You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Contamination Technical ArticleDocument18 pagesContamination Technical ArticleYhaneNo ratings yet
- 4 Reasons You Have Entrained Air in Your Pumping System: - 2 Min Read PumpsDocument10 pages4 Reasons You Have Entrained Air in Your Pumping System: - 2 Min Read PumpsYhaneNo ratings yet
- Cement EnglishonlyDocument12 pagesCement EnglishonlyYhaneNo ratings yet
- Optimization of Air Distribution in A Baghouse Filter Using Computational Fluid DynamicsDocument5 pagesOptimization of Air Distribution in A Baghouse Filter Using Computational Fluid DynamicsYhaneNo ratings yet
- 03 Maxilift 17 WsDocument25 pages03 Maxilift 17 WsYhaneNo ratings yet
- Infinity For Cement Equipment: Quality & Composition of Cement ClinkerDocument48 pagesInfinity For Cement Equipment: Quality & Composition of Cement ClinkerYhaneNo ratings yet
- Common Problems in Cement Plant: One Issue From Each SectionDocument7 pagesCommon Problems in Cement Plant: One Issue From Each SectionYhaneNo ratings yet
- 4ReasonsWhyBearingsFail 1693328338320Document11 pages4ReasonsWhyBearingsFail 1693328338320YhaneNo ratings yet
- CemScanner WEBDocument5 pagesCemScanner WEBYhaneNo ratings yet
- OpenCircuit, ShortCircuitandOverloadfault 1670307651977Document28 pagesOpenCircuit, ShortCircuitandOverloadfault 1670307651977YhaneNo ratings yet
- GasConditioningTowers-RedecamGroup 1664087203547Document3 pagesGasConditioningTowers-RedecamGroup 1664087203547YhaneNo ratings yet
- FormulaDocument60 pagesFormulaYhaneNo ratings yet
- Common Problems in Cement PlantDocument6 pagesCommon Problems in Cement PlantYhane100% (1)
- Clinkerization-CementPlantOptimization 1670139096737Document12 pagesClinkerization-CementPlantOptimization 1670139096737YhaneNo ratings yet
- Bucket Elevator Installation Manual 473793 Revised 2016Document77 pagesBucket Elevator Installation Manual 473793 Revised 2016YhaneNo ratings yet
- Bus Ele Tech Lib Disconnecting MeansDocument5 pagesBus Ele Tech Lib Disconnecting MeansYhaneNo ratings yet
- OptimizingRawMillsPerformance theMaterialsWAY 1670142333901Document17 pagesOptimizingRawMillsPerformance theMaterialsWAY 1670142333901YhaneNo ratings yet
- IncreaseYourMachinesEnergyEfficiency Insight AcornIndustrialServicesltd 1670396101809Document6 pagesIncreaseYourMachinesEnergyEfficiency Insight AcornIndustrialServicesltd 1670396101809YhaneNo ratings yet
- What Is The Root Cause of High Vibration On Id Fan: MaintenanceforumsDocument8 pagesWhat Is The Root Cause of High Vibration On Id Fan: MaintenanceforumsYhaneNo ratings yet
- Brochure Cleaning Services E-Mkt3Document4 pagesBrochure Cleaning Services E-Mkt3YhaneNo ratings yet
- 12reasonsforcouplingfailureandhowtoavoidthem Insight AcornIndustrialServicesltd - 1670396292436Document8 pages12reasonsforcouplingfailureandhowtoavoidthem Insight AcornIndustrialServicesltd - 1670396292436YhaneNo ratings yet
- Electric Motor Problems and SolutionsDocument7 pagesElectric Motor Problems and SolutionsYhaneNo ratings yet
- Uguide 1451Document137 pagesUguide 1451YhaneNo ratings yet
- COOLER MANUAL 2 (Process)Document112 pagesCOOLER MANUAL 2 (Process)YhaneNo ratings yet
- 12reasonsforcouplingfailureandhowtoavoidthem Insight AcornIndustrialServicesltd 1670395912933Document8 pages12reasonsforcouplingfailureandhowtoavoidthem Insight AcornIndustrialServicesltd 1670395912933YhaneNo ratings yet
- A Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BDocument4 pagesA Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BYhaneNo ratings yet
- Section Clinker Et Broyage Ciment: Contrat 119 Mecanique ProcessDocument27 pagesSection Clinker Et Broyage Ciment: Contrat 119 Mecanique ProcessYhaneNo ratings yet
- Precalciner Kilns Systems & OperationDocument58 pagesPrecalciner Kilns Systems & OperationYhaneNo ratings yet
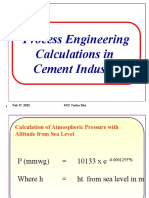
- Process Engineering Calculations in Cement Industry: Feb 17, 2022 ACC Yanbu Site 1Document33 pagesProcess Engineering Calculations in Cement Industry: Feb 17, 2022 ACC Yanbu Site 1Yhane100% (2)
- Introduction To The Energy Isolation Standard FINALDocument10 pagesIntroduction To The Energy Isolation Standard FINALYhaneNo ratings yet