You might also like
- HRP Ii WPS STR 209aDocument4 pagesHRP Ii WPS STR 209aRohiNo ratings yet
- HRP Ii WPS STR 225Document4 pagesHRP Ii WPS STR 225RohiNo ratings yet
- HRP Ii WPS STR 299aDocument4 pagesHRP Ii WPS STR 299aRohiNo ratings yet
- LARSEN & TOUBRO LTD. WELDING PROCEDURE SPECIFICATIONDocument2 pagesLARSEN & TOUBRO LTD. WELDING PROCEDURE SPECIFICATIONRohiNo ratings yet
- HRP Ii WPS LGP 316Document4 pagesHRP Ii WPS LGP 316RohiNo ratings yet
- PQR Babbit SCDocument34 pagesPQR Babbit SCagustinusNo ratings yet
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- Note: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldDocument2 pagesNote: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldTadaya KasaharaNo ratings yet
- WPS PQRDocument126 pagesWPS PQRBuditama ChandranegaraNo ratings yet
- WPS PQR ProcedureDocument31 pagesWPS PQR Proceduresudeesh kumarNo ratings yet
- WPS PQR Procedure PDFDocument31 pagesWPS PQR Procedure PDFsudeesh kumarNo ratings yet
- 347 310 WPSDocument2 pages347 310 WPSBIIS QAQC Babu SivaNo ratings yet
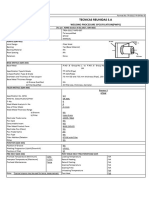
- Tecnicas Reunidas S.A: Welding Procedure Specification (WPS)Document2 pagesTecnicas Reunidas S.A: Welding Procedure Specification (WPS)BIIS QAQC Babu SivaNo ratings yet
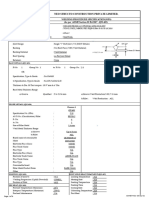
- Preliminary - Welding Procedure Specification (WPS)Document1 pagePreliminary - Welding Procedure Specification (WPS)Rudi DaNo ratings yet
- PWPS CS To SS446-3Document5 pagesPWPS CS To SS446-3BIIS QAQC Babu SivaNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- WDI-WPS-072 Rev.00 SMAW 2Document4 pagesWDI-WPS-072 Rev.00 SMAW 2MohamedNo ratings yet
- 19403955-WPS M.S. Is 2062Document10 pages19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- WPS No. ST-CS-02-2Document1 pageWPS No. ST-CS-02-2Hussein JassimNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- WPS for SMAW of 6-8mm Steel Butt JointDocument49 pagesWPS for SMAW of 6-8mm Steel Butt JointGulfam HussainNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- PQR - Gmaw BCCDocument2 pagesPQR - Gmaw BCCBasel MohammadNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
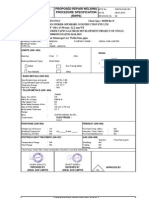
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Document2 pagesTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- Wps For Ss 304Document3 pagesWps For Ss 304Sajit PillaiNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Document2 pagesWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajNo ratings yet
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (2)
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDocument2 pagesBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNo ratings yet
- Welding Procedure Specification (WPS) : Joint Design PositionDocument9 pagesWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryNo ratings yet
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- WPS PDFDocument5 pagesWPS PDFHakanNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Wps Blank Form 2sheetDocument4 pagesWps Blank Form 2sheetdidi sudiNo ratings yet
- 002 - Anexo Et - P8bep17Document3 pages002 - Anexo Et - P8bep17Laudos GuindautecNo ratings yet
- Bharat Petroleum Corporation Limited M/S Durgapur EquipmentsDocument3 pagesBharat Petroleum Corporation Limited M/S Durgapur EquipmentsSatyaprakash RayNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- Asirusa WPS-P-002 1FDocument5 pagesAsirusa WPS-P-002 1FWalter RuedaNo ratings yet
