You might also like
- Esame Quality Data Analysis 2018+07+23Document18 pagesEsame Quality Data Analysis 2018+07+23Giuseppe D'AngeloNo ratings yet
- Sample Size Calculator - Discrete DataDocument93 pagesSample Size Calculator - Discrete DataKelvinNo ratings yet
- On Oct 15th, 2019, Barge Bayu Constructor, Daily Medical Report and Drugs Used Dan Supervisi Bahan MakananDocument42 pagesOn Oct 15th, 2019, Barge Bayu Constructor, Daily Medical Report and Drugs Used Dan Supervisi Bahan MakananNicoMichaelNo ratings yet
- Analisis Varians 1jalan: H1: Bukan Ho Hipotesis Statistik: HDocument30 pagesAnalisis Varians 1jalan: H1: Bukan Ho Hipotesis Statistik: HKuyasaidah 22No ratings yet
- 5-BIT AND MOD-18 COUNTER SIMULATIONDocument7 pages5-BIT AND MOD-18 COUNTER SIMULATIONMD. Akif RahmanNo ratings yet
- Quality Costing M 41Document5 pagesQuality Costing M 41sm munNo ratings yet
- Scale Weightage Scale Weightage Scale Weightage Scale Weightage Scale Weightage Scale Weightage Scale Weightage Scale WeightageDocument1 pageScale Weightage Scale Weightage Scale Weightage Scale Weightage Scale Weightage Scale Weightage Scale Weightage Scale WeightageAmjad AmranNo ratings yet
- Record On Students Performance - 20212Document14 pagesRecord On Students Performance - 20212Mahira NurNo ratings yet
- R&R Estudo Repetibilidade e ReprodutibilidadeDocument3 pagesR&R Estudo Repetibilidade e ReprodutibilidadeVitor Bruno GarciaNo ratings yet
- Chem ABC Daily Report 21.05.2021)Document2 pagesChem ABC Daily Report 21.05.2021)Akash KumarNo ratings yet
- Chem ABC Daily Report 21.05.2021)Document2 pagesChem ABC Daily Report 21.05.2021)Akash KumarNo ratings yet
- Shift Wise Present / Absent Report (Chemical)Document2 pagesShift Wise Present / Absent Report (Chemical)Akash KumarNo ratings yet
- Shift wise PRESENT/ABSENT reportDocument2 pagesShift wise PRESENT/ABSENT reportAkash KumarNo ratings yet
- Lab 15Document5 pagesLab 15ALISHBA AZAMNo ratings yet
- Form 1 - Hai Surveillance: Infection Prevention & Control CommitteeDocument1 pageForm 1 - Hai Surveillance: Infection Prevention & Control CommitteeIsolation Unit ITRMCNo ratings yet
- 6 PDFDocument1 page6 PDFStevepallmerNo ratings yet
- School of Computing Sciences and Engineering: CIA MarksDocument3 pagesSchool of Computing Sciences and Engineering: CIA MarkssamsaNo ratings yet
- Table of Specification AnalysisDocument24 pagesTable of Specification AnalysisShellinie MopacNo ratings yet
- Attribute Gage R & R StudyDocument3 pagesAttribute Gage R & R Studyshizui145No ratings yet
- KR20 & Coefficient Alpha: Their Equivalence For Binary Scored ItemsDocument7 pagesKR20 & Coefficient Alpha: Their Equivalence For Binary Scored ItemsOtro Fracasado MásNo ratings yet
- Barge Clinic Visit Report SummaryDocument42 pagesBarge Clinic Visit Report SummaryNicoMichaelNo ratings yet
- Evil Push Ups V2Document3 pagesEvil Push Ups V2anonymous exciseNo ratings yet
- Sequential Circuit Design: 12.1. State Table/Diagram SpecificationDocument9 pagesSequential Circuit Design: 12.1. State Table/Diagram SpecificationMa SeenivasanNo ratings yet
- Maf3247 A001 PDFDocument11 pagesMaf3247 A001 PDFChintu SikarwarNo ratings yet
- FMECA-template (SQSA)Document13 pagesFMECA-template (SQSA)Uj GumilarNo ratings yet
- Fall 2022 - CS302P - 2Document2 pagesFall 2022 - CS302P - 2MUHAMMAD NABEEL SHAHNo ratings yet
- Test ScoresDocument8 pagesTest ScorescwkkarachchiNo ratings yet
- Answer:: Class: G01 - 1,2,3 - Tue Student Name: Hu NH Kim Nguyên - ID: IEIEIU20113Document8 pagesAnswer:: Class: G01 - 1,2,3 - Tue Student Name: Hu NH Kim Nguyên - ID: IEIEIU20113Lê Nhật TiếnNo ratings yet
- Excel Calculation (T-Test and Toolpak)Document6 pagesExcel Calculation (T-Test and Toolpak)Benmark JabayNo ratings yet
