You might also like
- Washing Machine: Service ManualDocument57 pagesWashing Machine: Service ManualSantacruzmateo SantacruzmateoNo ratings yet
- Grip ShiftDocument2 pagesGrip Shiftdolittle74No ratings yet
- Equipment in The LaboratoryDocument26 pagesEquipment in The LaboratoryDmc INTERNET CAFENo ratings yet
- Delonghi Coffee Grinder kg49 Instruction Manual PDFDocument4 pagesDelonghi Coffee Grinder kg49 Instruction Manual PDFMichael AlcazarenNo ratings yet
- SIHI Thermal Fluid Circulating PumpDocument11 pagesSIHI Thermal Fluid Circulating Pumpwilmer fernando lopez galeanoNo ratings yet
- DeLonghi Coffee Grinder Manual (M-KG49)Document8 pagesDeLonghi Coffee Grinder Manual (M-KG49)Martin McTaggartNo ratings yet
- NB RX User GuideDocument15 pagesNB RX User GuideFidel Chapa100% (1)
- Quickcut Clipper: Register Online For An Extra Year GuaranteeDocument12 pagesQuickcut Clipper: Register Online For An Extra Year GuaranteeRichard MooreNo ratings yet
- UntitledDocument32 pagesUntitledpeter timmermansNo ratings yet
- Installer Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersDocument4 pagesInstaller Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersAchraf BoudayaNo ratings yet
- Manualf4u Corsair.46.55Document16 pagesManualf4u Corsair.46.55Adolfo Saban IglesiasNo ratings yet
- Aq7 IbDocument92 pagesAq7 IbrafsebeNo ratings yet
- Daewoo DWF 185mnpDocument17 pagesDaewoo DWF 185mnpRanger RangerNo ratings yet
- FX Dreamline Manual 2019Document9 pagesFX Dreamline Manual 2019roshanNo ratings yet
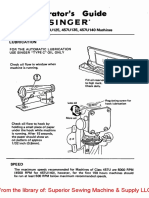
- Singer 457U15, U125, U135, U140 Operator's GuideDocument8 pagesSinger 457U15, U125, U135, U140 Operator's GuideYEMC YEMC100% (1)
- Proper Use of Hand ToolsDocument19 pagesProper Use of Hand ToolsIvylyn Asor NuevoNo ratings yet
- Laboratory Equipment PDFDocument34 pagesLaboratory Equipment PDFBOB CHESTER DIMASINNo ratings yet
- Washing Machine Instruction Manual: DWC-ED1232Document30 pagesWashing Machine Instruction Manual: DWC-ED1232jjairotoroNo ratings yet
- Manual Puntarecta NSK FX65Document44 pagesManual Puntarecta NSK FX65soluciones BiomedicasNo ratings yet
- Ex5b 6B 6DDocument2 pagesEx5b 6B 6DThato Merapelo PuleNo ratings yet
- Kenmore Sewing Machine ManualDocument83 pagesKenmore Sewing Machine Manualwantedfoot100% (1)
- Manual de SilletadoraDocument5 pagesManual de SilletadoraAlexis PinedaNo ratings yet
- Maquina de DuctivilidadDocument8 pagesMaquina de DuctivilidadDavid Fernando LeonNo ratings yet
- Door Installation Guide Wood FramingDocument15 pagesDoor Installation Guide Wood FramingTheJamMachineNo ratings yet
- J P Specialties, Inc.: Safety Manual Operating SafetyDocument2 pagesJ P Specialties, Inc.: Safety Manual Operating SafetyfrankytgNo ratings yet
- Grout Bombas AnsiDocument39 pagesGrout Bombas AnsiAtahualpa Yopasa PerezNo ratings yet
- BMV Manual Elec PDFDocument44 pagesBMV Manual Elec PDFluis pedrerosNo ratings yet
- Pfaff Performance 2054 Sewing Machine Instruction ManualDocument124 pagesPfaff Performance 2054 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Rover 75 Owners Manual 121142Document8 pagesRover 75 Owners Manual 121142Alexander AznarNo ratings yet
- LM-0-0005 PSW654 Winch Manual FinalDocument20 pagesLM-0-0005 PSW654 Winch Manual FinalRobert HollandNo ratings yet