- (P1) NSC-1020-TR-0102-1.1-WPS-06Document6 pages(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaNo ratings yet
- WpsDocument2 pagesWpssamer8saifNo ratings yet
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Document2 pagesWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxDocument4 pagesWelding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxLipika GayenNo ratings yet
- Wps Smaw3g Smaw B-U2 (Vacio)Document1 pageWps Smaw3g Smaw B-U2 (Vacio)Richard Gonzales CapchiNo ratings yet
- Aic Asf PQR 0121Document2 pagesAic Asf PQR 0121AHMED MEDANYNo ratings yet
- Draft WPSDocument3 pagesDraft WPSWale OyeludeNo ratings yet
- PQR 3G Fcaw SF71Document3 pagesPQR 3G Fcaw SF71long phamNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- Document No.: RevDocument2 pagesDocument No.: RevInaamNo ratings yet
- WPS For SSDocument1 pageWPS For SSdeepakNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Larsen & Toubro Limited: Modular Fabrication Facility, HaziraDocument1 pageLarsen & Toubro Limited: Modular Fabrication Facility, HaziraRohiNo ratings yet
- Larsen & Toubros Modular Fabrication Facility WPS for Pipe WeldingDocument1 pageLarsen & Toubros Modular Fabrication Facility WPS for Pipe WeldingRohiNo ratings yet
- Larsen & Toubros Modular Fabrication Facility WPSDocument1 pageLarsen & Toubros Modular Fabrication Facility WPSRohiNo ratings yet
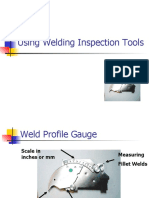
- Using Welding Inspection ToolsDocument9 pagesUsing Welding Inspection ToolsRohiNo ratings yet
- Problems Associated With Incorrect Weld Joint Fit UpDocument8 pagesProblems Associated With Incorrect Weld Joint Fit UpRohiNo ratings yet
- MindTree Campus Placement DetailsDocument3 pagesMindTree Campus Placement DetailsRohiNo ratings yet
- MBT Pattern6Document1 pageMBT Pattern6RohiNo ratings yet
- MindTree Campus Recruitment Pattern 2003Document1 pageMindTree Campus Recruitment Pattern 2003RohiNo ratings yet
- MBT Walkin Test DetailsDocument2 pagesMBT Walkin Test DetailsRohiNo ratings yet
- MBT Pattern2Document1 pageMBT Pattern2RohiNo ratings yet
- HUAWEI Paper4Document2 pagesHUAWEI Paper4RohiNo ratings yet
- MBT Pattern5Document2 pagesMBT Pattern5RohiNo ratings yet
- MBT Paper2Document2 pagesMBT Paper2RohiNo ratings yet
- HUAWEI Paper2Document1 pageHUAWEI Paper2RohiNo ratings yet
- MBT Off-Campus Test Details and Technical Interview Questions in 2003Document1 pageMBT Off-Campus Test Details and Technical Interview Questions in 2003RohiNo ratings yet
- HUAWEI Paper5Document1 pageHUAWEI Paper5RohiNo ratings yet
- MBT Pattern3Document2 pagesMBT Pattern3RohiNo ratings yet
- Huawei Off-Campus Test DetailsDocument2 pagesHuawei Off-Campus Test DetailsRohiNo ratings yet
- DPCV CatalogueDocument4 pagesDPCV CatalogueRohiNo ratings yet
- HUAWEI Paper1Document2 pagesHUAWEI Paper1RohiNo ratings yet
- Butterfly Valve BrochureDocument6 pagesButterfly Valve BrochureRohiNo ratings yet
- Light Emitting Diodes: Figure 1: Schematic Diagram of An LEDDocument9 pagesLight Emitting Diodes: Figure 1: Schematic Diagram of An LEDVikash SingleNo ratings yet
- 06 - Acciaio - Esempio Di Calcolo Di Un Giunto Flangiato (A)Document17 pages06 - Acciaio - Esempio Di Calcolo Di Un Giunto Flangiato (A)Dario MarcoraNo ratings yet
- RC Pile Cap Design (ACI318)Document4 pagesRC Pile Cap Design (ACI318)topukuet75% (4)
- Mic10 PDFDocument2 pagesMic10 PDFArnold c ElverNo ratings yet
- Pi 2000 Mahle PDFDocument8 pagesPi 2000 Mahle PDFHIDRAFLUIDNo ratings yet
