You might also like
- GTAW Welding Process ParametersDocument12 pagesGTAW Welding Process Parametersmiteshpatel191No ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- Code of Practice For Electrical Wiring InstallationsDocument82 pagesCode of Practice For Electrical Wiring InstallationsPrithvi RajNo ratings yet
- WPS, PQR, WPQ PoojaDocument10 pagesWPS, PQR, WPQ PoojaRajmahesh Dakhore100% (1)
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (2)
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- TA30 G7 SM 05 2007 Manual de Servicio TerexDocument384 pagesTA30 G7 SM 05 2007 Manual de Servicio TerexMoicano P Sánchez100% (2)
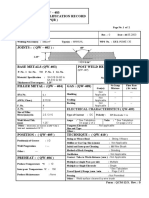
- QW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Document3 pagesQW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Alesol EquipmentNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Welding Procedure Specification for Vertical Storage TanksDocument6 pagesWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghNo ratings yet
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- Welding Procedure Specification for Stainless SteelDocument5 pagesWelding Procedure Specification for Stainless SteelVarun Malhotra100% (5)
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- Wps Format Asme Sec - IxDocument2 pagesWps Format Asme Sec - IxDeepu ChandranNo ratings yet
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- WpsDocument2 pagesWpssamer8saifNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- Fundamentals, Selection and Sizing of Standby Batteries PDFDocument53 pagesFundamentals, Selection and Sizing of Standby Batteries PDFRajarsi RayNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- Is 2309 1989Document72 pagesIs 2309 1989Jagdish PalariyaNo ratings yet
- WPS CuNiDocument4 pagesWPS CuNiSripathyNo ratings yet
- Wps FormatDocument12 pagesWps FormatGohilakrishnan ThiagarajanNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- ASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelDocument3 pagesASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelBudi Setia RahmanNo ratings yet
- PT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSDocument1 pagePT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSBudi Setia RahmanNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Ship Hydrodynamics NUMECADocument87 pagesShip Hydrodynamics NUMECACarl FranksNo ratings yet
- BSI Standards Publication: Uninterruptible Power Systems (UPS)Document100 pagesBSI Standards Publication: Uninterruptible Power Systems (UPS)Suresh KrishnanNo ratings yet
- Iec 60076-Part 15Document67 pagesIec 60076-Part 15Suresh KrishnanNo ratings yet
- 2018 01 Green Urban AreaDocument16 pages2018 01 Green Urban AreaCerasella GoiaNo ratings yet
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocument10 pagesWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- WPS Gtaw+smawDocument2 pagesWPS Gtaw+smawAnand GNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Document2 pagesBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- 0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCDocument2 pages0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCAshish PatelNo ratings yet
- WPS Dissimilar 11.08 MM Max.Document4 pagesWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- Aic Asf PQR 0121Document2 pagesAic Asf PQR 0121AHMED MEDANYNo ratings yet
- Nit 2019 20 56 Wps 1569579575Document16 pagesNit 2019 20 56 Wps 1569579575vijayachiduNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationVISAKHAPATNAM MALAYALEES WELFARE ASSOCIATIONNo ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- Welding Procedure Specification (AutoRecovered)Document2 pagesWelding Procedure Specification (AutoRecovered)virnmontalesNo ratings yet
- Tips Wps FormatDocument5 pagesTips Wps FormatWaqas WaqasNo ratings yet
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- MHC Conveying System Private Limited: JOINTS (QW-402)Document3 pagesMHC Conveying System Private Limited: JOINTS (QW-402)Lipika GayenNo ratings yet
- Verspec WPS WPQDocument6 pagesVerspec WPS WPQgtsi.draftsmanNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Aic Asf PQR 0119Document2 pagesAic Asf PQR 0119AHMED MEDANYNo ratings yet
