You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Method Statement For Welding-Rev.02Document6 pagesMethod Statement For Welding-Rev.02weydongshengNo ratings yet
- Section 8 - Arc Equipment & Processes266 - 27344Document36 pagesSection 8 - Arc Equipment & Processes266 - 27344dbircs2010No ratings yet
- Covered Electrodes For Stainless Steel: Avesta Electrodes Product ProgrammeDocument4 pagesCovered Electrodes For Stainless Steel: Avesta Electrodes Product Programmekamals55No ratings yet
- Welding and GmawDocument14 pagesWelding and GmawAl-hadi AliakbarNo ratings yet
- Consumable Spec Rev 12Document24 pagesConsumable Spec Rev 12megastar0604No ratings yet
- Welding Consumables For Hydro Power StationsDocument16 pagesWelding Consumables For Hydro Power StationsMohamed FaragNo ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeNguyen Anh TuanNo ratings yet
- SM 80GDocument1 pageSM 80GCarlos PadillaNo ratings yet
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 pagesA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16No ratings yet
- WeldingDocument52 pagesWeldingPhani Sridhar ChNo ratings yet
- MIP Bohler Welding Austwqrwq2332e3eddwria 98Document1 pageMIP Bohler Welding Austwqrwq2332e3eddwria 98maxi27No ratings yet
- AWS G 2.3M G2.3-2012 Guide For The Joining of Solid Solution Austenitic Stainless Steels - Part2Document50 pagesAWS G 2.3M G2.3-2012 Guide For The Joining of Solid Solution Austenitic Stainless Steels - Part2estephan82No ratings yet
- Product Reference Manual - Section 8 - Arc Equipment & ProcessesDocument33 pagesProduct Reference Manual - Section 8 - Arc Equipment & Processesnishant361No ratings yet
- The Australian Welding Guide PDFDocument220 pagesThe Australian Welding Guide PDFThành Nguyễn XuânNo ratings yet
- Welding Technology Steelconstr - EngDocument32 pagesWelding Technology Steelconstr - EngLukman Tarigan SumatraNo ratings yet
- FCAW Illustration: by Nathaniel Sexton Josh Ogilvie Raymond BroadwayDocument18 pagesFCAW Illustration: by Nathaniel Sexton Josh Ogilvie Raymond BroadwayAd Man GeTigNo ratings yet
- TriMark Metalloy 80N1Document2 pagesTriMark Metalloy 80N1Claudia MmsNo ratings yet
- SAW Wire / Flux: Typical Chemical Composition of Rod (WT%) Product FeaturesDocument4 pagesSAW Wire / Flux: Typical Chemical Composition of Rod (WT%) Product Featuresehsan.mNo ratings yet
- FabCO 811N1 PDFDocument2 pagesFabCO 811N1 PDFAlejandroAcuñaMaureiraNo ratings yet
- Welding Wire CatalogDocument10 pagesWelding Wire CatalogElvis MaljanovicNo ratings yet
- Supercore D 81Document1 pageSupercore D 81camelod555No ratings yet
- Aladin SDocument4 pagesAladin SJeffrey BeanNo ratings yet
- 5 Welding Processes 1Document62 pages5 Welding Processes 1adelNo ratings yet
- The Australian Welding Guide 2012Document220 pagesThe Australian Welding Guide 2012maxxandNo ratings yet
- UWW-301 WIRE WELDER FLYER v7 (August 2021)Document3 pagesUWW-301 WIRE WELDER FLYER v7 (August 2021)Chris TeohNo ratings yet
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionDocument27 pages1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULNo ratings yet
- Duplex MetrodeDocument6 pagesDuplex Metrodeandresrojas25No ratings yet
- Q II Module 5 GR 12 Week5Document23 pagesQ II Module 5 GR 12 Week5WilmerNo ratings yet
- Welding Processes & InspectionDocument52 pagesWelding Processes & InspectionKaung Htet Cho100% (1)
- Weld Repair Procedure For The Rear Axle A-Frame and Rear Axle Housing On 785, 789, and 793 OHTDocument18 pagesWeld Repair Procedure For The Rear Axle A-Frame and Rear Axle Housing On 785, 789, and 793 OHTcarlosNo ratings yet
- A-80 RailrodDocument1 pageA-80 RailrodSyed AbudhakirNo ratings yet
- WeldingDocument14 pagesWeldingarmanimamsNo ratings yet
- BMK-12W Stud Welder: Product Information Short-Cycle Drawn Arc Stud WeldingDocument2 pagesBMK-12W Stud Welder: Product Information Short-Cycle Drawn Arc Stud WeldingirfanNo ratings yet
- Types of Welding ProcessesDocument15 pagesTypes of Welding Processes89saadali89No ratings yet
- TB Welding-English PDFDocument20 pagesTB Welding-English PDFdanghpNo ratings yet
- MIP - Bohler - Welding - Austria 65 PDFDocument1 pageMIP - Bohler - Welding - Austria 65 PDFAdmir TalicNo ratings yet
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsNo ratings yet
- Bohler Fox DMV 83 KB - SmawDocument1 pageBohler Fox DMV 83 KB - Smawsoft4gsmNo ratings yet
- Duplex UNS 32205Document1 pageDuplex UNS 32205Ercan YilmazNo ratings yet
- Iw&tt GmawDocument50 pagesIw&tt GmawHimanshu MishraNo ratings yet
