You might also like
- Ultra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsFrom EverandUltra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsWilliam G. FahrenholtzNo ratings yet
- 1 s2.0 S1359646202005511 MainDocument5 pages1 s2.0 S1359646202005511 MainVidya me20d015No ratings yet
- Development of Ductile Magnesium Composite Materials Using Titanium2002Document6 pagesDevelopment of Ductile Magnesium Composite Materials Using Titanium2002Varun DuttaNo ratings yet
- 1 s2.0 S2238785422019184 MainDocument13 pages1 s2.0 S2238785422019184 MainAlagar SamyNo ratings yet
- Optimization of Powder Metallurgy Parameters for AA7072-MoO3 Composites Through Taguchi Method (1)Document9 pagesOptimization of Powder Metallurgy Parameters for AA7072-MoO3 Composites Through Taguchi Method (1)QOMARUL HADINo ratings yet
- Microwave Sintering of Cu-TiC-Graphite Hybrid CompositesDocument9 pagesMicrowave Sintering of Cu-TiC-Graphite Hybrid CompositesusbkitsNo ratings yet
- Study of Mechanical Properties and Microstructure of Aluminium Alloy Reinforced With Tib, by in Situ TechniqueDocument12 pagesStudy of Mechanical Properties and Microstructure of Aluminium Alloy Reinforced With Tib, by in Situ TechniquegagragaNo ratings yet
- Investigation On Mechanical Properties and Creep Behavior of Stir Cast Az91-Sic CompositesDocument7 pagesInvestigation On Mechanical Properties and Creep Behavior of Stir Cast Az91-Sic CompositesBalamurugan KarnanNo ratings yet
- Manganese SteelDocument4 pagesManganese Steelsaifullah629No ratings yet
- Bahador 2020Document13 pagesBahador 2020Esra GucluNo ratings yet
- Process Development in Stir Casting and Investigation On Effect of Tib On Aa6061 Metal Matrix CompositesDocument6 pagesProcess Development in Stir Casting and Investigation On Effect of Tib On Aa6061 Metal Matrix CompositesGANESH KUMARNo ratings yet
- Ceramics International: M. Zarezadeh Mehrizi, R. Beygi, Gh. EisaabadiDocument5 pagesCeramics International: M. Zarezadeh Mehrizi, R. Beygi, Gh. EisaabadiJustin DixonNo ratings yet
- Improved Mechanical Proprieties of "Magnesium Based Composites" With Titanium Ealuminum HybridsDocument9 pagesImproved Mechanical Proprieties of "Magnesium Based Composites" With Titanium Ealuminum HybridsNeela MuraliNo ratings yet
- High Temperature Tensile and Strain Hardening Behaviour of Aa5052/9 Vol. %ZRB Insitu CompositeDocument7 pagesHigh Temperature Tensile and Strain Hardening Behaviour of Aa5052/9 Vol. %ZRB Insitu CompositeAlexandre Jusis BlancoNo ratings yet
- Mechanical Behavior of AZ31Al2O3 Magnesium Alloy Nanocomposites Prepared Using Ultrasound Assisted Stir CastingDocument10 pagesMechanical Behavior of AZ31Al2O3 Magnesium Alloy Nanocomposites Prepared Using Ultrasound Assisted Stir CastingrameshNo ratings yet
- j.matdes.2014.09.025Document9 pagesj.matdes.2014.09.025fangx7378No ratings yet
- Effect of WT.% Sicp and Tib On The Mechanical Properties in Sicp/Az81A Magnesium Matrix Composite by The Method Semi Solid Stir CastingDocument9 pagesEffect of WT.% Sicp and Tib On The Mechanical Properties in Sicp/Az81A Magnesium Matrix Composite by The Method Semi Solid Stir CastingNatalino FonsecaNo ratings yet
