You might also like
- Oil Analysis Report: Test DetailsDocument1 pageOil Analysis Report: Test DetailsdnoaisapsNo ratings yet
- Flo FlamingoDocument44 pagesFlo FlamingoErika de León100% (7)
- Natural ResinsDocument125 pagesNatural Resinsricky4763No ratings yet
- Idler Catalog Complete Low Res For WebDocument154 pagesIdler Catalog Complete Low Res For WebMauricio MpintoNo ratings yet
- Johnson ScreensDocument12 pagesJohnson ScreensHieuNo ratings yet
- ARBURG ALLROUNDER 370A TD 526447 en GBDocument6 pagesARBURG ALLROUNDER 370A TD 526447 en GBARRKAY DESIGN100% (1)
- Intern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014Document13 pagesIntern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014cesar barandaNo ratings yet
- TIG WeldingDocument44 pagesTIG Weldinganon_717772339No ratings yet
- Laser Powder Bed FusionDocument12 pagesLaser Powder Bed FusionchethanNo ratings yet
- Excellent Combination of Strength and Ductility in 15Cr-2Ni Duplex StainlessDocument8 pagesExcellent Combination of Strength and Ductility in 15Cr-2Ni Duplex StainlessSteven Andres Rodriguez PulidoNo ratings yet
- Reducingmacrosegregationofhighcarbonsteelin CCbloombyfinalelectromagneticstirringandmechanicalsoftreductionintegratedprocessDocument13 pagesReducingmacrosegregationofhighcarbonsteelin CCbloombyfinalelectromagneticstirringandmechanicalsoftreductionintegratedprocessAkash YadavNo ratings yet
- s11661 010 0334 ZDocument9 pagess11661 010 0334 ZinekNo ratings yet
- Effect of Friction Spot Welding (FSPW) On The Surface Corrosion Behavior of Overlapping AA6181-T4/Ti-6Al-4V JointsDocument8 pagesEffect of Friction Spot Welding (FSPW) On The Surface Corrosion Behavior of Overlapping AA6181-T4/Ti-6Al-4V JointsCarlosNo ratings yet
- The Effect of Strain Rate On Mechanical PropertiesDocument11 pagesThe Effect of Strain Rate On Mechanical Propertiesmechanicaltestinglab.acmsNo ratings yet
- Towards An Austenite Decomposition Model For TRIP Steels: Physical PropertiesDocument6 pagesTowards An Austenite Decomposition Model For TRIP Steels: Physical PropertiesbluecreteNo ratings yet
- Numerical Modelling and Experimental Casting of 17 MN 4 Al 3 Si 0 45 C WT TWIP Steel Via The Horizontal Single Belt Casting HSBC ProcessDocument15 pagesNumerical Modelling and Experimental Casting of 17 MN 4 Al 3 Si 0 45 C WT TWIP Steel Via The Horizontal Single Belt Casting HSBC ProcessUsman NiazNo ratings yet
- Journal Pre-Proof: Materials Science & Engineering ADocument27 pagesJournal Pre-Proof: Materials Science & Engineering AIsau JuniorNo ratings yet
- A Review of Permanent Magnet Stirring During Metal SolidificationDocument19 pagesA Review of Permanent Magnet Stirring During Metal SolidificationEstefan PobleteNo ratings yet
- 1 s2.0 S0010938X21005564 MainDocument17 pages1 s2.0 S0010938X21005564 Mainshweta shuklaNo ratings yet
- Welding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDocument5 pagesWelding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDenbe SantosNo ratings yet