- Gas CuttingDocument3 pagesGas Cuttingrhonel doropanNo ratings yet
- Strainers Crane FS IOM 0221Document8 pagesStrainers Crane FS IOM 0221TripleOffsetNo ratings yet
- K3 PerkantoranDocument6 pagesK3 PerkantoranAzil SuardhyNo ratings yet
- SCANSNAP Ix500 CONSUMABLE REPLACEMENT AND CLEANING INSTRUCTIONSDocument14 pagesSCANSNAP Ix500 CONSUMABLE REPLACEMENT AND CLEANING INSTRUCTIONSkevnwongNo ratings yet
- Running A Bridge Plug and Cement Retainers 4531366 01Document32 pagesRunning A Bridge Plug and Cement Retainers 4531366 01Mohamed HashemNo ratings yet
- 9709 Oct18Document132 pages9709 Oct18trash6666No ratings yet
- Full-Auto Electric Washing Machine: Model: DWF-806/808/756/758Document16 pagesFull-Auto Electric Washing Machine: Model: DWF-806/808/756/758Monica MonikaNo ratings yet
- Galaxy Note 5 Glass/Lcd Repair Guide: 2016 EditionDocument22 pagesGalaxy Note 5 Glass/Lcd Repair Guide: 2016 EditionRaul AlfaroNo ratings yet
- Galaxy Note 5 Glass/Lcd Repair Guide: 2016 EditionDocument22 pagesGalaxy Note 5 Glass/Lcd Repair Guide: 2016 EditionAlfariz OneNo ratings yet
- Hc7500au Ifu Fa 270522 LRDocument16 pagesHc7500au Ifu Fa 270522 LRsde81.androidNo ratings yet
- Phoenix Edge 540 - ManualDocument16 pagesPhoenix Edge 540 - ManualfrancNo ratings yet
- Wel-Come To All Good Morning: Safety Manual Responsibility of IndividualsDocument25 pagesWel-Come To All Good Morning: Safety Manual Responsibility of IndividualsCrazye StupittNo ratings yet
- Irrigation 101 System FundamentalsDocument35 pagesIrrigation 101 System FundamentalsdivinekwakuamegbeNo ratings yet
- Check List Conector PrepulidoDocument1 pageCheck List Conector PrepulidoNoe MoralesNo ratings yet
- CDI Manual Computorq IIDocument12 pagesCDI Manual Computorq IIDavid DercyNo ratings yet
- Icopress: MODEL 5606 Battery Powered Compression ToolDocument10 pagesIcopress: MODEL 5606 Battery Powered Compression ToolSatyam KumarNo ratings yet
- Huskystar E10 Instruction Sewing Machine Instruction ManualDocument32 pagesHuskystar E10 Instruction Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- CDI Manual Torque&AngleDocument6 pagesCDI Manual Torque&AngleDavid DercyNo ratings yet
- Vacum Pump PJBA ZenDocument14 pagesVacum Pump PJBA ZenSakti PriyantoNo ratings yet
- Remington MB4010 Horizon Beard TrimmerDocument58 pagesRemington MB4010 Horizon Beard Trimmersparrow1No ratings yet
- The Small Torch Instructions and Operation ManualDocument2 pagesThe Small Torch Instructions and Operation ManualdNo ratings yet
- Brijač KalixDocument110 pagesBrijač KalixDRAGAN PAPIĆNo ratings yet
- Maximize Your M-Lok Experience With These Tips: As PackagedDocument5 pagesMaximize Your M-Lok Experience With These Tips: As PackagedlowjackNo ratings yet
- QuickStartGuide ML700 LRDocument3 pagesQuickStartGuide ML700 LRVipiNo ratings yet
- 01.201871.01.650 01.201871.01.650 Im ZZZDocument40 pages01.201871.01.650 01.201871.01.650 Im ZZZsusana.silva.mendes.14No ratings yet
- машинка для стрижки - REMINGTON HC5020Document96 pagesмашинка для стрижки - REMINGTON HC5020arelav09No ratings yet
- Craftsman Pressure Washer ManualDocument26 pagesCraftsman Pressure Washer ManualDavid LongNo ratings yet
- Schatten P-U Winder Instructions-PU-Specs PDFDocument10 pagesSchatten P-U Winder Instructions-PU-Specs PDFjannatin karlenNo ratings yet