You might also like
- HRP Ii WPS STR 209aDocument4 pagesHRP Ii WPS STR 209aRohiNo ratings yet
- HRP Ii WPS STR 299aDocument4 pagesHRP Ii WPS STR 299aRohiNo ratings yet
- LARSEN & TOUBRO LTD. WELDING PROCEDURE SPECIFICATIONDocument2 pagesLARSEN & TOUBRO LTD. WELDING PROCEDURE SPECIFICATIONRohiNo ratings yet
- HRP Ii WPS LGP 332Document4 pagesHRP Ii WPS LGP 332RohiNo ratings yet
- HRP Ii WPS LGP 316Document4 pagesHRP Ii WPS LGP 316RohiNo ratings yet
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- PQR Babbit SCDocument34 pagesPQR Babbit SCagustinusNo ratings yet
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (2)
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- Note: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldDocument2 pagesNote: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldTadaya KasaharaNo ratings yet
- 19403955-WPS M.S. Is 2062Document10 pages19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- Preliminary - Welding Procedure Specification (WPS)Document1 pagePreliminary - Welding Procedure Specification (WPS)Rudi DaNo ratings yet
- WPS PDFDocument5 pagesWPS PDFHakanNo ratings yet
- WPS PQRDocument126 pagesWPS PQRBuditama ChandranegaraNo ratings yet
- Wps For Ss 304Document3 pagesWps For Ss 304Sajit PillaiNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- WPS PQR Procedure PDFDocument31 pagesWPS PQR Procedure PDFsudeesh kumarNo ratings yet
- WPS PQR ProcedureDocument31 pagesWPS PQR Proceduresudeesh kumarNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
- 347 310 WPSDocument2 pages347 310 WPSBIIS QAQC Babu SivaNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- Reliance Engineering Associates (P) Limited Welding Procedure SpecificationDocument1 pageReliance Engineering Associates (P) Limited Welding Procedure SpecificationdeepakNo ratings yet
- PQR Pipeline Butt-Weld Through Thickness Repair ProcedureDocument2 pagesPQR Pipeline Butt-Weld Through Thickness Repair ProcedureRicardo NapitupuluNo ratings yet
- PWPS CS To SS446-3Document5 pagesPWPS CS To SS446-3BIIS QAQC Babu SivaNo ratings yet
- Asirusa WPS-P-002 1FDocument5 pagesAsirusa WPS-P-002 1FWalter RuedaNo ratings yet
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNo ratings yet
- PQR - Gmaw BCCDocument2 pagesPQR - Gmaw BCCBasel MohammadNo ratings yet
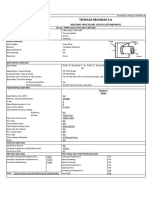
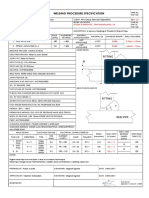
- Tecnicas Reunidas S.A: Welding Procedure Specification (WPS)Document2 pagesTecnicas Reunidas S.A: Welding Procedure Specification (WPS)BIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Document2 pagesWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniNo ratings yet
- WPS PQR FormulirDocument2 pagesWPS PQR FormulirAZaiNo ratings yet
- WPS SMAW - PL en V Con GaugingDocument1 pageWPS SMAW - PL en V Con GaugingLuis MirandaNo ratings yet
- Bharat Petroleum Corporation Limited M/S Durgapur EquipmentsDocument3 pagesBharat Petroleum Corporation Limited M/S Durgapur EquipmentsSatyaprakash RayNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- WpsDocument2 pagesWpssamer8saifNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- Procedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Document2 pagesProcedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Menad SalahNo ratings yet
- WPS For SSDocument1 pageWPS For SSdeepakNo ratings yet
