You might also like
- HRP Ii WPS STR 225Document4 pagesHRP Ii WPS STR 225RohiNo ratings yet
- HRP Ii WPS LGP 316Document4 pagesHRP Ii WPS LGP 316RohiNo ratings yet
- HRP Ii WPS STR 209aDocument4 pagesHRP Ii WPS STR 209aRohiNo ratings yet
- HRP Ii WPS STR 299aDocument4 pagesHRP Ii WPS STR 299aRohiNo ratings yet
- HRP Ii WPS LGP 332Document4 pagesHRP Ii WPS LGP 332RohiNo ratings yet
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- 19403955-WPS M.S. Is 2062Document10 pages19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- Preliminary - Welding Procedure Specification (WPS)Document1 pagePreliminary - Welding Procedure Specification (WPS)Rudi DaNo ratings yet
- Note: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldDocument2 pagesNote: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldTadaya KasaharaNo ratings yet
- WPS PQRDocument126 pagesWPS PQRBuditama ChandranegaraNo ratings yet
- WPS PDFDocument5 pagesWPS PDFHakanNo ratings yet
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Document2 pagesWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniNo ratings yet
- WpsDocument2 pagesWpssamer8saifNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- Bharat Petroleum Corporation Limited M/S Durgapur EquipmentsDocument3 pagesBharat Petroleum Corporation Limited M/S Durgapur EquipmentsSatyaprakash RayNo ratings yet
- Wps For Ss 304Document3 pagesWps For Ss 304Sajit PillaiNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- PWPS CS To SS446-3Document5 pagesPWPS CS To SS446-3BIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- PQR Babbit SCDocument34 pagesPQR Babbit SCagustinusNo ratings yet
- Joint (QW-402)Document3 pagesJoint (QW-402)Satyaprakash RayNo ratings yet
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- Aic Asf PQR 0121Document2 pagesAic Asf PQR 0121AHMED MEDANYNo ratings yet
- WPS PQR ProcedureDocument31 pagesWPS PQR Proceduresudeesh kumarNo ratings yet
- WPS PQR Procedure PDFDocument31 pagesWPS PQR Procedure PDFsudeesh kumarNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNo ratings yet
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- Procedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Document2 pagesProcedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Menad SalahNo ratings yet
- WPS No. ST-CS-02-2Document1 pageWPS No. ST-CS-02-2Hussein JassimNo ratings yet
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Welding Procedure Specification: (As Per Asme Sec Ix)Document1 pageWelding Procedure Specification: (As Per Asme Sec Ix)Himanshu SinghNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (2)
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- WPS for SMAW of 6-8mm Steel Butt JointDocument49 pagesWPS for SMAW of 6-8mm Steel Butt JointGulfam HussainNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- Wps Aws d1.1 NEWDocument2 pagesWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- Tecnicas Reunidas S.A: Welding Procedure Specification (WPS)Document2 pagesTecnicas Reunidas S.A: Welding Procedure Specification (WPS)BIIS QAQC Babu SivaNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- Weld in G P Ro Cedu Re SP Ecifica Tio N (WP S)Document2 pagesWeld in G P Ro Cedu Re SP Ecifica Tio N (WP S)almasrizalNo ratings yet
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Document2 pagesWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajNo ratings yet
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- MHC Conveying System Private Limited: JOINTS (QW-402)Document3 pagesMHC Conveying System Private Limited: JOINTS (QW-402)Lipika GayenNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Larsen & Toubro Limited: Modular Fabrication Facility, HaziraDocument1 pageLarsen & Toubro Limited: Modular Fabrication Facility, HaziraRohiNo ratings yet
- Larsen & Toubros Modular Fabrication Facility WPS for Pipe WeldingDocument1 pageLarsen & Toubros Modular Fabrication Facility WPS for Pipe WeldingRohiNo ratings yet
- Larsen & Toubros Modular Fabrication Facility WPSDocument1 pageLarsen & Toubros Modular Fabrication Facility WPSRohiNo ratings yet
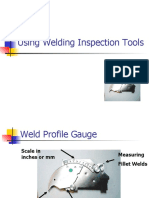
- Using Welding Inspection ToolsDocument9 pagesUsing Welding Inspection ToolsRohiNo ratings yet
- Problems Associated With Incorrect Weld Joint Fit UpDocument8 pagesProblems Associated With Incorrect Weld Joint Fit UpRohiNo ratings yet
- MindTree Campus Recruitment Pattern 2003Document1 pageMindTree Campus Recruitment Pattern 2003RohiNo ratings yet
- MindTree Campus Placement DetailsDocument3 pagesMindTree Campus Placement DetailsRohiNo ratings yet
