You might also like
- Discovery Day Poster FinalDocument1 pageDiscovery Day Poster Finalapi-352110215No ratings yet
- Plumbing PlanDocument1 pagePlumbing PlanMary Jane Ligamson100% (2)
- Pipenet _ Training Guide Part 02Document67 pagesPipenet _ Training Guide Part 02Michel De Souza CorreaNo ratings yet
- Layout Plan-Model - pdf7-1 PDFDocument1 pageLayout Plan-Model - pdf7-1 PDFmushahid aliNo ratings yet
- Primera PlantaDocument1 pagePrimera PlantaAvelino Leiblinger Calderón VilcaNo ratings yet
- Cylinder Full ViewlargeDocument1 pageCylinder Full ViewlargeavinashNo ratings yet
- ITT-FM-0000-19 Rev 00 Summary Internal Audit April 2013Document2 pagesITT-FM-0000-19 Rev 00 Summary Internal Audit April 2013Aldo RaineNo ratings yet
- TQ Cisterna y TQ Elevado EstructurasDocument1 pageTQ Cisterna y TQ Elevado EstructurasjhonelNo ratings yet
- Station Design Blueprint DimensionsDocument3 pagesStation Design Blueprint DimensionsFethi Mouaki BenaniNo ratings yet
- Detalles de Zapatas: CimentaciónDocument1 pageDetalles de Zapatas: CimentaciónMiguel AngelNo ratings yet
- A-19 A-20 - (Arquitectura Nivel 700) - A-20Document1 pageA-19 A-20 - (Arquitectura Nivel 700) - A-20ianNo ratings yet
- Manzana ÑDocument1 pageManzana Ñvaleriano juvenal quispe pumaNo ratings yet
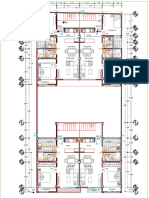
- Arquitectura DistribucionDocument1 pageArquitectura DistribucionJUAN FERNANDO ARESTEGUI HUILLCANo ratings yet
- Reinforced concrete beam design and dimensionsDocument1 pageReinforced concrete beam design and dimensionsCristina Fo DianderasNo ratings yet
- PROJETO EXECUTIVO - 16-02-2023 01-Layout1Document1 pagePROJETO EXECUTIVO - 16-02-2023 01-Layout1Eduardo MartinsNo ratings yet
- ARQ-02Document1 pageARQ-02MOISES AARONNo ratings yet
- Detail of Plinth Beams: PB2 PB1Document9 pagesDetail of Plinth Beams: PB2 PB1veenuNo ratings yet
- Planta de Distribución Planta de Distribución: C D C DDocument7 pagesPlanta de Distribución Planta de Distribución: C D C DBerrocal ArdeskNo ratings yet
- Arqui 01Document1 pageArqui 01Berrocal ArdeskNo ratings yet
- EstructuraDocument1 pageEstructurainfocus.publicidad2.0No ratings yet
- Asesoria Jueves - Estadio 1Document1 pageAsesoria Jueves - Estadio 1Carlos MejicanosNo ratings yet
- How to plan and project a basketball forward positionDocument1 pageHow to plan and project a basketball forward positionJUAN FERNANDO ARESTEGUI HUILLCANo ratings yet
- Arquitectura Distribucion1Document1 pageArquitectura Distribucion1JUAN FERNANDO ARESTEGUI HUILLCANo ratings yet
- Planta Tratamiento A.residualesDocument1 pagePlanta Tratamiento A.residualesAqeel SaleemNo ratings yet
- SAP2000 21.0.2 Cold-Formed Steel P-M Interaction Ratios (AISI-LRFD96) KN, M, CDocument1 pageSAP2000 21.0.2 Cold-Formed Steel P-M Interaction Ratios (AISI-LRFD96) KN, M, ChatotNo ratings yet
- Design Ratio PDFDocument1 pageDesign Ratio PDFhatotNo ratings yet
- Elevation A Elevation A: Elevation D Elevation DDocument1 pageElevation A Elevation A: Elevation D Elevation DKhushi RathodNo ratings yet
- Cimentacion A2 PDFDocument1 pageCimentacion A2 PDFKattyNavarroGárateNo ratings yet
- 2009STMAnnualMeeting Ming-Chuan-HsuDocument1 page2009STMAnnualMeeting Ming-Chuan-HsuMing-Chuan HsuNo ratings yet
- High Parapet Railing DesignDocument1 pageHigh Parapet Railing DesignDinesh VermaNo ratings yet
- TRIO 50 0 TL OUTD Quick Installation Guide en RevCDocument2 pagesTRIO 50 0 TL OUTD Quick Installation Guide en RevCWyndee Khristine CocjinNo ratings yet
- Building Material Store (G+M) : Second Floor PlanDocument1 pageBuilding Material Store (G+M) : Second Floor PlanAbid AyubNo ratings yet
- Arq - 2Document1 pageArq - 2Liliana Acuña GilNo ratings yet
