You might also like
- Welding Procedure Specification for Stainless SteelDocument5 pagesWelding Procedure Specification for Stainless SteelVarun Malhotra100% (5)
- WPS For Structure Mild Steel Fillet Weld PDFDocument2 pagesWPS For Structure Mild Steel Fillet Weld PDFHarshit AdwaniNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- WPS SUMMARYDocument10 pagesWPS SUMMARYbhavin178No ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingPutry NHy Saya0% (1)
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDocument3 pagesWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- WPS For Different Materail by BhelDocument176 pagesWPS For Different Materail by Bhelsaisssms911691% (46)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Eco Audit Report: SummaryDocument10 pagesEco Audit Report: Summaryaamersid2882No ratings yet
- BS en 10202-2001 (2003)Document48 pagesBS en 10202-2001 (2003)Federico De MartiniNo ratings yet
- MBIE - Grade 500E Reinforcing Steel - Good PracticeDocument8 pagesMBIE - Grade 500E Reinforcing Steel - Good PracticeNelson ChinNo ratings yet
- Bharat Petroleum Corporation Limited M/S Durgapur EquipmentsDocument3 pagesBharat Petroleum Corporation Limited M/S Durgapur EquipmentsSatyaprakash RayNo ratings yet
- 02-Welding Procedure SpecificationDocument4 pages02-Welding Procedure Specificationveera Satya saiNo ratings yet
- GMCo - WPSDocument8 pagesGMCo - WPSMohamed AtefNo ratings yet
- Fcaw Wps-001a PDFDocument3 pagesFcaw Wps-001a PDFirfan bari100% (1)
- Welding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxDocument4 pagesWelding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxLipika GayenNo ratings yet
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- Document No.: RevDocument2 pagesDocument No.: RevInaamNo ratings yet
- Code for Gas Welding Process and ParametersDocument1 pageCode for Gas Welding Process and ParametersLipika GayenNo ratings yet
- WPS PQR XLSXDocument4 pagesWPS PQR XLSXMd Sahabul IslamNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- (Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Document2 pages(Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Quality LaveenaNo ratings yet
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Document4 pagesIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- WPS PDFDocument5 pagesWPS PDFHakanNo ratings yet
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- WPS PQR ProcedureDocument31 pagesWPS PQR Proceduresudeesh kumarNo ratings yet
- WPS PQR Procedure PDFDocument31 pagesWPS PQR Procedure PDFsudeesh kumarNo ratings yet
- Aic Asf PQR 0119Document2 pagesAic Asf PQR 0119AHMED MEDANYNo ratings yet
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- METALS INSPECTION SERVICES WELDING PROCEDUREDocument6 pagesMETALS INSPECTION SERVICES WELDING PROCEDURELuis MuñozNo ratings yet
- 19403955-WPS M.S. Is 2062Document10 pages19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- WPS Final PLATE 13062018 RevisedDocument8 pagesWPS Final PLATE 13062018 RevisedPradip GhoshNo ratings yet
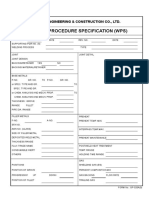
- Welding Procedure Specification (WPS) : Posco Engineering & Construction Co., LTDDocument2 pagesWelding Procedure Specification (WPS) : Posco Engineering & Construction Co., LTDMoroko690% (1)
- ASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelDocument3 pagesASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelBudi Setia RahmanNo ratings yet
- WPS & PQR - LTM - QW - PipeDocument7 pagesWPS & PQR - LTM - QW - PipeKAMALNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (2)
- LARSEN & TOUBRO LTD. WELDING PROCEDURE SPECIFICATIONDocument2 pagesLARSEN & TOUBRO LTD. WELDING PROCEDURE SPECIFICATIONRohiNo ratings yet
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- WPSDocument3 pagesWPSSagar GourNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNo ratings yet
- LOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONDocument5 pagesLOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONKAMALNo ratings yet
- AMRITA ENGINEERING WORKS PQRDocument3 pagesAMRITA ENGINEERING WORKS PQRBalkishan DyavanapellyNo ratings yet
- Welding Procedure SpecificationsDocument2 pagesWelding Procedure SpecificationsIOT ISPRLNo ratings yet
- Wps PQR Welder Qualification Certification ConsultancyDocument2 pagesWps PQR Welder Qualification Certification ConsultancyEmam SayedNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDocument2 pagesBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNo ratings yet
- Advances in High Voltage Insulation and Arc Interruption in SF6 and VacuumFrom EverandAdvances in High Voltage Insulation and Arc Interruption in SF6 and VacuumNo ratings yet
- Housekeeping SafetyDocument34 pagesHousekeeping SafetyGene RodriguezNo ratings yet
- RT Annual Report 2016Document256 pagesRT Annual Report 2016pedro 1No ratings yet
- Curriculum Vitae: K. Sekar S/O. KannanDocument3 pagesCurriculum Vitae: K. Sekar S/O. KannansekarNo ratings yet
- Basics of Pressure Vessel FabricationDocument50 pagesBasics of Pressure Vessel Fabricationavik100% (1)
- ESTIMATING COSTING TITLEDocument29 pagesESTIMATING COSTING TITLEKUNAL PATELNo ratings yet
- Electo Stream DrillingDocument3 pagesElecto Stream DrillingShubhamNo ratings yet
- Piping System Design Part - 1Document28 pagesPiping System Design Part - 1Ij OooNo ratings yet
- Mixtures & Separation Chapter GuideDocument24 pagesMixtures & Separation Chapter Guideameerul_hazeeqNo ratings yet
- Lining, Weld Overlay and CladdingDocument1 pageLining, Weld Overlay and Claddingalokbdas100% (1)
- Appendixes 130417Document175 pagesAppendixes 130417aseNo ratings yet
- Publication - Painting, Coating & Corrosion Protection - Aremco Inc - High Temperature Materials - Coatings and AdhesivesDocument56 pagesPublication - Painting, Coating & Corrosion Protection - Aremco Inc - High Temperature Materials - Coatings and Adhesiveszinha_alNo ratings yet
- Order Number 215786-0500: Application Tooling SpecificationDocument7 pagesOrder Number 215786-0500: Application Tooling SpecificationAmine MaaouiNo ratings yet
- Force Pressure Temperature Switch Bimetal Thermometer Heavy DutyDocument4 pagesForce Pressure Temperature Switch Bimetal Thermometer Heavy DutyRolando Jara YoungNo ratings yet
- Modul Tambahan Kualifikasi Las (KL)Document27 pagesModul Tambahan Kualifikasi Las (KL)Nurhamsyah Susianto0% (1)
- Projects 11132020Document1,066 pagesProjects 11132020Tiago LisboaNo ratings yet
- Steel Sheet, Carbon, Metallic-And Nonmetallic-Coated For Cold-Formed Framing MembersDocument7 pagesSteel Sheet, Carbon, Metallic-And Nonmetallic-Coated For Cold-Formed Framing MembersDarwin DarmawanNo ratings yet
- Print OsDocument93 pagesPrint OsJohnson Ks AfinNo ratings yet
- Huyndai Elantra HD Body Repair ManualDocument10 pagesHuyndai Elantra HD Body Repair Manualdeanna100% (33)
- EzyStrut Pipe Support Quick Order Guide 2016 PDFDocument39 pagesEzyStrut Pipe Support Quick Order Guide 2016 PDFvprgNo ratings yet
- DigestDocument38 pagesDigestJMNo ratings yet
- LIT 9075 Robo Catalog 06-12Document40 pagesLIT 9075 Robo Catalog 06-12Ghyslain LeblancNo ratings yet
- Homework 3Document8 pagesHomework 3Alferid ShifaNo ratings yet
- WireAndCableGuide PDFDocument28 pagesWireAndCableGuide PDFIrfanSidiNo ratings yet
- ISCARs Solutions For Heavy Machining 2022Document52 pagesISCARs Solutions For Heavy Machining 2022Gabriel MoreiraNo ratings yet
- Rolls Royce Technical Publications (Standard Practices Manual (RR CAEL SPM) ) (Task 70 42Document52 pagesRolls Royce Technical Publications (Standard Practices Manual (RR CAEL SPM) ) (Task 70 42limhonghan1987No ratings yet
- European Steel Standards PDFDocument2 pagesEuropean Steel Standards PDFMeikaNo ratings yet
- Pressure Vessel Code Asme Section IxDocument132 pagesPressure Vessel Code Asme Section IxImane KhammouriNo ratings yet