- Investigating The Micro and Nanomechanical Properties of CoCrFeNi-CxDocument9 pagesInvestigating The Micro and Nanomechanical Properties of CoCrFeNi-CxmichaelNo ratings yet
- TMP 8 E01Document17 pagesTMP 8 E01FrontiersNo ratings yet
- A Novel and Simple Technique For Development of Dual Phase Steels WithDocument6 pagesA Novel and Simple Technique For Development of Dual Phase Steels WithDaniel Carlos AndradeNo ratings yet
- Medium-Mn Advanced High-Strength SteelsDocument40 pagesMedium-Mn Advanced High-Strength SteelsRavi KanheNo ratings yet
- J105. Domitner J. Wu M. Kharicha A. Ludwig A. Kaufmann B. Reiter J. Schaden T. Metall. Mater. Trans. A 45 2014 1415-1434.Document21 pagesJ105. Domitner J. Wu M. Kharicha A. Ludwig A. Kaufmann B. Reiter J. Schaden T. Metall. Mater. Trans. A 45 2014 1415-1434.Akash YadavNo ratings yet
- 31 10 PDFDocument10 pages31 10 PDFJhohan JimenezNo ratings yet
- High-Strength Bainitic SteelsDocument9 pagesHigh-Strength Bainitic SteelsabanzabalNo ratings yet
- Material Science and Engg A 2017Document13 pagesMaterial Science and Engg A 2017M Usama SiddiquiNo ratings yet
- Materials Science & Engineering A: B.L. Ennis, C. Bos, M.P. Aarnts, P.D. Lee, E. Jimenez-MeleroDocument9 pagesMaterials Science & Engineering A: B.L. Ennis, C. Bos, M.P. Aarnts, P.D. Lee, E. Jimenez-MeleroCynthia GuerraNo ratings yet
- Materials Today Communications: L.F.S. Baroni, R. Silva, G.S. Vacchi, V.L. Sordi, C.A.D. RovereDocument9 pagesMaterials Today Communications: L.F.S. Baroni, R. Silva, G.S. Vacchi, V.L. Sordi, C.A.D. RovereC_rovereNo ratings yet
- 10 1016@j Engstruct 2020 110804 PDFDocument14 pages10 1016@j Engstruct 2020 110804 PDFCesar10TNo ratings yet
- Do Not Know1Document14 pagesDo Not Know1SaurabhTripathiNo ratings yet
- Thermo-Mechanical Modelling of Residual Stresses Induced by Martensitic PhaseDocument6 pagesThermo-Mechanical Modelling of Residual Stresses Induced by Martensitic Phasemanashree02No ratings yet
- Effect of Microstructure On Fatigue BehaDocument8 pagesEffect of Microstructure On Fatigue BehaThiri AungNo ratings yet
- Kinetics Simulation of MNS Precipitation in Electrical SteelDocument5 pagesKinetics Simulation of MNS Precipitation in Electrical Steelmiltone87No ratings yet
- Mohdyusuf2021 Tribological Behaviour of 316L Stainless Steel Additively Manufactured byDocument11 pagesMohdyusuf2021 Tribological Behaviour of 316L Stainless Steel Additively Manufactured byVivekananda SubramaniNo ratings yet
- ScriptaMater WJFDocument6 pagesScriptaMater WJFPurnima KumariNo ratings yet
- The TRIP Effect and Its Application in Cold Formable Sheet SteelsDocument21 pagesThe TRIP Effect and Its Application in Cold Formable Sheet SteelsFernandoNo ratings yet
- Mohsen Zadeh 2016Document32 pagesMohsen Zadeh 2016le hoangNo ratings yet
- 1 s2.0 S007964252030116X MainDocument68 pages1 s2.0 S007964252030116X MainAHMED SAMIR ALEMDARNo ratings yet
- 1 s2.0 S1005030219301896 MainDocument7 pages1 s2.0 S1005030219301896 Mainmen brightNo ratings yet
- Toughness Enhancing Mechanisms in Age Hardened Fe-Mn-Al-C SteelsDocument9 pagesToughness Enhancing Mechanisms in Age Hardened Fe-Mn-Al-C SteelsMoin ANo ratings yet