- WPS No. ST-CS-02-2Document1 pageWPS No. ST-CS-02-2Hussein JassimNo ratings yet
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- PROCEDURE FOR HANDLING-Rev.01Document5 pagesPROCEDURE FOR HANDLING-Rev.01Suresh KrishnanNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- 2020 Power Substation GuidebookDocument24 pages2020 Power Substation GuidebookSuresh KrishnanNo ratings yet
- Reaffirmed 2017Document17 pagesReaffirmed 2017Suresh KrishnanNo ratings yet
- Catalogue Havells Consumer CableDocument24 pagesCatalogue Havells Consumer CableneharikaNo ratings yet
- CurrentRatings PDFDocument0 pagesCurrentRatings PDFVirajitha MaddumabandaraNo ratings yet
- Is 3043 1987Document95 pagesIs 3043 1987suresh kumarNo ratings yet
- Is 2551 1982 PDFDocument15 pagesIs 2551 1982 PDFAjay SatputeNo ratings yet
- HTTP Cqir - BhelDocument1 pageHTTP Cqir - BhelSuresh KrishnanNo ratings yet
- Share PricesDocument186 pagesShare PricesHarshul BhatiaNo ratings yet
- EmpgDocument10 pagesEmpgShravanNo ratings yet
- Thesis Generator AppDocument6 pagesThesis Generator Appafcnenabv100% (1)
- Scribd For IphoneDocument3 pagesScribd For IphoneScribd50% (2)
- CSP Networking 5g EbookDocument14 pagesCSP Networking 5g EbookLeopoldo Lopez QuinteroNo ratings yet
- Mathematical Modeling Performance Evaluation of Electro Hydraulic Servo ActuatorsDocument24 pagesMathematical Modeling Performance Evaluation of Electro Hydraulic Servo ActuatorsZyad KaramNo ratings yet
- Inventaris Barang LaboratoriumDocument52 pagesInventaris Barang Laboratoriumlaboratorium rsparagonNo ratings yet
- Online Interview Questions AnswersDocument4 pagesOnline Interview Questions AnswersafiloteNo ratings yet
- Surface roughness modelling in super duplex stainless steel turningDocument16 pagesSurface roughness modelling in super duplex stainless steel turningfatinNo ratings yet
- Lubricator L26 Economist™ L27 Atomist™: Specifi CationsDocument2 pagesLubricator L26 Economist™ L27 Atomist™: Specifi CationsJacobo SuarezNo ratings yet
- V2 Progression Pathways by CS IT and DL-with-CT-refs PDFDocument1 pageV2 Progression Pathways by CS IT and DL-with-CT-refs PDFsramsahaNo ratings yet
- AVIC-Z150BH, X950BH, X850BT Firmware Update InstructionsDocument4 pagesAVIC-Z150BH, X950BH, X850BT Firmware Update InstructionsEnlight Lab AlbaniaNo ratings yet
- NetworkDocument3 pagesNetworkNikhil kushwahaNo ratings yet
- S7 Communication Between SIMATIC S7-1500 and SIMATIC S7-300: Step 7 V16 / Bsend / BRCVDocument45 pagesS7 Communication Between SIMATIC S7-1500 and SIMATIC S7-300: Step 7 V16 / Bsend / BRCV9226355166No ratings yet
- 2001 Bookmatter HandbookOfPrintMedia PDFDocument20 pages2001 Bookmatter HandbookOfPrintMedia PDFShakhawat SopanNo ratings yet
- Product Group Codes: Pump SealsDocument15 pagesProduct Group Codes: Pump SealsJesus PicaluaNo ratings yet
- A Study On Consumer Behaviour Towards Led TV: in Comibatore DistrictDocument11 pagesA Study On Consumer Behaviour Towards Led TV: in Comibatore DistrictNithishNo ratings yet
- Netwrix Effective Permissions Reporting Tool Quick Start GuideDocument20 pagesNetwrix Effective Permissions Reporting Tool Quick Start GuideAaronNo ratings yet
- MK9906 enDocument2 pagesMK9906 enZarko DramicaninNo ratings yet
- RRB Clerk Main - 11Document42 pagesRRB Clerk Main - 11EliteNo ratings yet
- Catia v5 6r2014 For Engineers and Designers PDF FreeDocument2 pagesCatia v5 6r2014 For Engineers and Designers PDF FreeJasmeet SinghNo ratings yet
- Artificial Lift Methods GuideDocument38 pagesArtificial Lift Methods Guide000No ratings yet
- ESBWR Natural Circulation Fact SheetDocument1 pageESBWR Natural Circulation Fact SheetmanuvildaNo ratings yet
- Introduction To Qualitative Research MethodsDocument8 pagesIntroduction To Qualitative Research MethodsBast JordNo ratings yet
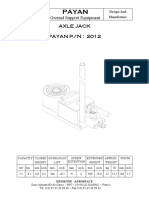
- Payan: Axle Jack PAYAN P/N: 2012Document38 pagesPayan: Axle Jack PAYAN P/N: 2012gmailNo ratings yet
- .Uksitesdefaultfiles2023 10Pages20from20LOCOMOTION20report20part201 PDFDocument109 pages.Uksitesdefaultfiles2023 10Pages20from20LOCOMOTION20report20part201 PDFdfjpennington1No ratings yet