You might also like
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- WPS 6G CS Pipe CorrectDocument4 pagesWPS 6G CS Pipe CorrectAla ReguiiNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocument10 pagesWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDocument2 pagesBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNo ratings yet
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 pagesAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNo ratings yet
- Glycol Reboiler Still Welding Procedure Specification (PWPSDocument2 pagesGlycol Reboiler Still Welding Procedure Specification (PWPSstdshopNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Welding Procedure Specification for Vertical Storage TanksDocument6 pagesWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- WPS Gtaw+smawDocument2 pagesWPS Gtaw+smawAnand GNo ratings yet
- WPS For Different Materail by BhelDocument176 pagesWPS For Different Materail by Bhelsaisssms911691% (46)
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- QW-482 Welding Procedure Specification: Section IX, ASME Boiler & Pressure Vessel CodeDocument2 pagesQW-482 Welding Procedure Specification: Section IX, ASME Boiler & Pressure Vessel CodeRamzi ZoghlamiNo ratings yet
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Document2 pagesBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduNo ratings yet
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Document3 pagesNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- WPS Dissimilar 11.08 MM Max.Document4 pagesWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- GTAW Welding Process ParametersDocument12 pagesGTAW Welding Process Parametersmiteshpatel191No ratings yet
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
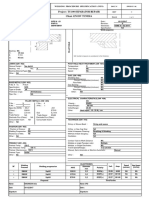
- Project: Ts 100 Separator Repair: Welding Procedure Specification (WPS)Document1 pageProject: Ts 100 Separator Repair: Welding Procedure Specification (WPS)Anonymous 7aUHXY1vWbNo ratings yet
- Welding Procedure Specification: JOINT (QW-402)Document10 pagesWelding Procedure Specification: JOINT (QW-402)Lipika GayenNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNo ratings yet
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (2)
- WPS CuNiDocument4 pagesWPS CuNiSripathyNo ratings yet
- Toaz - Info Welding Procedure Specification Format PRDocument3 pagesToaz - Info Welding Procedure Specification Format PRKarim ZahranNo ratings yet
- Preliminary WPS for 12.7mm SMAW WeldingDocument3 pagesPreliminary WPS for 12.7mm SMAW WeldingAnonymous 4e7GNjzGW100% (1)
- LOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONDocument5 pagesLOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONKAMALNo ratings yet
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- WPS, PQR, WPQ PoojaDocument10 pagesWPS, PQR, WPQ PoojaRajmahesh Dakhore100% (1)
- WPS for Manual SMAW Welding of 316L Stainless Steel Butt JointsDocument3 pagesWPS for Manual SMAW Welding of 316L Stainless Steel Butt JointsAmjad PathanNo ratings yet
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Document3 pagesNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNo ratings yet
- O O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Document1 pageO O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Ali MoosaviNo ratings yet
- Welding Procedure Specification "WPS": O O O ODocument1 pageWelding Procedure Specification "WPS": O O O OAli MoosaviNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Micro Digital Media 2e Lab Book-3Document101 pagesMicro Digital Media 2e Lab Book-3string440% (1)
- Air Entraining CementDocument14 pagesAir Entraining CementBashairu WaseemNo ratings yet
- Material (Young's Modulus, Modulus of Elasticity) - E - - σ - σDocument14 pagesMaterial (Young's Modulus, Modulus of Elasticity) - E - - σ - σyoshefus caffaso hautamaNo ratings yet
- Bahasa Inggris Kelas XI IPA/ XI IPS: Name: Class: DateDocument7 pagesBahasa Inggris Kelas XI IPA/ XI IPS: Name: Class: DateChristevanNo ratings yet
- Technical Documentation For Pagel Grout: MAN-material-no.: 11.72125-0035 Manufacturer: PAGELDocument23 pagesTechnical Documentation For Pagel Grout: MAN-material-no.: 11.72125-0035 Manufacturer: PAGELOunna PechNo ratings yet
- Presentation 6Document9 pagesPresentation 6Priyotamo NandiNo ratings yet
- Improvements in Gold Ore Cyanidation by Pre-OxidatioDocument4 pagesImprovements in Gold Ore Cyanidation by Pre-Oxidatioboanerges wino pattyNo ratings yet
- Tall Oil Production and ProcessingDocument11 pagesTall Oil Production and Processinggauravjuyal1988No ratings yet
- 25 Tack Welder - ABSDocument7 pages25 Tack Welder - ABSvudinhnambrNo ratings yet
- Tectyl 502 CDocument2 pagesTectyl 502 CKARTHIGEYAN.RNo ratings yet
- Drilling Fluids ExercisesDocument17 pagesDrilling Fluids ExercisesJohn Kevin De CastroNo ratings yet
- The Effect of Storage at Various Temperatures On Blood Alcohol ConcentrationDocument7 pagesThe Effect of Storage at Various Temperatures On Blood Alcohol ConcentrationRosaniza KamarudinNo ratings yet
- DR Hugo Touchette (NITheP Stellenbosch)Document11 pagesDR Hugo Touchette (NITheP Stellenbosch)Rene KotzeNo ratings yet
- Amburgey & Amirtharajah 2005 Strategic Filter Backwashing TechDocument13 pagesAmburgey & Amirtharajah 2005 Strategic Filter Backwashing TechJoseNo ratings yet
- RGD 32Document1 pageRGD 32abhi7112No ratings yet
- Arachis Hypogeal (Peanut Seed Oil) PH Eur MonographDocument2 pagesArachis Hypogeal (Peanut Seed Oil) PH Eur Monographthe docsproviderNo ratings yet
- Gear Beam and Wear StrengthDocument46 pagesGear Beam and Wear StrengthNisarg MistryNo ratings yet
- Composite AssignmentDocument4 pagesComposite AssignmentAmna QureshiNo ratings yet
- CH 01Document26 pagesCH 01Sue Anne KohNo ratings yet
- Heat Transfer-Literature ReviewDocument84 pagesHeat Transfer-Literature Reviewnewcastle74No ratings yet
- JSW Casting EquipDocument23 pagesJSW Casting EquipArnab GhoshNo ratings yet
- Catalog Metal RotameterDocument12 pagesCatalog Metal RotameterNibinNo ratings yet
- 5061 10023 1 SMDocument7 pages5061 10023 1 SMNadya Rahmawati PutriNo ratings yet
- Welding Procedure SpecificationDocument5 pagesWelding Procedure SpecificationyazNo ratings yet
- Carbohydrates of Sub Bab 15Document8 pagesCarbohydrates of Sub Bab 15dilla daniahNo ratings yet
- Level Management EHandbook - Chemical ProcessingDocument14 pagesLevel Management EHandbook - Chemical ProcessingAzar Deen100% (1)
- Project Report On Mass Balance of RR3 Grade of GreaseDocument116 pagesProject Report On Mass Balance of RR3 Grade of GreaseAkash Dhobale100% (2)
- Le Problème Inverse de Conduction de La Chaleur: P O U R E N S A V O I R P L U SDocument2 pagesLe Problème Inverse de Conduction de La Chaleur: P O U R E N S A V O I R P L U SZeinab Ben RomdhaneNo ratings yet
- Review FfsDocument12 pagesReview FfsMustafa AkbarNo ratings yet
- Astm C1097Document1 pageAstm C1097pfta_No ratings yet