- Transf Fases Na SoldagemDocument36 pagesTransf Fases Na SoldagemengetarcioNo ratings yet
- Characterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFDocument8 pagesCharacterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFSinan ChenNo ratings yet
- Sam Ava Tian 2016Document6 pagesSam Ava Tian 2016Nisa Yağmur BilgiNo ratings yet
- Iron-Based Shape Memory Alloys (Fe-SMA)Document12 pagesIron-Based Shape Memory Alloys (Fe-SMA)SAMUEL ALBERTO ZAMBRANA MALDONADONo ratings yet
- Materials and Design: K. Wieczerzak, P. Bala, M. Stepien, G. Cios, T. KozielDocument8 pagesMaterials and Design: K. Wieczerzak, P. Bala, M. Stepien, G. Cios, T. KozielNicolás Fernández CuervoNo ratings yet
- 07 Chapter 2Document20 pages07 Chapter 2ROSHANNo ratings yet
- Co CR Ni W + MN Literatur 1Document9 pagesCo CR Ni W + MN Literatur 1Syamsul Prasetya AjiNo ratings yet
- s00170 021 07786 WDocument11 pagess00170 021 07786 WGold SuganthNo ratings yet
- Development and Characterization of Powder Metallurgically Produced Discontinuous Tungsten Fiber Reinforced Tungsten CompositesDocument8 pagesDevelopment and Characterization of Powder Metallurgically Produced Discontinuous Tungsten Fiber Reinforced Tungsten CompositesCamilaAndreaGrijalbaNo ratings yet
- High-Strain-Rate Nanoindentation Behavior of Fine-Grained Magnesium AlloysDocument9 pagesHigh-Strain-Rate Nanoindentation Behavior of Fine-Grained Magnesium Alloysarun7sharma78No ratings yet
- 2014Atabaki.MM焊接综述-强度损失Welding of aluminum alloys to steels an overviewDocument20 pages2014Atabaki.MM焊接综述-强度损失Welding of aluminum alloys to steels an overview1643150672No ratings yet
- Measurement: Javad Mohamadigangaraj, Salman Nourouzi, Hamed Jamshidi AvalDocument19 pagesMeasurement: Javad Mohamadigangaraj, Salman Nourouzi, Hamed Jamshidi AvalAli nouroziNo ratings yet
- In Situ Al Al3TiDocument9 pagesIn Situ Al Al3Tizobeidi sajedNo ratings yet
- Communication: Processing and Properties of Medium-Mn TRIP Steel To Obtain A Two-Stage TRIP BehaviorDocument7 pagesCommunication: Processing and Properties of Medium-Mn TRIP Steel To Obtain A Two-Stage TRIP Behaviormaggie zhangNo ratings yet
- 1st PaperDocument12 pages1st PaperKishan HabibNo ratings yet
- Nam 1999Document5 pagesNam 1999Suman ChariNo ratings yet
- Materials Science & Engineering A: SciencedirectDocument14 pagesMaterials Science & Engineering A: SciencedirectHiba MhiriNo ratings yet
- Hydrogen Embrittlement of Automotive Advanced High-Strength SteelsDocument13 pagesHydrogen Embrittlement of Automotive Advanced High-Strength SteelsFernandoNo ratings yet
- Metals: Dissimilar Friction Stir Welding of AA2024 and AISI 1018: Microstructure and Mechanical PropertiesDocument17 pagesMetals: Dissimilar Friction Stir Welding of AA2024 and AISI 1018: Microstructure and Mechanical PropertiesMan MNo ratings yet
- Dual Phase Steel FundamentalsDocument15 pagesDual Phase Steel FundamentalsAnshuman RoyNo ratings yet
- Acta Materialia 155 (2018) VC in Fe MN Si Shape Memory SteelsDocument14 pagesActa Materialia 155 (2018) VC in Fe MN Si Shape Memory SteelsVinayak PrakashNo ratings yet