- ANOVA CalculatorDocument6 pagesANOVA CalculatorAdiozNo ratings yet
- Perhitungan Teori GDocument7 pagesPerhitungan Teori GSyamsir SainuddinNo ratings yet
- Bayu Constructor ContohDocument2 pagesBayu Constructor ContohNicoMichaelNo ratings yet
- 08.5 MSA Atributivna Sonda Ø 2.14Document1 page08.5 MSA Atributivna Sonda Ø 2.14Stefan DončevićNo ratings yet
- SY - Synchronous Counter Using Flip FlopsDocument2 pagesSY - Synchronous Counter Using Flip FlopsAbhishek ParmarNo ratings yet
- Chem ABC Daily Report 22.05.2021)Document2 pagesChem ABC Daily Report 22.05.2021)Akash KumarNo ratings yet
- Shift Wise Present / Absent Report (Chemical)Document2 pagesShift Wise Present / Absent Report (Chemical)Akash KumarNo ratings yet
- Chem ABC Daily Report 22.05.2021)Document2 pagesChem ABC Daily Report 22.05.2021)Akash KumarNo ratings yet
- IE-431, Assignment-6, TEAM-10Document26 pagesIE-431, Assignment-6, TEAM-10Mohammad KashifNo ratings yet
- Schools Division Pre-Test Item AnalysisDocument6 pagesSchools Division Pre-Test Item AnalysisHershey MonzonNo ratings yet
- Group AssignmentDocument3 pagesGroup Assignmentchegger accountNo ratings yet
- Mid Term/Term Work Marks ListDocument8 pagesMid Term/Term Work Marks ListAkansh JainNo ratings yet
- Correlation Analysis of Questionnaire ItemsDocument18 pagesCorrelation Analysis of Questionnaire ItemsAnonimNo ratings yet
- ConjointIllustration OrginalDocument18 pagesConjointIllustration OrginalSreePrasanna LakshmiNo ratings yet
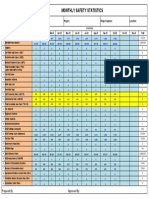
- Monthly Safety Statistics: Company Logo Client LogoDocument1 pageMonthly Safety Statistics: Company Logo Client LogoemidNo ratings yet
- 6th Grade Math Test Results AnalysisDocument8 pages6th Grade Math Test Results Analysiseugene colloNo ratings yet
- Chem ABC Daily Report 23.05.2021)Document2 pagesChem ABC Daily Report 23.05.2021)Akash KumarNo ratings yet
- Point BARU GarenaDocument2 pagesPoint BARU GarenaSatria JŕNo ratings yet
- Lembar Kendali KaDocument58 pagesLembar Kendali KadewiNo ratings yet
- SpreadsheetDocument3 pagesSpreadsheetLucas RoldánNo ratings yet
- Sensus HarianDocument2 pagesSensus HarianAlfin ApalahNo ratings yet
- Malaguena by Chet AtkinsDocument11 pagesMalaguena by Chet AtkinsLuciano NapoliNo ratings yet
- Malaguena arrangement for guitarDocument11 pagesMalaguena arrangement for guitarDave Todd100% (1)
- AIAG FMEA TemplateDocument70 pagesAIAG FMEA TemplatepaulNo ratings yet
- AIAG FMEA TemplateDocument70 pagesAIAG FMEA TemplateBrayan Ruiz Esparza CamposNo ratings yet
- Hospital anxiety and depression questionnaire scoresDocument5 pagesHospital anxiety and depression questionnaire scoresDiana ArdilaNo ratings yet
- Name: Mahesh A Abnave Title: Inventory System Simulation Using MS Excel Spreadsheet Sample Cell FormulaeDocument2 pagesName: Mahesh A Abnave Title: Inventory System Simulation Using MS Excel Spreadsheet Sample Cell FormulaeMahesh AbnaveNo ratings yet
- Triangel Test & Duo TrioDocument31 pagesTriangel Test & Duo TrioFaizatus SNo ratings yet
- EENG (INFE) 115 F16-17 Midterm Exam - SolutionsDocument8 pagesEENG (INFE) 115 F16-17 Midterm Exam - SolutionsGhost BustersNo ratings yet
- Grade and Section: - I - Rose MONTH: - APRIL 2021Document2 pagesGrade and Section: - I - Rose MONTH: - APRIL 2021Maricel PampiloNo ratings yet
- Quotation - Householders - LAPSONDocument1 pageQuotation - Householders - LAPSONCredsureNo ratings yet
- Assignment 1 Complete The Assignment and Submit It On Moodle. Marks Weightage - 20%Document12 pagesAssignment 1 Complete The Assignment and Submit It On Moodle. Marks Weightage - 20%Shivam SharmaNo ratings yet
- Deloitte - ChinaCast EducationDocument75 pagesDeloitte - ChinaCast EducationcorruptioncurrentsNo ratings yet
