You might also like
- Air Flow RigDocument27 pagesAir Flow RigOsan Thorpe100% (4)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Med Tech Sept 2019 Histopathologic TechniquesDocument10 pagesMed Tech Sept 2019 Histopathologic TechniquesDavid DollagaNo ratings yet
- Problem 1 (15 Marks) Select Only ONE of The Answers. Each Correct Answer Has 1 Mark. Write Your Answer On The Exam BookletDocument7 pagesProblem 1 (15 Marks) Select Only ONE of The Answers. Each Correct Answer Has 1 Mark. Write Your Answer On The Exam BookletKeyvan HajjarizadehNo ratings yet
- How To Size and Design DuctsDocument91 pagesHow To Size and Design DuctsPrabir Bhowmik100% (1)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Topic 5 Duct SizingDocument24 pagesTopic 5 Duct SizingDominador M. Mejia IIINo ratings yet
- Glossary of Common TermsDocument6 pagesGlossary of Common TermsfaiselrahimNo ratings yet
- General Exhaust (Dilution) Ventilation Systems General ExhaustDocument5 pagesGeneral Exhaust (Dilution) Ventilation Systems General ExhaustmadbakingNo ratings yet
- Topic 5 Duct SizingDocument24 pagesTopic 5 Duct SizingDominador M. Mejia IIINo ratings yet
- General Principles of Industrial VentilationDocument37 pagesGeneral Principles of Industrial VentilationJagadesh SubashNo ratings yet
- Local Exhaust HoodsDocument19 pagesLocal Exhaust HoodsVladimir CortezNo ratings yet
- Why Dust ControlDocument25 pagesWhy Dust Controldarsh2001patelNo ratings yet
- Local Exhaust VentilationDocument18 pagesLocal Exhaust Ventilationkarthikraja2150% (2)
- Fundamentals: HGRS MASTER - MaintenanceDocument4 pagesFundamentals: HGRS MASTER - MaintenanceNatsuko KayamaNo ratings yet
- LMW Lakshmi Latest Machines: Pneumatic Air CompressorDocument8 pagesLMW Lakshmi Latest Machines: Pneumatic Air CompressorMuhammad JunaidNo ratings yet
- Hvac TermsDocument65 pagesHvac Termszebidians100% (1)
- Module 4 - Fans and DuctsDocument8 pagesModule 4 - Fans and DuctsChitoLadiosNo ratings yet
- Chapter 2Document105 pagesChapter 2Yip Tuck WaiNo ratings yet
- Guidelines On Occupational Safety & Health For Design, Inspection, Testing & Examination of Local Exhaust Ventilation SystemDocument53 pagesGuidelines On Occupational Safety & Health For Design, Inspection, Testing & Examination of Local Exhaust Ventilation System920210No ratings yet
- Sesi 1a Industril VentilationDocument38 pagesSesi 1a Industril VentilationgintangsulungNo ratings yet
- Flare and Burn PitDocument25 pagesFlare and Burn PitHamzy Hazry100% (1)
- Pitot Static System UlDocument41 pagesPitot Static System UlMd. Naquibul Islam0% (1)
- AE460F19 TunnelCalLab PDFDocument16 pagesAE460F19 TunnelCalLab PDFKen TakeuchiNo ratings yet
- Air Blow CleaningDocument5 pagesAir Blow CleaningTaher MassahNo ratings yet
- Vacuum TheoryDocument79 pagesVacuum TheoryrusyadNo ratings yet
- Basics of VacuumDocument7 pagesBasics of Vacuumsanthosh_yash1No ratings yet
- HVAC - Natural Ventilation Principles R1Document51 pagesHVAC - Natural Ventilation Principles R1siddique27No ratings yet
- UNIT-3 Compressors, Blowers, Vacuum Pumps and Their Performance CharacteristicsDocument15 pagesUNIT-3 Compressors, Blowers, Vacuum Pumps and Their Performance CharacteristicsDhruv JariwalaNo ratings yet
- Chapter 5 Centrifugal CompressorDocument17 pagesChapter 5 Centrifugal CompressorfaranimohamedNo ratings yet