- Effect of Pouring Temperature On A356-TiB2 MMCs Cast in Sand and Permanent Moulds by In-Situ MethodDocument5 pagesEffect of Pouring Temperature On A356-TiB2 MMCs Cast in Sand and Permanent Moulds by In-Situ MethodRavi CNo ratings yet
- An Investigation On Grain Refinement Mechanism of TiB2 ParticulateDocument9 pagesAn Investigation On Grain Refinement Mechanism of TiB2 ParticulatePallavi DeshmukhNo ratings yet
- Al-7020 PaperDocument12 pagesAl-7020 PaperSriya 99No ratings yet
- Materials Today: Proceedings: S. Jayasathyakawin, M. Ravichandran, N. Baskar, C. Anand Chairman, R. BalasundaramDocument6 pagesMaterials Today: Proceedings: S. Jayasathyakawin, M. Ravichandran, N. Baskar, C. Anand Chairman, R. BalasundaramNileshTipanNo ratings yet
- 52IJMPERDAPR201952Document8 pages52IJMPERDAPR201952TJPRC PublicationsNo ratings yet
- The Microstructure Investigation On Aluminium Based Metal Matrix CompositeDocument6 pagesThe Microstructure Investigation On Aluminium Based Metal Matrix CompositeGANESH KUMARNo ratings yet
- Effect of In-Situ TiB2 Particle Addition On The Mechanical Properties ofDocument8 pagesEffect of In-Situ TiB2 Particle Addition On The Mechanical Properties ofPallavi DeshmukhNo ratings yet
- TiB2 reinforced 7075 aluminum matrix compositesDocument27 pagesTiB2 reinforced 7075 aluminum matrix compositesADAM ANDI NUGROHONo ratings yet
- Fedotov 16 Rich Man Welding JDocument5 pagesFedotov 16 Rich Man Welding JAngga Pamilu PutraNo ratings yet
- Effect of Heat Treatment and Alloying Elements On Precipitation and Surface Behavior of Co-Cr-Mo ALLOYSDocument5 pagesEffect of Heat Treatment and Alloying Elements On Precipitation and Surface Behavior of Co-Cr-Mo ALLOYSAl AlNo ratings yet
- 1 PBDocument8 pages1 PBVijay Sri ThiruNo ratings yet
- Exploration of Mechanical Properties of Al 6061 TiB2 CompositesDocument6 pagesExploration of Mechanical Properties of Al 6061 TiB2 CompositesEditor in ChiefNo ratings yet
- Correlation Between Microstructure and Wear Behavior of Azx915 Mg-Alloy Reinforced With 12 WT% Tic Particles by Stir-Casting ProcessDocument8 pagesCorrelation Between Microstructure and Wear Behavior of Azx915 Mg-Alloy Reinforced With 12 WT% Tic Particles by Stir-Casting ProcessSRIKANTH K 15PHD1093No ratings yet
- Magnesium Matrix Composite ReviewDocument6 pagesMagnesium Matrix Composite ReviewsaranNo ratings yet
- Dai JDocument12 pagesDai JPraveenkumar B 19PHD0419No ratings yet
- Paper 1Document8 pagesPaper 1Neela MuraliNo ratings yet
- 7.dayanand M. GoudarDocument15 pages7.dayanand M. GoudariisteNo ratings yet
- V2 I 221Document17 pagesV2 I 221Nguyen Quoc TuanNo ratings yet
- Elevated Percentage Mechanical Properties of In-Situ Synthesized TiB2Al Matrix CompositesDocument7 pagesElevated Percentage Mechanical Properties of In-Situ Synthesized TiB2Al Matrix CompositesIJRASETPublicationsNo ratings yet
- Effect of TiB2 Addition On The Elevated Temperature Tribological Behavior ofDocument10 pagesEffect of TiB2 Addition On The Elevated Temperature Tribological Behavior ofSelva BabuNo ratings yet
- Synthesis and Forming Behaviour of Aa7075-Tic Powder-Metallurgy CompositesDocument4 pagesSynthesis and Forming Behaviour of Aa7075-Tic Powder-Metallurgy CompositesKN GowdaNo ratings yet
- The Role of Graphite Particles in The High-Temperature Wear of Copper Hybrid Composites Against SteelDocument6 pagesThe Role of Graphite Particles in The High-Temperature Wear of Copper Hybrid Composites Against Steelnarayananx5No ratings yet