- 002 - Anexo Et - P8bep17Document3 pages002 - Anexo Et - P8bep17Laudos GuindautecNo ratings yet
- Draft WPS For Carbon Steel PipeDocument2 pagesDraft WPS For Carbon Steel Pipeabet_singkong893025% (4)
- PQR 3G Fcaw SF71Document3 pagesPQR 3G Fcaw SF71long phamNo ratings yet
- Isw-16b (50SS Finian RD)Document1 pageIsw-16b (50SS Finian RD)Am ENo ratings yet
- Welding Procedure Data Sheet for Steel Groups 1-3Document1 pageWelding Procedure Data Sheet for Steel Groups 1-3suronocaturatmojoNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- (P1) NSC-1020-TR-0102-1.1-WPS-06Document6 pages(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaNo ratings yet
- Document No.: RevDocument2 pagesDocument No.: RevInaamNo ratings yet
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Document2 pagesTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaNo ratings yet
- WPS for SMAW of 6-8mm Steel Butt JointDocument49 pagesWPS for SMAW of 6-8mm Steel Butt JointGulfam HussainNo ratings yet
- Larsen & Toubros Modular Fabrication Facility WPSDocument1 pageLarsen & Toubros Modular Fabrication Facility WPSRohiNo ratings yet
- Larsen & Toubro Limited: Modular Fabrication Facility, HaziraDocument1 pageLarsen & Toubro Limited: Modular Fabrication Facility, HaziraRohiNo ratings yet
- Larsen & Toubros Modular Fabrication Facility WPS for Pipe WeldingDocument1 pageLarsen & Toubros Modular Fabrication Facility WPS for Pipe WeldingRohiNo ratings yet
- Problems Associated With Incorrect Weld Joint Fit UpDocument8 pagesProblems Associated With Incorrect Weld Joint Fit UpRohiNo ratings yet
- Using Welding Inspection ToolsDocument9 pagesUsing Welding Inspection ToolsRohiNo ratings yet
- MBT Walkin Test DetailsDocument2 pagesMBT Walkin Test DetailsRohiNo ratings yet
- MindTree Campus Recruitment Pattern 2003Document1 pageMindTree Campus Recruitment Pattern 2003RohiNo ratings yet
- MBT Paper2Document2 pagesMBT Paper2RohiNo ratings yet
- MindTree Campus Placement DetailsDocument3 pagesMindTree Campus Placement DetailsRohiNo ratings yet
- MBT Pattern3Document2 pagesMBT Pattern3RohiNo ratings yet
- MBT Pattern2Document1 pageMBT Pattern2RohiNo ratings yet
- MBT Pattern6Document1 pageMBT Pattern6RohiNo ratings yet
- MBT Off-Campus Test Details and Technical Interview Questions in 2003Document1 pageMBT Off-Campus Test Details and Technical Interview Questions in 2003RohiNo ratings yet
- HUAWEI Paper2Document1 pageHUAWEI Paper2RohiNo ratings yet
- MBT Pattern5Document2 pagesMBT Pattern5RohiNo ratings yet
- HUAWEI Paper1Document2 pagesHUAWEI Paper1RohiNo ratings yet
- HUAWEI Paper5Document1 pageHUAWEI Paper5RohiNo ratings yet
- Huawei Off-Campus Test DetailsDocument2 pagesHuawei Off-Campus Test DetailsRohiNo ratings yet
- Butterfly Valve BrochureDocument6 pagesButterfly Valve BrochureRohiNo ratings yet
- DPCV CatalogueDocument4 pagesDPCV CatalogueRohiNo ratings yet
- HUAWEI Paper4Document2 pagesHUAWEI Paper4RohiNo ratings yet
- PROGRAM DESIGN TOOLS LESSONDocument10 pagesPROGRAM DESIGN TOOLS LESSONDun kithekaNo ratings yet
- Change Management HRDocument2 pagesChange Management HRahmedaliNo ratings yet
- A Study On Customer Satisfaction of TVS Apache RTR 160Document11 pagesA Study On Customer Satisfaction of TVS Apache RTR 160Manajit BhowmikNo ratings yet
