You might also like
- Where To Eat PizzaDocument3 pagesWhere To Eat PizzaLiliancitaLcJsNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Transport Phenomena 18.4.CDocument3 pagesTransport Phenomena 18.4.CDelyana RatnasariNo ratings yet
- FEM Simulation of Reshaping of Thick Tubes in Different PassesDocument4 pagesFEM Simulation of Reshaping of Thick Tubes in Different PassesmapasabcNo ratings yet
- EPRI Atlas of Steamside Oxide ObservationsDocument12 pagesEPRI Atlas of Steamside Oxide Observationsekrem turan100% (2)
- Metals 07 00306 PDFDocument10 pagesMetals 07 00306 PDFsamybarreraNo ratings yet
- Ref 13 Effect of Die Design in Microchannel Tube ExtrusionDocument6 pagesRef 13 Effect of Die Design in Microchannel Tube Extrusionmohammadreza hajialiNo ratings yet
- Study of Hydrodynamics of Horizontal Spiral Coil Tube: Research PaperDocument3 pagesStudy of Hydrodynamics of Horizontal Spiral Coil Tube: Research PaperSharat ChandraNo ratings yet
- Seminar On Durability and Lifecycle Evaluation of Concrete Structures-2006Document9 pagesSeminar On Durability and Lifecycle Evaluation of Concrete Structures-2006AsanNo ratings yet
- 16trans IIM-2010 PDFDocument4 pages16trans IIM-2010 PDFRajaSekarNo ratings yet
- Investigation On Bolt Tension of Flanged Pipe Joint Subjected To Bending PDFDocument8 pagesInvestigation On Bolt Tension of Flanged Pipe Joint Subjected To Bending PDFAgustin A.No ratings yet
- Assessment of PCCPDocument12 pagesAssessment of PCCPSuresh CNo ratings yet
- 1 s2.0 S0924013619302304 MainDocument22 pages1 s2.0 S0924013619302304 MainBilay CernaNo ratings yet
- Hydration Heat, Shrinkage and Deformation Under Sustained Loads of HSS Columns Filled With Self-Consolidating ConcreteDocument15 pagesHydration Heat, Shrinkage and Deformation Under Sustained Loads of HSS Columns Filled With Self-Consolidating ConcreteGunaNo ratings yet
- Analysis and Optimization of Parameters For Casting Ductile Iron PipesDocument27 pagesAnalysis and Optimization of Parameters For Casting Ductile Iron PipesSurajit SahaNo ratings yet
- Imperfection, Residual Stress and Yield Slenderness Limit of Very High Strength (VHS) Circular Steel Tubes, 2003 (H Jiao, X.-L Zhao)Document17 pagesImperfection, Residual Stress and Yield Slenderness Limit of Very High Strength (VHS) Circular Steel Tubes, 2003 (H Jiao, X.-L Zhao)Phan Đào Hoàng HiệpNo ratings yet
- Optimum Die Design For Single Pass Steel Tube Drawing With Large Strain DeformationDocument6 pagesOptimum Die Design For Single Pass Steel Tube Drawing With Large Strain Deformationraghunath670743No ratings yet
- Deformation of Buried HDPE Pipes Subjected To Differential Soil SettlementDocument9 pagesDeformation of Buried HDPE Pipes Subjected To Differential Soil Settlementmarkus_naslundNo ratings yet
- Experimental Study On Manufacturing Metal Bellows FormingDocument5 pagesExperimental Study On Manufacturing Metal Bellows FormingNayri AkbugaNo ratings yet
- Buckling Behavior of Cold-Formed Scaffolding TubesDocument17 pagesBuckling Behavior of Cold-Formed Scaffolding TubesHaseeb KhanNo ratings yet
- Deformation Behavior of Thin-Walled Tube Bending With Internal PressureDocument6 pagesDeformation Behavior of Thin-Walled Tube Bending With Internal PressureHizbar ArsjadNo ratings yet
- A Metallurgical Investigation On A Failed Superheater Tube Used in A Thermal Biomass Power PlantDocument15 pagesA Metallurgical Investigation On A Failed Superheater Tube Used in A Thermal Biomass Power PlantThanhluan NguyenNo ratings yet
- Ampco Mold Design Guidelines PDFDocument39 pagesAmpco Mold Design Guidelines PDFAjay RaiNo ratings yet
- HYDRO 2019 Curnis-Bronzetti-Sayah PaperDocument24 pagesHYDRO 2019 Curnis-Bronzetti-Sayah PaperFrancisco GurzovNo ratings yet
- Production of Tin Powder Using Gas Atomization ProcessDocument6 pagesProduction of Tin Powder Using Gas Atomization ProcessdaffaNo ratings yet
- Pipe Drafting Q and ADocument7 pagesPipe Drafting Q and AHamed FaragNo ratings yet
- Improved Design and Construction of Multiple Pump Test Rig With Local Raw MaterialsDocument7 pagesImproved Design and Construction of Multiple Pump Test Rig With Local Raw MaterialsOSUEKE GODSONNo ratings yet
- Analysis of The Properties and Microstructure of Ultra-ThinDocument7 pagesAnalysis of The Properties and Microstructure of Ultra-Thinmohammadreza hajialiNo ratings yet