- 1 s2.0 S2214860422004390 MainDocument12 pages1 s2.0 S2214860422004390 Mainlethao2011No ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Metal Matrix Composites: A Modern Approach to ManufacturingFrom EverandMetal Matrix Composites: A Modern Approach to ManufacturingNo ratings yet
- 7 2 1 1 4 1 Bituboard 30Document2 pages7 2 1 1 4 1 Bituboard 30PRAJITH PREMKUMARNo ratings yet
- A Comprehensive Overview of Jute Fiber Reinforced Cementitious CompositesDocument23 pagesA Comprehensive Overview of Jute Fiber Reinforced Cementitious Compositeskuhan moganNo ratings yet
- Edgcse at Sc4a p003Document8 pagesEdgcse at Sc4a p003Muhammad KhasimullahNo ratings yet
- Checklist of Tools and Equipment MasonryDocument4 pagesChecklist of Tools and Equipment MasonryRommel SelgaNo ratings yet
- Usg Fire Resistant Assemblies Catalog en SA100 PDFDocument76 pagesUsg Fire Resistant Assemblies Catalog en SA100 PDFsprinter792No ratings yet
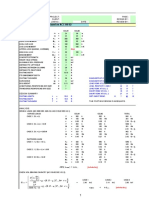
- Combined Footing Design Based On ACI 318-02: Input DataDocument44 pagesCombined Footing Design Based On ACI 318-02: Input DataAlekh KatuwalNo ratings yet
- Inspection & Test Plan (Itp) : PilingDocument3 pagesInspection & Test Plan (Itp) : PilingLOPA THANDARNo ratings yet
- MBD 15 Spec SheetDocument2 pagesMBD 15 Spec SheetCarlos Chaves CéspedesNo ratings yet
- Reactions of MercuryDocument2 pagesReactions of MercuryWeare1_busyNo ratings yet
- ASME BPVC Sec IX 2023 - Demonstration FormDocument1 pageASME BPVC Sec IX 2023 - Demonstration Formmr.bakhtiari.mahmoudNo ratings yet
- Stability-and-precision-of-immobilization-in-Radiation-Oncology-using-Nanotechnology and Thesis Ecological DevelopmentDocument8 pagesStability-and-precision-of-immobilization-in-Radiation-Oncology-using-Nanotechnology and Thesis Ecological DevelopmentSelvabala904260No ratings yet
- Welding Consumables HandbookDocument56 pagesWelding Consumables Handbookpalandev85No ratings yet
- Form 12Document4 pagesForm 12Iris Klench A. BaldovisoNo ratings yet
- TOPSOE KBR Damage Mechanisms Causes and PreventionDocument121 pagesTOPSOE KBR Damage Mechanisms Causes and Preventionjonnie myersNo ratings yet
- Is-2171 DCP ExtnDocument16 pagesIs-2171 DCP ExtnGowalia Tank Fire StationNo ratings yet
- Edexcel Chemistry Unit 4 Exams QuestionsDocument302 pagesEdexcel Chemistry Unit 4 Exams Questionskeyur10050% (2)
- Sci. Mat. Lab Script 2013-2014 From Allan Edited AM PDFDocument29 pagesSci. Mat. Lab Script 2013-2014 From Allan Edited AM PDFAPNo ratings yet
- Woolen ClothDocument6 pagesWoolen Clothprithivi6510No ratings yet
- BOQ For PermitsDocument26 pagesBOQ For PermitsKim Agbon SabayNo ratings yet
- Mole DPPDocument3 pagesMole DPPnams0% (2)
- Foudry TechnologyDocument10 pagesFoudry TechnologyBiren kumar SamalNo ratings yet
- Item Canvassed Report: Category Item Description UnitDocument9 pagesItem Canvassed Report: Category Item Description UnitNino Joycelee TuboNo ratings yet
- ChemDocument34 pagesChemAaghash A SNo ratings yet