- Why Is Forced Mechanical Ventilation Necessary in A Confined BuildingDocument3 pagesWhy Is Forced Mechanical Ventilation Necessary in A Confined BuildingJade Putis100% (1)
- Part 1 - Air in MotionDocument5 pagesPart 1 - Air in Motionrahuldubey1987100% (1)
- Ngaatendwe Velah Mine Ventilation G0202267P Ass1Document8 pagesNgaatendwe Velah Mine Ventilation G0202267P Ass1Tinotenda MorganNo ratings yet
- Purging Hydrocarbon PipelinesDocument7 pagesPurging Hydrocarbon Pipelinesgan_raoNo ratings yet
- Ventilation and Lighting in BuildingsDocument17 pagesVentilation and Lighting in BuildingsT N Roland Bourge100% (1)
- Duct DesignDocument18 pagesDuct DesignEdzelDawnGarciaDayritNo ratings yet
- The Ventilator As A "Black Box": Chapter 3. Basic Principles of Ventilator DesignDocument44 pagesThe Ventilator As A "Black Box": Chapter 3. Basic Principles of Ventilator Designosman ceNo ratings yet
- FIH 6e Ch20 NotesDocument10 pagesFIH 6e Ch20 NotesjnmanivannanmechNo ratings yet
- Vacuum Science and TechnologyDocument7 pagesVacuum Science and TechnologywestewrNo ratings yet
- Chapter 1 Introduction To PneumaticDocument63 pagesChapter 1 Introduction To PneumaticMuhammad ZahidNo ratings yet
- Air VelocityDocument10 pagesAir VelocityMorkechoNo ratings yet
- Pulse Valves For Dust Collector SystemsDocument4 pagesPulse Valves For Dust Collector SystemsUrip S. SetyadjiNo ratings yet
- Contamination Free Air SupplyDocument14 pagesContamination Free Air SupplyRuben MarquezNo ratings yet
- Experiment 8: Minor LossesDocument8 pagesExperiment 8: Minor LossesTalha TirmiziNo ratings yet
- Experimental and Numerical Analysis of Hydraulic Transients in The Presence of Air ValveDocument9 pagesExperimental and Numerical Analysis of Hydraulic Transients in The Presence of Air ValveantoniocamargoNo ratings yet
- Atow 471 01Document15 pagesAtow 471 01Ivulik87No ratings yet
- 5 Practice Questions - VentDocument6 pages5 Practice Questions - VentRehman MuzaffarNo ratings yet
- Final Pneumatic IntrodutionsDocument4 pagesFinal Pneumatic IntrodutionsDineshNo ratings yet
- Assessment of Venturi Nozzle For Filter Bag Cleaning in PDFDocument0 pagesAssessment of Venturi Nozzle For Filter Bag Cleaning in PDFUmanath R PoojaryNo ratings yet
- Ngineering ATA: Field Testing of FansDocument5 pagesNgineering ATA: Field Testing of FansMohamed TahounNo ratings yet
- Chapter 6 - Plant Start Up & Shut DownDocument16 pagesChapter 6 - Plant Start Up & Shut DownDharshica MohanNo ratings yet
- Design Air SystemsDocument41 pagesDesign Air Systemssmacna100% (12)
- M04-038 - HVAC - Natural Ventilation Principles and Practices - USDocument51 pagesM04-038 - HVAC - Natural Ventilation Principles and Practices - USFernando AdamNo ratings yet
- Boundary Layer Flow Over A Flat Plate PDFDocument6 pagesBoundary Layer Flow Over A Flat Plate PDFKelvin liewNo ratings yet
- High Vacuum Techniques-1Document15 pagesHigh Vacuum Techniques-1Nicholas MorganNo ratings yet
- Temperature and Humidity Independent Control (THIC) of Air-conditioning SystemFrom EverandTemperature and Humidity Independent Control (THIC) of Air-conditioning SystemNo ratings yet
- Dust Control and Air Cleaning: International Series of Monographs in Heating, Ventilation and RefrigerationFrom EverandDust Control and Air Cleaning: International Series of Monographs in Heating, Ventilation and RefrigerationNo ratings yet