- AP Practice Exam #4Document4 pagesAP Practice Exam #4Big dub man “Gaymer”No ratings yet
- Nasa Online Class - 2Document25 pagesNasa Online Class - 2Premsagar pattetiNo ratings yet
- GIET UNIVERSITY PARTIAL DIFFERENTIAL EQUATIONS EXAMDocument2 pagesGIET UNIVERSITY PARTIAL DIFFERENTIAL EQUATIONS EXAMPritesh RayaguruNo ratings yet
- Thermal Engineering For The Construction of Large Concrete Arch DamsDocument10 pagesThermal Engineering For The Construction of Large Concrete Arch DamsOscar LopezNo ratings yet
- Cambridge IGCSE: PHYSICS 0625/42Document16 pagesCambridge IGCSE: PHYSICS 0625/42Kamin Kain SiriwatwetchakulNo ratings yet
- Accuracy and RepeatabilityDocument61 pagesAccuracy and Repeatabilityjustin cardinalNo ratings yet
- ICSE Class 10 Maths Question Paper Solution 2018Document28 pagesICSE Class 10 Maths Question Paper Solution 2018COW GUPTANo ratings yet
- 2021 Book FibreReinforcedConcreteImproveDocument1,180 pages2021 Book FibreReinforcedConcreteImproveafmesamNo ratings yet
- Learning Competency 38 and 39 Linear Function ModelDocument9 pagesLearning Competency 38 and 39 Linear Function ModelSheramie CataneNo ratings yet
- Foundation Design For Single PoleDocument3 pagesFoundation Design For Single PoleGururaj KanjikerNo ratings yet
- EBM Axial - EN - Mini - 070921Document108 pagesEBM Axial - EN - Mini - 070921a ferreira e oliveiraNo ratings yet
- pifagor / Линейная алгебраDocument4 pagespifagor / Линейная алгебраQuansenNo ratings yet
- Experimental Studies On Bearing Capacity of Geosynthetic Reinforced Stone ColumnsDocument16 pagesExperimental Studies On Bearing Capacity of Geosynthetic Reinforced Stone ColumnsAhmed RamadanNo ratings yet
- Aeronautical Wind Tunnels in Europe and AsiaDocument364 pagesAeronautical Wind Tunnels in Europe and AsiaVishal KotiaNo ratings yet
- Production Data Analysis in Sahara UnconventionalDocument4 pagesProduction Data Analysis in Sahara UnconventionalJhoan UrdanetaNo ratings yet
- Fieldwork Exercise No.20Document3 pagesFieldwork Exercise No.20Sarrah Grace AlmohallasNo ratings yet
- MV March2018 EsasDocument9 pagesMV March2018 EsasMargo Isay EriveNo ratings yet
- Chapter 13 - Magnetic Effects of Electric Current: Class - X ScienceDocument18 pagesChapter 13 - Magnetic Effects of Electric Current: Class - X ScienceGovind DabralNo ratings yet
- LET Reviewer General Education GenE1Document71 pagesLET Reviewer General Education GenE1Sherryl ZamonteNo ratings yet
- 1 s2.0 S036031992205529X MainDocument18 pages1 s2.0 S036031992205529X Maintuangsiong ShuNo ratings yet
- Impact of Epoxy Grouting in Tile Works: Sr. No. Description No. Length Width Qty RemarksDocument1 pageImpact of Epoxy Grouting in Tile Works: Sr. No. Description No. Length Width Qty RemarksabhinavparmarNo ratings yet
- PET Biaxial Geogrid (PET BX Terra Grid)Document4 pagesPET Biaxial Geogrid (PET BX Terra Grid)KenfaNo ratings yet
- Geodyna 810 - Hofmann Real Plane Imaging Wheel Balancer - HRDocument2 pagesGeodyna 810 - Hofmann Real Plane Imaging Wheel Balancer - HRRachanee MunarNo ratings yet
- Tutorial 6: Mechanical Engineering (16Mech60C) Module Leader: DR - Mohamed Zaky Tas: Sameh Mahdy & Eman ZayedDocument3 pagesTutorial 6: Mechanical Engineering (16Mech60C) Module Leader: DR - Mohamed Zaky Tas: Sameh Mahdy & Eman Zayedsherif115040 BueNo ratings yet
- Roles of Maths A) Towards Individual: - Social DevelopmentDocument4 pagesRoles of Maths A) Towards Individual: - Social DevelopmentZulatfi Bin Mat Ripin IPGKDRINo ratings yet