- 6.materials Today ProceedingsDocument11 pages6.materials Today ProceedingsKannan ChidambaramNo ratings yet
- A Synonymous Description of Al-Zn Alloy in Different Casting ProcessDocument9 pagesA Synonymous Description of Al-Zn Alloy in Different Casting ProcessInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Nhancing Tensile and Compressive Strengths of Magnesium Using Nanosize (Al2O3-Cu) Hybrid ReinforcementsDocument9 pagesNhancing Tensile and Compressive Strengths of Magnesium Using Nanosize (Al2O3-Cu) Hybrid Reinforcementsmohamed aliNo ratings yet
- Materials: Microstructure, Mechanical, and Corrosion Behavior of Al O Reinforced Mg2Zn Matrix Magnesium CompositesDocument17 pagesMaterials: Microstructure, Mechanical, and Corrosion Behavior of Al O Reinforced Mg2Zn Matrix Magnesium CompositesYashwanth VNo ratings yet
- 13IJMPERDJUN201913Document6 pages13IJMPERDJUN201913TJPRC PublicationsNo ratings yet
- A Study On Preparation of Mo-0,6Ti-0,2Zr-0,02C Alloy by Mechanical Alloying and Isostatic Pressing, and Its CharacterizationDocument5 pagesA Study On Preparation of Mo-0,6Ti-0,2Zr-0,02C Alloy by Mechanical Alloying and Isostatic Pressing, and Its CharacterizationXimena GonzalezNo ratings yet
- Karthik2016 - RFWDocument35 pagesKarthik2016 - RFWCyril Joseph DanielNo ratings yet
- Journal of Alloys and Compounds: Mahbod Golrang, Mohammad Mobasheri, Hamed Mirzadeh, Massoud EmamyDocument7 pagesJournal of Alloys and Compounds: Mahbod Golrang, Mohammad Mobasheri, Hamed Mirzadeh, Massoud EmamySoleh MuhammadNo ratings yet
- Mechanical properties of Al-based MMCs reinforced with Al2O3 and SiCDocument6 pagesMechanical properties of Al-based MMCs reinforced with Al2O3 and SiCGona sunil kumar reddyNo ratings yet
- Journal of Alloys and Compounds: SciencedirectDocument9 pagesJournal of Alloys and Compounds: SciencedirectAmber WilliamsNo ratings yet
- Journal of Alloys and Compounds: S.J. Liu, G.Y. Yang, S.F. Luo, W.Q. JieDocument8 pagesJournal of Alloys and Compounds: S.J. Liu, G.Y. Yang, S.F. Luo, W.Q. JieLelyNo ratings yet
- Metals: Processing and Properties of Aluminum and Magnesium Based Composites Containing Amorphous Reinforcement: A ReviewDocument20 pagesMetals: Processing and Properties of Aluminum and Magnesium Based Composites Containing Amorphous Reinforcement: A Reviewtanzil10No ratings yet
- Dry Sliding WearDocument22 pagesDry Sliding WearNishithNo ratings yet
- DR Paper 3Document9 pagesDR Paper 3Malik Al TurkiNo ratings yet
- Effect of laser shock peening on microstructure and mechanical properties of TiC strengthened inconel 625 alloy processed by selective laser meltingDocument12 pagesEffect of laser shock peening on microstructure and mechanical properties of TiC strengthened inconel 625 alloy processed by selective laser meltingVamsi ApuroopNo ratings yet
- 1 s2.0 S2214785320312967 MainDocument12 pages1 s2.0 S2214785320312967 MainMITUSHI AGRAWALNo ratings yet
- Uniform TiB2 Distribution via Stir CastingDocument12 pagesUniform TiB2 Distribution via Stir Castingyogeshkmr01No ratings yet
- Spin OdalDocument4 pagesSpin OdalyayangNo ratings yet
- Effect of Pouring Temperature On Cast AlSiCp and AlTiB2 Metal Matrix CompositesDocument7 pagesEffect of Pouring Temperature On Cast AlSiCp and AlTiB2 Metal Matrix CompositesRavi CNo ratings yet