- Kantar Worldpanel Division FMCG Monitor Q2 2022 EN Including Gift Shared-by-WorldLine-Technology-1Document13 pagesKantar Worldpanel Division FMCG Monitor Q2 2022 EN Including Gift Shared-by-WorldLine-Technology-1K59 Dau Minh VyNo ratings yet
- Society of Radiographers - PDFDocument9 pagesSociety of Radiographers - PDFOsama AhmedNo ratings yet
- Advertising and Imc Principles and Practice 11th Edition Moriarty Solutions ManualDocument28 pagesAdvertising and Imc Principles and Practice 11th Edition Moriarty Solutions Manualcemeteryliana.9afku100% (19)
- Sun Temple, Modhera: Gudhamandapa, The Shrine Hall Sabhamandapa, The AssemblyDocument11 pagesSun Temple, Modhera: Gudhamandapa, The Shrine Hall Sabhamandapa, The AssemblyShah PrachiNo ratings yet
- Peace Corps Small Project Assistance Program USAID Annual Report 1988Document334 pagesPeace Corps Small Project Assistance Program USAID Annual Report 1988Accessible Journal Media: Peace Corps Documents100% (2)
- Rebels - in - Frills - A - Literature - Review - On 4Document93 pagesRebels - in - Frills - A - Literature - Review - On 4mariobogarinNo ratings yet
- Below Is A List of Offices For India - PWCDocument10 pagesBelow Is A List of Offices For India - PWCAnonymous xMYE0TiNBcNo ratings yet
- Pdic LawDocument30 pagesPdic LawDadangNo ratings yet
- Nilai Murni PKN XII Mipa 3Document8 pagesNilai Murni PKN XII Mipa 3ilmi hamdinNo ratings yet
- Lesson 19 - Preparation of Capital Statement and Balance SheetDocument6 pagesLesson 19 - Preparation of Capital Statement and Balance SheetMayeng MonayNo ratings yet
- TRW WHP PDFDocument20 pagesTRW WHP PDFmonica_codNo ratings yet
- Persons Choki MotobuDocument4 pagesPersons Choki MotobuHessabi max100% (1)
- Module 6 Questions and AnswersDocument10 pagesModule 6 Questions and AnswersProject InfoNo ratings yet
- September/News/Septiembre 2013: P.O. Box 44 WWW - Hecatomberecords.esDocument7 pagesSeptember/News/Septiembre 2013: P.O. Box 44 WWW - Hecatomberecords.eshecatomberecordsNo ratings yet
- Walo Dict 12 2007Document194 pagesWalo Dict 12 2007Yad ElNo ratings yet
- IMU 25,26 Oct 2014 (Other) ResultDocument2,582 pagesIMU 25,26 Oct 2014 (Other) ResultMuhammadFarhanShakee100% (1)
- Asian Studies Vol 49 No 2 - 2013Document218 pagesAsian Studies Vol 49 No 2 - 2013Ari Dodol100% (1)
- Natural Resources Management IntroDocument14 pagesNatural Resources Management IntroJoaquin David Magana100% (2)
- Mathematics Engagement in An Australian Lower Secondary SchoolDocument23 pagesMathematics Engagement in An Australian Lower Secondary SchoolDane SinclairNo ratings yet
- Syllabus Changes: March 2021 Version 1Document20 pagesSyllabus Changes: March 2021 Version 1Azul IrlaundeNo ratings yet
- Art of Public Speaking 11th Edition Lucas Test BankDocument25 pagesArt of Public Speaking 11th Edition Lucas Test BankBryanMillernicy100% (49)
- Use of VariablesDocument5 pagesUse of VariablesJohn Clyde RanchezNo ratings yet
- B.sc. Microbiology 1Document114 pagesB.sc. Microbiology 1nasitha princeNo ratings yet
- Detailed 200L Course OutlineDocument8 pagesDetailed 200L Course OutlineBoluwatife OloyedeNo ratings yet
- Revised SCOPE OF WORK and SCCDocument363 pagesRevised SCOPE OF WORK and SCCZia KhanNo ratings yet
- Makalah Bahasa Inggris LJ Congratulating and ComplimentingDocument7 pagesMakalah Bahasa Inggris LJ Congratulating and ComplimentingAmalia Rhmdani100% (4)