- Igreja 600 Lugares Com Estacionamento 1Document1 pageIgreja 600 Lugares Com Estacionamento 1Lucas LuhNo ratings yet
- ELECTRICAS 4A Model (1)Document2 pagesELECTRICAS 4A Model (1)zenaidaNo ratings yet
- 237 AundhRavet BRTS Road GFC Ch2300 To Ch2350 LHS (A2 Sheet)Document1 page237 AundhRavet BRTS Road GFC Ch2300 To Ch2350 LHS (A2 Sheet)Nagesh ChitariNo ratings yet
- Cimentacion OREDocument1 pageCimentacion OREVanessa AvilezNo ratings yet
- Cortes y fachadas de la viviendaDocument1 pageCortes y fachadas de la viviendaMauricio MeloNo ratings yet
- Ladrillo Tipo Iv: Ascensor CisternaDocument1 pageLadrillo Tipo Iv: Ascensor Cisternamartinquispehuarocc82No ratings yet
- How to optimize your website for search enginesDocument1 pageHow to optimize your website for search enginescharland IbrahimNo ratings yet
- Planta de Techos Planta Baja Primer Piso: 2x2.5mm2+T RL19/17Document1 pagePlanta de Techos Planta Baja Primer Piso: 2x2.5mm2+T RL19/17diegoferreyranetNo ratings yet
- Para Pluvial-ModeloDocument1 pagePara Pluvial-ModeloDanielNo ratings yet
- Planta EstDocument1 pagePlanta EstLady Paola OrjuelaNo ratings yet
- Lectura Hablada (Endecagrama)Document52 pagesLectura Hablada (Endecagrama)Giovani AndreiNo ratings yet
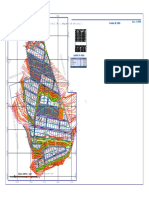
- Urb - La Solucion I - Proyecto Final 19092022 Categorizado MODIFICADO - 1 - 8054 - 80fdb21a - P1-ModelDocument1 pageUrb - La Solucion I - Proyecto Final 19092022 Categorizado MODIFICADO - 1 - 8054 - 80fdb21a - P1-ModelJoaquin Galvis CabreraNo ratings yet
- Legend:: A. P. Garcia & AssociatesDocument1 pageLegend:: A. P. Garcia & AssociatesDominic Robiso DatuinNo ratings yet
- La 6Document1 pageLa 6YASMIN ENERONo ratings yet
- Tubo 2" Tubo 2"Document1 pageTubo 2" Tubo 2"Idalí CastelánNo ratings yet
- 01 - Projeto LuminotécnicoDocument1 page01 - Projeto LuminotécnicoRonaldoNo ratings yet
- Mollier R744Document1 pageMollier R744Pau Massutí BallesterNo ratings yet
- Linease Actuator CAHB 22E - 17210 enDocument4 pagesLinease Actuator CAHB 22E - 17210 enAlvaro MunozNo ratings yet
- PVI-5000 - 6000-TL-OUTD-Quick Installation Guide EN-RevE PDFDocument2 pagesPVI-5000 - 6000-TL-OUTD-Quick Installation Guide EN-RevE PDFSampath KumarNo ratings yet
- Dimensions: (MM) Recommended Land Pattern: (MM) : Scale - 6:1Document7 pagesDimensions: (MM) Recommended Land Pattern: (MM) : Scale - 6:1Alam AlForex عالم الفوركسNo ratings yet
- Área Administrativa: Contenedor ContenedorDocument1 pageÁrea Administrativa: Contenedor ContenedorPipesanchNo ratings yet
- Balncón: Cuadro de Vanos - Ventanas Id Elemento Cantidad Tamañoaxh Altura AntepechoDocument1 pageBalncón: Cuadro de Vanos - Ventanas Id Elemento Cantidad Tamañoaxh Altura AntepechoEDGAR PALACIOS DIASNo ratings yet
- Casa PlayaDocument1 pageCasa PlayaCREA Arquitectura y DiseñoNo ratings yet
- How to optimize your website for search enginesDocument1 pageHow to optimize your website for search enginescharland IbrahimNo ratings yet
- Ashrae ChartDocument1 pageAshrae ChartHamza FayyazNo ratings yet
- Instant Assessments for Data Tracking, Grade 5: Language ArtsFrom EverandInstant Assessments for Data Tracking, Grade 5: Language ArtsNo ratings yet
- Control Structure Design For Methanol ProcessDocument91 pagesControl Structure Design For Methanol ProcessAdegunju Adedayo SulaimonNo ratings yet
- Methanol from Syngas Plant DesignDocument13 pagesMethanol from Syngas Plant DesignKhalidMadaniNo ratings yet
- Methanol Energy 2520 BalanceDocument2 pagesMethanol Energy 2520 BalanceGokul MalikNo ratings yet
- Property Grade A Grade A A: Table 1. Specifications For Pure MethanolDocument2 pagesProperty Grade A Grade A A: Table 1. Specifications For Pure MethanolPriyank kanjariyaNo ratings yet