- Microstructure and Mechanical Properties of High Performance MG-GD Based AlloysDocument5 pagesMicrostructure and Mechanical Properties of High Performance MG-GD Based Alloysvenkatesh198910No ratings yet
- 1 s2.0 S221478531830590X MainDocument10 pages1 s2.0 S221478531830590X MainMechwizz ConsultantsNo ratings yet
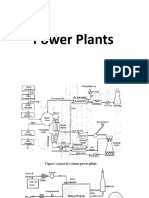
- Power PlantsDocument12 pagesPower Plantsmanoj kumar GNo ratings yet
- Leachate Treatment-Km-Impart-Km5Document53 pagesLeachate Treatment-Km-Impart-Km5manoj kumar GNo ratings yet
- Basics of MetrologyDocument37 pagesBasics of Metrologymanoj kumar GNo ratings yet
- Waste Disposal Options-Imp-Km1Document40 pagesWaste Disposal Options-Imp-Km1manoj kumar GNo ratings yet
- Advances in MetrologyDocument40 pagesAdvances in Metrologymanoj kumar GNo ratings yet
- MainDocument21 pagesMainmanoj kumar GNo ratings yet
- Declaration of Competing InterestsDocument1 pageDeclaration of Competing Interestsmanoj kumar GNo ratings yet
- Bio Reactor Land Fills-Impart-Km4Document24 pagesBio Reactor Land Fills-Impart-Km4manoj kumar GNo ratings yet
- Pneumatic and Electropneumatic SystemsDocument52 pagesPneumatic and Electropneumatic Systemsmanoj kumar GNo ratings yet
- FluidpowerintroductionDocument45 pagesFluidpowerintroductionmanoj kumar GNo ratings yet
- Hydraulics and Pneumatics Circuits GuideDocument32 pagesHydraulics and Pneumatics Circuits GuidemanojNo ratings yet
- L19 21Document41 pagesL19 21akhilesh120No ratings yet
- Troubleshooting and ApplicationsDocument12 pagesTroubleshooting and Applicationsmanoj kumar GNo ratings yet
- Projectile Motion PDFDocument30 pagesProjectile Motion PDFمحسن علیNo ratings yet
- FluidpowerintroductionDocument32 pagesFluidpowerintroductionmanoj kumar GNo ratings yet
- FluidpowerintroductionDocument45 pagesFluidpowerintroductionmanoj kumar GNo ratings yet
- Pneumatic and Electropneumatic SystemsDocument52 pagesPneumatic and Electropneumatic Systemsmanoj kumar GNo ratings yet
- Hydraulics and Pneumatics Circuits GuideDocument32 pagesHydraulics and Pneumatics Circuits GuidemanojNo ratings yet
- Pipe Flow - A Practical and Comprehensive Guide (2012)Document110 pagesPipe Flow - A Practical and Comprehensive Guide (2012)Pradeep JoshuaNo ratings yet
- FSMA Solve Friction Problems Student PDFDocument6 pagesFSMA Solve Friction Problems Student PDFCamille Cucio0% (1)
- FluidpowerintroductionDocument32 pagesFluidpowerintroductionmanoj kumar GNo ratings yet
- Troubleshooting and ApplicationsDocument12 pagesTroubleshooting and Applicationsmanoj kumar GNo ratings yet
- Hydraulics and Pneumatics GuideDocument65 pagesHydraulics and Pneumatics GuidemanojNo ratings yet
- Projection of PointsDocument39 pagesProjection of Pointsmanoj kumar GNo ratings yet
- Engineering Graphics For DiplomaDocument326 pagesEngineering Graphics For DiplomaCvaldivia00186% (7)
- Conic SectionsDocument1 pageConic SectionsmanojNo ratings yet
- Lecture 2 LetteringDocument25 pagesLecture 2 Letteringmanoj kumar GNo ratings yet
- Unit 1Document33 pagesUnit 1ĐhívâkərNo ratings yet
- Cycloid and InvoluteDocument1 pageCycloid and Involutemanoj kumar GNo ratings yet
- I.S - 2062-2021Document13 pagesI.S - 2062-2021Gajendrasingh RajputNo ratings yet