- Guia Practica Eleccion AporteDocument26 pagesGuia Practica Eleccion AporteNegrito RosarinoNo ratings yet
- Welder's Handbook (Air Products Co.)Document48 pagesWelder's Handbook (Air Products Co.)Patrick DominguezNo ratings yet
- Engineering Welding Handbook99 PDF TigDocument48 pagesEngineering Welding Handbook99 PDF TigSorin Stanescu100% (1)
- Bohler DMV 83-IG - GMAW PDFDocument1 pageBohler DMV 83-IG - GMAW PDFsoft4gsmNo ratings yet
- IIAR ProcedimientodeSoldadura PDFDocument12 pagesIIAR ProcedimientodeSoldadura PDFmelator100% (3)
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 pagesMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- 10 Ns 00 MokjiDocument20 pages10 Ns 00 MokjiCarlos PadillaNo ratings yet
- Metrode ER110S-G FillerDocument6 pagesMetrode ER110S-G FillerBernie SimcsNo ratings yet
- ASTM Welding Tips A410 To A643Document20 pagesASTM Welding Tips A410 To A643MARIO HUAMANNo ratings yet
- Irsm 46 2012Document28 pagesIrsm 46 2012Rakesh Srivastava100% (3)
- Basic WeldingDocument40 pagesBasic WeldingVishnu Vardhan . C100% (8)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- On-Chip Electro-Static Discharge (ESD) Protection for Radio-Frequency Integrated CircuitsFrom EverandOn-Chip Electro-Static Discharge (ESD) Protection for Radio-Frequency Integrated CircuitsNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Dayton Tech StampingDocument78 pagesDayton Tech StampingRaghu VenkatNo ratings yet
- Verificare Imbinare Cu Suruburi Grinda-StalpDocument2 pagesVerificare Imbinare Cu Suruburi Grinda-StalpVirginia Elena IordacheNo ratings yet
- HMDA Building Guidelines Full Low ResDocument88 pagesHMDA Building Guidelines Full Low Resshoeb2007No ratings yet
- FMDS0208Document91 pagesFMDS0208hhNo ratings yet
- Uttar Pradesh Uttarakhand Municipal Corporation Act 1959 PDFDocument333 pagesUttar Pradesh Uttarakhand Municipal Corporation Act 1959 PDFSandhya DwivediNo ratings yet
- Physical & Chemical PropertiesDocument10 pagesPhysical & Chemical PropertiesJohnree A. Evangelista100% (1)
- Method Statement For Miscellaneous Metal WorksDocument19 pagesMethod Statement For Miscellaneous Metal Worksmohsin.meizaNo ratings yet
- Plantation Tree ProjectsDocument15 pagesPlantation Tree Projectsmahnoor cheemaNo ratings yet
- Tracing Dissolved Oxygen Pickup in Beer PackagingDocument37 pagesTracing Dissolved Oxygen Pickup in Beer Packagingfrank_91No ratings yet
- Space Robotics: PreviewDocument21 pagesSpace Robotics: PreviewAnvit TiwariNo ratings yet
- Multi Core ProcessorsDocument7 pagesMulti Core ProcessorsBhavin Joshi100% (5)
- WSDOT McDowell Final WirelessCommDocument83 pagesWSDOT McDowell Final WirelessCommoldjanusNo ratings yet
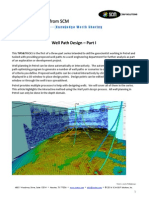
- SCM Well Path Design Part IDocument9 pagesSCM Well Path Design Part IPeter LeOn LeOnNo ratings yet
- Flight Line MarshallerDocument24 pagesFlight Line MarshallerCap TainNo ratings yet
- Colores: (Phila: in Praesentia)Document32 pagesColores: (Phila: in Praesentia)Gustavo NunesNo ratings yet
- DSE9701 & DSE9702: Vertical 5 Amp Battery ChargersDocument2 pagesDSE9701 & DSE9702: Vertical 5 Amp Battery Chargersasuhuane100% (1)
- Power Losses of Gear SystemsDocument11 pagesPower Losses of Gear Systemsarda akkayaNo ratings yet
- M/S Rajaram Constrution: Government of MadhyapradeshDocument7 pagesM/S Rajaram Constrution: Government of Madhyapradeshfevahe756No ratings yet
- Employment NewsDocument48 pagesEmployment NewsananahmedNo ratings yet
- C++ Cheat SheetDocument9 pagesC++ Cheat SheetAddele CruzNo ratings yet
- Flat JacksDocument3 pagesFlat JackschristopherapssNo ratings yet
- Nelder Mead ProofDocument8 pagesNelder Mead ProofSuresh KumarNo ratings yet
- AEG HBS100 de PDFDocument32 pagesAEG HBS100 de PDFMaria MassanetNo ratings yet
- MasterTop 1200 EngDocument3 pagesMasterTop 1200 EngMohiuddin MuhinNo ratings yet
- D3 Tips and Tricks PDFDocument482 pagesD3 Tips and Tricks PDFaitheljarNo ratings yet
- Auto TrakDocument118 pagesAuto Traksaeed6575% (4)
- Concurrent Programming in Java - LeaDocument2 pagesConcurrent Programming in Java - LeaSeanNo ratings yet
- Design Professional Monthly Progress Report: Project Square FootageDocument2 pagesDesign Professional Monthly Progress Report: Project Square FootageCUNo ratings yet
- Hiwin Linear Guideway Catalog - G99TE13-0809Document0 pagesHiwin Linear Guideway Catalog - G99TE13-0809frahedlerNo ratings yet
- BS 6840-10 PDFDocument28 pagesBS 6840-10 PDFJeff Anderson CollinsNo ratings yet