue 50Document64 pagesA330 Easa Tcds A.004 - Issue 50Pablo CarmonaNo ratings yet
- 71-70Document4 pages71-70Sergio LópezNo ratings yet
- 72-00Document2 pages72-00Sergio LópezNo ratings yet
- 5-30Document4 pages5-30Sergio LópezNo ratings yet
- ML B 90 b90mm55Document1 pageML B 90 b90mm55Sergio LópezNo ratings yet
- ML B 90 b90mm55Document1 pageML B 90 b90mm55Sergio LópezNo ratings yet
- 5 Hard Time and Maintenance ChecksDocument3 pages5 Hard Time and Maintenance ChecksWilly Gr100% (1)
- Technical Spec Control Valve 660 MWDocument136 pagesTechnical Spec Control Valve 660 MWSHIVAJI CHOUDHURY100% (1)
- FENICE SL-Colors 1556025224Document4 pagesFENICE SL-Colors 1556025224wishraj7No ratings yet
- ###PR02-Painting Procedures Rev 2.0Document7 pages###PR02-Painting Procedures Rev 2.0Adham GomaaNo ratings yet
- Ceilcote 800 Coroline+ds+engDocument3 pagesCeilcote 800 Coroline+ds+englivefreakNo ratings yet
- Enviroline 58HS-LTDocument4 pagesEnviroline 58HS-LTAhmed IbrahimNo ratings yet
- Athletic Court Surfacing SystemsDocument3 pagesAthletic Court Surfacing SystemsuddinnadeemNo ratings yet
- Tech Spec Bhel PheDocument55 pagesTech Spec Bhel PheYasmin 2021No ratings yet
- Epilux 44 Enamel: Product Data Resistance GuideDocument2 pagesEpilux 44 Enamel: Product Data Resistance GuideKishore Nayak kNo ratings yet
- Paint Inspection ServicesDocument27 pagesPaint Inspection ServicesJAVID TAJHIZ MAHAN100% (1)
- Application Guide Cold Applied Tape Elastomeric Rev 2, 8 16 - 1Document4 pagesApplication Guide Cold Applied Tape Elastomeric Rev 2, 8 16 - 1erboalNo ratings yet
- Jota FloorDocument7 pagesJota Floorangelito bernalNo ratings yet
- XN90 N1 038Document2 pagesXN90 N1 038ashleyNo ratings yet
- Sika® Primer PW-F: Product Data SheetDocument3 pagesSika® Primer PW-F: Product Data SheetsawwahwahNo ratings yet
- Rate Analysis 074-75 TerhathumDocument569 pagesRate Analysis 074-75 TerhathumBinod Raj GiriNo ratings yet
- Pentens NPU-12 Data SheetDocument2 pagesPentens NPU-12 Data Sheetamelinda jocelinNo ratings yet
- Hardtop CA Technical Data Sheet JotunDocument5 pagesHardtop CA Technical Data Sheet JotunSam JoseNo ratings yet
- TDS Epoxy Zinc Phosphate Primer HB 50 GreyDocument3 pagesTDS Epoxy Zinc Phosphate Primer HB 50 GreySAlman Khan50% (2)
- Retail Product GuideDocument74 pagesRetail Product Guideharish GiriNo ratings yet
- High Gloss Protective Coating for Concrete & MetalDocument2 pagesHigh Gloss Protective Coating for Concrete & MetalShaikhRizwanNo ratings yet
- Marine Systems For Boottop and Topside 3102: SystemDocument8 pagesMarine Systems For Boottop and Topside 3102: Systemmedkom2000No ratings yet
- Sikalastic 625 UK PDS - Metal & Asbestos RoofsDocument12 pagesSikalastic 625 UK PDS - Metal & Asbestos RoofsstilpgNo ratings yet
- AIR - Modeller - 2023 12 2024 01Document68 pagesAIR - Modeller - 2023 12 2024 01Ped ElviNo ratings yet
- Basf Masterseal M 811 TdsDocument4 pagesBasf Masterseal M 811 Tdsprem prakash mishraNo ratings yet
- Mastertop TC 941 Installation ManualDocument5 pagesMastertop TC 941 Installation ManualAni Yuniani EfendiNo ratings yet
- DQC-004 Rev JDocument3 pagesDQC-004 Rev JNigelNo ratings yet
- Pds Sikaceram flx23Document5 pagesPds Sikaceram flx23mertelululalalolo23No ratings yet
- GE SSG4000 UltraGlaze DatasheetDocument8 pagesGE SSG4000 UltraGlaze DatasheetTomNo ratings yet
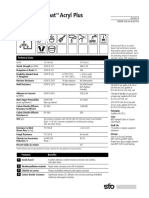
- Sto Acryl Plus crd+648+tbDocument2 pagesSto Acryl Plus crd+648+tbOgbedande Awo OrunmilaNo ratings yet
- Data Sheet Cryogenic Vessel T18V490Document12 pagesData Sheet Cryogenic Vessel T18V490Silviu Modiga100% (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- SketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyFrom EverandSketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyRating: 1.5 out of 5 stars1.5/5 (2)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- Beginning AutoCAD® 2020 Exercise WorkbookFrom EverandBeginning AutoCAD® 2020 Exercise WorkbookRating: 2.5 out of 5 stars2.5/5 (3)
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersFrom EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNo ratings yet
- Contactless Vital Signs MonitoringFrom EverandContactless Vital Signs MonitoringWenjin WangNo ratings yet
- Autodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersFrom EverandAutodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersNo ratings yet
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- Design Research Through Practice: From the Lab, Field, and ShowroomFrom EverandDesign Research Through Practice: From the Lab, Field, and ShowroomRating: 3 out of 5 stars3/5 (7)