- Institute of Management Studies and Research: KLE Society'sDocument22 pagesInstitute of Management Studies and Research: KLE Society'sRutuja HukkeriNo ratings yet
- Premium CH 2 Thinking Like An EconomistDocument36 pagesPremium CH 2 Thinking Like An EconomistdavidNo ratings yet
- Real-Estate Investor's Psychology: Heuristics and Prospect FactorsDocument6 pagesReal-Estate Investor's Psychology: Heuristics and Prospect Factors03217925346No ratings yet
- Romania Pestel Analysis Comprehensive Country OutlookDocument6 pagesRomania Pestel Analysis Comprehensive Country OutlookAtharva UppalwarNo ratings yet
- 2021 Remaining Ongoing CasesDocument2,517 pages2021 Remaining Ongoing CasesJulia Mar Antonete Tamayo AcedoNo ratings yet
- The Digital Marketing Blueprint 2023Document23 pagesThe Digital Marketing Blueprint 2023Loura FitnessNo ratings yet
- Design Books and Price Books for American Federal-Period Card TablesDocument16 pagesDesign Books and Price Books for American Federal-Period Card TablesJosh ChoughNo ratings yet
- UK-eCommerce ListDocument16 pagesUK-eCommerce ListSheel ThakkarNo ratings yet
- Authority To Sell ExtensionDocument1 pageAuthority To Sell ExtensionPaul BaesNo ratings yet
- Diamond Doctor Suit Against ManookianDocument41 pagesDiamond Doctor Suit Against ManookianThe Dallas Morning News100% (1)
- Implied JoinDocument4 pagesImplied JoinramyasidNo ratings yet
- Consumer Behaviour, 2nd Edition - Chapter 1Document42 pagesConsumer Behaviour, 2nd Edition - Chapter 1guptamadras100% (1)
- Spare Parts List: R900772317 R961001350 Drawing: Material NumberDocument6 pagesSpare Parts List: R900772317 R961001350 Drawing: Material NumberbuddhivasuNo ratings yet
- Iiiiii Iiii F: FTFT-FT-FTFT-FDocument1 pageIiiiii Iiii F: FTFT-FT-FTFT-FShashank DixitNo ratings yet
- Challenges For Implementing Renewable Energy in A Cooperative Driven Off-Grid System in The Philippines Bertheau Et AlDocument24 pagesChallenges For Implementing Renewable Energy in A Cooperative Driven Off-Grid System in The Philippines Bertheau Et AlDiana Rose B. DatinguinooNo ratings yet
- Kajaria Ceramics: Production and Consumption Trend of Ceramic Tiles in WorldDocument10 pagesKajaria Ceramics: Production and Consumption Trend of Ceramic Tiles in Worldapi-556903190No ratings yet
- Upper Intermediate Unit Test 5: Grammar VocabularyDocument2 pagesUpper Intermediate Unit Test 5: Grammar VocabularyAléxia DinizNo ratings yet
- SIRIM QAS Certification for PVC-Insulated CablesDocument2 pagesSIRIM QAS Certification for PVC-Insulated Cablesyusuf mohd salleh100% (1)
- CHAPTER 1.1 Basic Concepts of ManagementsDocument15 pagesCHAPTER 1.1 Basic Concepts of ManagementsRay John DulapNo ratings yet
- 00 AY 2022-2023 CA51027 Accounting For Government and Non-Profit Organizations REVISED COURSE PLAN DUE To COVID 19 PANDEMICDocument8 pages00 AY 2022-2023 CA51027 Accounting For Government and Non-Profit Organizations REVISED COURSE PLAN DUE To COVID 19 PANDEMICJaimellNo ratings yet
- Marcopper Mining CorpDocument7 pagesMarcopper Mining CorpChristine Ivy Delos SantosNo ratings yet
- KALAMAZOO Case Study SolutionDocument13 pagesKALAMAZOO Case Study SolutionSanskriti sahuNo ratings yet
- Member Passbook DetailsDocument2 pagesMember Passbook DetailsNaveen SinghNo ratings yet
- Centrelink Authorisation Form ss313 - 1005enDocument6 pagesCentrelink Authorisation Form ss313 - 1005enWilliam Alister Young0% (1)
- Obligations and Contracts UPDATED HANDOUTS ON 2021Document15 pagesObligations and Contracts UPDATED HANDOUTS ON 2021Angela NavaltaNo ratings yet
- Adv 1 - 6 - Intercompany Profit Transactions - Plant Assets - Handout #1Document12 pagesAdv 1 - 6 - Intercompany Profit Transactions - Plant Assets - Handout #1ria fransiscaieNo ratings yet
- Technical Appraisal: Unit 5Document16 pagesTechnical Appraisal: Unit 5DIPAKNo ratings yet