- Cost Estimation & Plant EconomicsDocument2 pagesCost Estimation & Plant EconomicsKhalidMadaniNo ratings yet
- Integrated Low Pressure Methanol ProcessDocument20 pagesIntegrated Low Pressure Methanol ProcessKhalidMadaniNo ratings yet
- Droplet DryingDocument9 pagesDroplet DryingKhalidMadaniNo ratings yet
- Thin Film Transfer PDFDocument16 pagesThin Film Transfer PDFKhalidMadaniNo ratings yet
- HamletDocument37 pagesHamlethyan teodoroNo ratings yet
- Lesson Plans by Noman Niaz MaharDocument3 pagesLesson Plans by Noman Niaz MaharNoman Niaz 13No ratings yet
- 2013 KTM 350 EXC Shop-Repair ManualDocument310 pages2013 KTM 350 EXC Shop-Repair ManualTre100% (7)
- Types of Companies Classified by Incorporation, Membership, Liability and ControlDocument11 pagesTypes of Companies Classified by Incorporation, Membership, Liability and ControlPrasad BulbuleNo ratings yet
- NCP GeriaDocument6 pagesNCP GeriaKeanu ArcillaNo ratings yet
- Development Plan-Part IV, 2022-2023Document3 pagesDevelopment Plan-Part IV, 2022-2023Divina bentayao100% (5)
- Lesson Plan-MethodsDocument6 pagesLesson Plan-Methodsapi-272643370No ratings yet
- In The Matter of The Adoption of Elizabeth MiraDocument2 pagesIn The Matter of The Adoption of Elizabeth MiradelayinggratificationNo ratings yet
- Scan Sep 2, 2020Document1 pageScan Sep 2, 2020Taresh MittalNo ratings yet
- USD - DPF Cleaning Machine - POSEYDON1000 - PolDocument8 pagesUSD - DPF Cleaning Machine - POSEYDON1000 - PolAbaidi RabieNo ratings yet
- Spreadsheet and Presentation Skills SyllabusDocument4 pagesSpreadsheet and Presentation Skills SyllabusGbox CTCNo ratings yet
- 100 Answers To Common English QuestionsDocument9 pages100 Answers To Common English Questionsflemus_1No ratings yet
- The Power of Prayer English PDFDocument312 pagesThe Power of Prayer English PDFHilario Nobre100% (1)
- NBCC Green ViewDocument12 pagesNBCC Green Views_baishyaNo ratings yet
- Criteria For Judging MR and Ms UNDocument9 pagesCriteria For Judging MR and Ms UNRexon ChanNo ratings yet
- A Powerful Graphic Liquid Crystal Display: Column #47, March 1999 by Lon GlaznerDocument16 pagesA Powerful Graphic Liquid Crystal Display: Column #47, March 1999 by Lon GlaznerVijay P PulavarthiNo ratings yet
- Phaser 6510WC6515 Brochure EnglishDocument4 pagesPhaser 6510WC6515 Brochure EnglishToma ObretenovNo ratings yet
- Foreign AidDocument4 pagesForeign AidJesse JhangraNo ratings yet
- BS KashmiryatDocument67 pagesBS KashmiryatWaqas AhmedNo ratings yet
- Chapter 3 of LPL Textbook PDFDocument26 pagesChapter 3 of LPL Textbook PDFandreaNo ratings yet
- PCC 3300 PDFDocument6 pagesPCC 3300 PDFdelangenico4No ratings yet
- Dictation TechniquesDocument12 pagesDictation TechniquesMuhamad IbrohimNo ratings yet
- Json Cache 1Document5 pagesJson Cache 1Emmanuel AmoahNo ratings yet
- Engineers Guide To Microchip 2018Document36 pagesEngineers Guide To Microchip 2018mulleraf100% (1)
- MarketNexus Editor: Teri Buhl Character LetterDocument2 pagesMarketNexus Editor: Teri Buhl Character LetterTeri BuhlNo ratings yet
- VALUE BASED QUESTIONS FROM MATHEMATICS GRADE 10Document6 pagesVALUE BASED QUESTIONS FROM MATHEMATICS GRADE 10allyvluvyNo ratings yet
- Impacts of Gmos On Golden RiceDocument3 pagesImpacts of Gmos On Golden RiceDianna Rose Villar LaxamanaNo ratings yet
- Baltimore County IG ReportDocument35 pagesBaltimore County IG ReportChris BerinatoNo ratings yet
- California State Bar Order of Discipline of Louis "Skip" Miller For Jury TamperingDocument33 pagesCalifornia State Bar Order of Discipline of Louis "Skip" Miller For Jury TamperingAlan RomeroNo ratings yet
- Update in Living Legal Ethics - Justice Dela CruzDocument13 pagesUpdate in Living Legal Ethics - Justice Dela CruzRobert F Catolico IINo ratings yet