- MBT Pattern5Document2 pagesMBT Pattern5RohiNo ratings yet
- MBT Walkin Test DetailsDocument2 pagesMBT Walkin Test DetailsRohiNo ratings yet
- MBT Paper2Document2 pagesMBT Paper2RohiNo ratings yet
- MBT Off-Campus Test Details and Technical Interview Questions in 2003Document1 pageMBT Off-Campus Test Details and Technical Interview Questions in 2003RohiNo ratings yet
- HUAWEI Paper4Document2 pagesHUAWEI Paper4RohiNo ratings yet
- MBT Pattern2Document1 pageMBT Pattern2RohiNo ratings yet
- MBT Pattern6Document1 pageMBT Pattern6RohiNo ratings yet
- HUAWEI Paper1Document2 pagesHUAWEI Paper1RohiNo ratings yet
- MBT Pattern3Document2 pagesMBT Pattern3RohiNo ratings yet
- Huawei Off-Campus Test DetailsDocument2 pagesHuawei Off-Campus Test DetailsRohiNo ratings yet
- HUAWEI Paper2Document1 pageHUAWEI Paper2RohiNo ratings yet
- Butterfly Valve BrochureDocument6 pagesButterfly Valve BrochureRohiNo ratings yet
- DPCV CatalogueDocument4 pagesDPCV CatalogueRohiNo ratings yet
- HUAWEI Paper5Document1 pageHUAWEI Paper5RohiNo ratings yet
- Evaluation of Mechanical and Wear Properties of AluminiumDocument10 pagesEvaluation of Mechanical and Wear Properties of AluminiumtharankeshvarNo ratings yet
- Niir Soaps Detergents Disinfectants Technology HandbookDocument12 pagesNiir Soaps Detergents Disinfectants Technology Handbookjinnah143640% (1)
- GM 9Document1 pageGM 9Awad SalibNo ratings yet
- Mineral saturation and activity diagramsDocument7 pagesMineral saturation and activity diagramsAththur MaulanaNo ratings yet
- In Recent YearsDocument8 pagesIn Recent YearsShady HamdyNo ratings yet
- IG Chemistry Reversible Reactions and EquilibriumDocument12 pagesIG Chemistry Reversible Reactions and EquilibriumRainbootNo ratings yet
- Reg No:: Ce8020 - Maintenance, Repair and Rehabilitation of StructuresDocument2 pagesReg No:: Ce8020 - Maintenance, Repair and Rehabilitation of StructuresAvinash KumarNo ratings yet
- Effect of Laser Ablation Surface Treatment On Performance of Adhesive-Bonded Aluminum AlloysDocument8 pagesEffect of Laser Ablation Surface Treatment On Performance of Adhesive-Bonded Aluminum AlloysThiago de SousaNo ratings yet
- Hyundai Formwork - Presentation - 2020Document48 pagesHyundai Formwork - Presentation - 2020smijuNo ratings yet
- Spandek: Design and Installation GuideDocument6 pagesSpandek: Design and Installation GuideDodik WidiyonoNo ratings yet
- A Study On Use of Rice Husk Ash in ConcreteDocument4 pagesA Study On Use of Rice Husk Ash in Concretedeepu kumarNo ratings yet
- Ben's Presentation 2 PDFDocument65 pagesBen's Presentation 2 PDFAiza BensNo ratings yet
- Archana Nayak EstimateDocument8 pagesArchana Nayak EstimateSudipto RoyNo ratings yet
- Silicon, Silicates and Their TypesDocument6 pagesSilicon, Silicates and Their TypesUsman GhaniNo ratings yet
- A985 A985m-2019Document12 pagesA985 A985m-2019Kamal ThummarNo ratings yet
- Appendix 1 - Scope of Work Bayuran Gate ConstructionDocument2 pagesAppendix 1 - Scope of Work Bayuran Gate ConstructionjlpinemNo ratings yet
- Find the right filler metal for your welding needsDocument1 pageFind the right filler metal for your welding needsMohamed AdelNo ratings yet
- The Jominy End Quench TestDocument6 pagesThe Jominy End Quench TestfaqhrulNo ratings yet
- Preparation of Domestically Useful Chemical ProductsDocument7 pagesPreparation of Domestically Useful Chemical ProductsPackianathan SarathNo ratings yet
- SynopsisDocument16 pagesSynopsisNiTiN dHiMaN0% (1)
- Portable Fire ExtinguishersDocument4 pagesPortable Fire ExtinguishersShreyas MNo ratings yet
- Joint Design 2 (2001) - Nails, Staples & ScrewsDocument16 pagesJoint Design 2 (2001) - Nails, Staples & Screwssteveh49100% (1)
- Excito-B: Based On "QM" Cartridge Type 5 Stage Ultrafiltration SystemDocument2 pagesExcito-B: Based On "QM" Cartridge Type 5 Stage Ultrafiltration SystemNegoita CiprianNo ratings yet
- 05 (Ebm Pam)Document26 pages05 (Ebm Pam)ssNo ratings yet
- AMS-2400 - Plating, CadmiumDocument10 pagesAMS-2400 - Plating, CadmiumnaveedNo ratings yet
- IPS d-SIGN 53Document2 pagesIPS d-SIGN 53Toma IoanaNo ratings yet
- Chm412 Experiment 1 Fazni 1Document3 pagesChm412 Experiment 1 Fazni 1sandalailaNo ratings yet
- Silo - Tips Avoiding Burning Through Control The Inside Surface Temperature Not The PressureDocument7 pagesSilo - Tips Avoiding Burning Through Control The Inside Surface Temperature Not The PressuremariliaNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumJosé Ramón Gutierrez100% (1)
- EHV+XLPE+Cable++Accessories TaihanDocument50 pagesEHV+XLPE+Cable++Accessories TaihanJonathan NapitupuluNo ratings yet