- Prevention of Actuator Emissions in the Oil and Gas IndustryFrom EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNo ratings yet
- Enteroscreen-Wb: Rapid Test For Detection of Igm and Igg Antibodies To S. Typhi in Serum/Plasma/Whole Blood DeviceDocument4 pagesEnteroscreen-Wb: Rapid Test For Detection of Igm and Igg Antibodies To S. Typhi in Serum/Plasma/Whole Blood Devicesri lestariNo ratings yet
- ISO and USA Cleanroom StandardsDocument21 pagesISO and USA Cleanroom StandardsAjit KhedekarNo ratings yet
- Method Statment of Installation and Testing of STPDocument12 pagesMethod Statment of Installation and Testing of STPmuhannadsaqer89hotmail.comNo ratings yet
- Who Trs 1052Document89 pagesWho Trs 1052168Abilyo Ramadan30No ratings yet
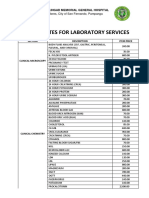
- JBLMGH Rates For Laboratory Services: Jose B. Lingad Memorial General HospitalDocument4 pagesJBLMGH Rates For Laboratory Services: Jose B. Lingad Memorial General HospitalApril NNo ratings yet
- Hinari Advanced Course Module 6 Appendix 2018 12Document19 pagesHinari Advanced Course Module 6 Appendix 2018 12maanka aliNo ratings yet
- HRM IN SERVICE SECTOR AssignmentDocument6 pagesHRM IN SERVICE SECTOR AssignmentANUSREE AnilkumarNo ratings yet
- Contemporary Educational PsychologyDocument18 pagesContemporary Educational PsychologyMadrid MNo ratings yet
- Qualisa Dengue NS1 IFUDocument4 pagesQualisa Dengue NS1 IFUshanmicroNo ratings yet
- HR Department: Audit Findings (Sudden Audit) - FSSC 22000 Production Department Responsible Person StatusDocument3 pagesHR Department: Audit Findings (Sudden Audit) - FSSC 22000 Production Department Responsible Person StatusMd Kamruzzaman MonirNo ratings yet
- anti-HIV 12Document2 pagesanti-HIV 12MaherNo ratings yet
- CERAD Test Performances in Amnestic Mild Cognitive Impairment and Alzheimer's DiseaseDocument9 pagesCERAD Test Performances in Amnestic Mild Cognitive Impairment and Alzheimer's DiseaseConsultorio Psicológico YumboNo ratings yet
- PhlebotomyDocument20 pagesPhlebotomyaguilarsuzette20No ratings yet
- Alcohol and Drug Testing For DOT Regulated OperatorsDocument4 pagesAlcohol and Drug Testing For DOT Regulated OperatorsAneeta AfzalNo ratings yet
- MEASURE HbA1c (Fixed)Document2 pagesMEASURE HbA1c (Fixed)Trần Văn Bình100% (1)
- GMC Application Form For IMGsDocument24 pagesGMC Application Form For IMGsNOMOREHATEOKNo ratings yet
- Adam Menezes (CV)Document2 pagesAdam Menezes (CV)FAIZAL MALEKNo ratings yet
- 5) Method Statement For HVAC Electrical WorkDocument11 pages5) Method Statement For HVAC Electrical WorkIzaaz Ahamed100% (2)
- Abella, Trisha Mae. DDocument5 pagesAbella, Trisha Mae. DAnonpcNo ratings yet
- Medical Laboratory SIWES ReportDocument27 pagesMedical Laboratory SIWES ReportElias Samuel UnekwuNo ratings yet
- MDCG 2021-22 enDocument6 pagesMDCG 2021-22 eneliNo ratings yet
- Pilot JyotiDocument43 pagesPilot JyotiKiran RoyNo ratings yet
- Nursing Research StatisticsDocument7 pagesNursing Research StatisticsIshrat PatelNo ratings yet
- 151 297 1 SMDocument4 pages151 297 1 SMAndinny Pandie DinnyNo ratings yet
- 1 +MJHS+ElfiraDocument13 pages1 +MJHS+ElfiraOcy BikeNo ratings yet
- LETTERSDocument4 pagesLETTERSTisha RobbinsNo ratings yet
- Overview of The Health AssessmentDocument4 pagesOverview of The Health AssessmentDharyn KhaiNo ratings yet
- Housekeeping Assessment TestDocument4 pagesHousekeeping Assessment Testpriya muramalla55% (11)