- Bombardier Aerospace Learjet Suppliers Listing by NameDocument1,420 pagesBombardier Aerospace Learjet Suppliers Listing by NameHari PrasadNo ratings yet
- Defoamer Concentr. 25 LTRDocument2 pagesDefoamer Concentr. 25 LTRmakssirodchuk10No ratings yet
- Product Data Sheet Delta Mobrey Vertical Magnetic Level Switches en 67180 PDFDocument20 pagesProduct Data Sheet Delta Mobrey Vertical Magnetic Level Switches en 67180 PDFDouglas BlacketNo ratings yet
- RX Screw CataloguesDocument2 pagesRX Screw CataloguesPuppala Laxmana PrasadNo ratings yet
- Palu Mallet KrisbowDocument1 pagePalu Mallet Krisbowhamidin_syarifNo ratings yet
- Wet Ball Mill Penjelasan SingkatDocument10 pagesWet Ball Mill Penjelasan SingkatBurhan HandoyoNo ratings yet
- Afl 2 2017-26-38Document14 pagesAfl 2 2017-26-38alfiandprasetyaNo ratings yet
- Cad/Cam Introduction To CNC Iiird UnitDocument13 pagesCad/Cam Introduction To CNC Iiird UnitMahantesh NyayakarNo ratings yet
- Rohit Gorat MPRDocument19 pagesRohit Gorat MPRRavan bhoyeNo ratings yet
- Types of ChipsDocument3 pagesTypes of ChipsRam27092003 GermanNo ratings yet
- Unit-3 SyntheticsDocument10 pagesUnit-3 SyntheticsumidgrtNo ratings yet
- PeekayDocument8 pagesPeekayChef HouseNo ratings yet
- HRP Ii WPS STR 225Document4 pagesHRP Ii WPS STR 225RohiNo ratings yet
- Ballistic Protective Textile PresentationDocument18 pagesBallistic Protective Textile PresentationRahman EfazNo ratings yet
- Hans Patera Irawan: IDR 783,141,808.97 IDR 0.00Document3 pagesHans Patera Irawan: IDR 783,141,808.97 IDR 0.00Filian RamanawanNo ratings yet
- Screen Media FL SmithDocument24 pagesScreen Media FL SmithDAVID VENEGASNo ratings yet
- PFI ES-5-1993 Cleaning of Fabricated PipingDocument4 pagesPFI ES-5-1993 Cleaning of Fabricated PipingRodrigo Chambilla VernazaNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10263-3Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10263-3farshid KarpasandNo ratings yet
- Some Key Elements of The Industrial RevolutionDocument1 pageSome Key Elements of The Industrial RevolutionCj PilazaNo ratings yet
- Astm D3895 19Document3 pagesAstm D3895 19Samer MohamedNo ratings yet
- MasterFlow 526Document3 pagesMasterFlow 526ashraf komiNo ratings yet
- 5 - FD Lines Due To Fusing Separation Claws (Rev) .Document2 pages5 - FD Lines Due To Fusing Separation Claws (Rev) .bad ProNo ratings yet
- Datasheet SPHERON SOpdfDocument2 pagesDatasheet SPHERON SOpdfhery siregarNo ratings yet
- Stainless Steel CA6NM (J91540) : Material Data SheetDocument3 pagesStainless Steel CA6NM (J91540) : Material Data SheetAlex007No ratings yet
- Post Harvest Technology & Value Addition: Topic: Types of Packaging Material Presented To: Ms. Srishti ChitranshiDocument8 pagesPost Harvest Technology & Value Addition: Topic: Types of Packaging Material Presented To: Ms. Srishti ChitranshibhaskarNo ratings yet
- Airport Waste Management 1Document9 pagesAirport Waste Management 1DevNo ratings yet
- Title of Experiment: Ball Mill (Variable Speed) :: ObjectiveDocument4 pagesTitle of Experiment: Ball Mill (Variable Speed) :: ObjectiveVenu Gopal TallojuNo ratings yet
- Body Repair ManualDocument80 pagesBody Repair Manualhenry_zambranoNo ratings yet
- Expansion JointDocument7 pagesExpansion JointAbbas FarisNo ratings yet