- Forming Sheet MetahlDocument7 pagesForming Sheet MetahlCarlos ArenasNo ratings yet
- Bronze Powder AtomisationDocument7 pagesBronze Powder AtomisationMuhammed Mohsin KhanNo ratings yet
- Zhao-2002-Strength and Ductility of Concrete FDocument15 pagesZhao-2002-Strength and Ductility of Concrete FIhsanNo ratings yet
- Chen Et Al, 2014, H Steel in Recycled ConcreteDocument22 pagesChen Et Al, 2014, H Steel in Recycled ConcreteDingjian ZhangNo ratings yet
- CFD Analysis of Conical Coil Tube Heat Exchanger With Varying Cone AngleDocument5 pagesCFD Analysis of Conical Coil Tube Heat Exchanger With Varying Cone Anglematheswaran a sNo ratings yet
- Measured Imperfections in Six Thin-Walled SteelDocument11 pagesMeasured Imperfections in Six Thin-Walled Steelsaber javidNo ratings yet
- The Heat Transfer and Pressure Drop Characteristics of The Finned Tube Banks in Forced Convection (Effects of Fin Height On Heat Transfer Characteristics)Document15 pagesThe Heat Transfer and Pressure Drop Characteristics of The Finned Tube Banks in Forced Convection (Effects of Fin Height On Heat Transfer Characteristics)nadir adelNo ratings yet
- A Formability Index For The Deep Drawing of Stainless SteelDocument11 pagesA Formability Index For The Deep Drawing of Stainless SteelsymkimonNo ratings yet
- Plastic Buckling of Cylindrical Shells With CutoutDocument18 pagesPlastic Buckling of Cylindrical Shells With CutoutVPN NetworkNo ratings yet
- Stress Analysis of Steam Generator Shell Nozzle Junction For Sodium Cooled Fast Breeder ReactorDocument9 pagesStress Analysis of Steam Generator Shell Nozzle Junction For Sodium Cooled Fast Breeder ReactorVinh Do Thanh100% (1)
- Presentation On Pipes.: GET's EPCM Piping DepartmentDocument37 pagesPresentation On Pipes.: GET's EPCM Piping DepartmentDeepak Shetty50% (2)
- Results in Materials: C. Banganayi, K. Nyembwe, K. MagezaDocument5 pagesResults in Materials: C. Banganayi, K. Nyembwe, K. MagezaFelice SegaNo ratings yet
- Fatigue and Brittle Fracture of Carbon Steel Process PipelineDocument10 pagesFatigue and Brittle Fracture of Carbon Steel Process PipelineEsteban Matias RodriguezNo ratings yet
- 2 2011 - Eurosteel - 2011Document6 pages2 2011 - Eurosteel - 2011Marcelo AlvesNo ratings yet
- Abduh 2020Document9 pagesAbduh 2020enterlogNo ratings yet
- Modelling of Spiral-Welded Pipe Manufacturing and Its Effect On Pipeline Structural PerformanceDocument9 pagesModelling of Spiral-Welded Pipe Manufacturing and Its Effect On Pipeline Structural PerformanceIrfan SaeedNo ratings yet
- Welding Pipeline HandbookDocument64 pagesWelding Pipeline HandbookJose Luis Roca Cordova100% (1)
- Modelling of Metal Perforated Sheet FacadesDocument30 pagesModelling of Metal Perforated Sheet FacadesMoța FlorinNo ratings yet
- Failure Analysis Furnace Radiant TubesDocument13 pagesFailure Analysis Furnace Radiant Tubesjohan garciaNo ratings yet
- Corrosion Evaluation of Reboiler Tube PDFDocument11 pagesCorrosion Evaluation of Reboiler Tube PDFOwais MalikNo ratings yet
- Piping NotesDocument33 pagesPiping NotesSyed FarhanNo ratings yet
- Structures: Baofeng Zheng, Ganping Shu, Lianchun Xin, Ran Yang, Qinglin JiangDocument12 pagesStructures: Baofeng Zheng, Ganping Shu, Lianchun Xin, Ran Yang, Qinglin JiangNasarKhanNo ratings yet
- Study On Electromagnetic Incremental Aluminium Alloy Tube Bulging With Casting PipeDocument6 pagesStudy On Electromagnetic Incremental Aluminium Alloy Tube Bulging With Casting PipeGanat AlrahmanNo ratings yet
- Pipes HandbookDocument13 pagesPipes HandbooksauroNo ratings yet
- Analysis and Design of Ferrocement Cut Off Trench in Earthen Dam: A Case Study of Bham DamDocument5 pagesAnalysis and Design of Ferrocement Cut Off Trench in Earthen Dam: A Case Study of Bham DamPriyanka SoniNo ratings yet
- Die Design and Finite Element Analysis of WeldingDocument16 pagesDie Design and Finite Element Analysis of WeldingNguyễn Văn TiếnNo ratings yet
- Rotary Swaging Forming Process of Tube WorkpiecesDocument6 pagesRotary Swaging Forming Process of Tube WorkpiecesHa Linh PhanNo ratings yet
- Hayazi 2020 IOP Conf. Ser. Mater. Sci. Eng. 957 012022Document7 pagesHayazi 2020 IOP Conf. Ser. Mater. Sci. Eng. 957 012022Raza TariqNo ratings yet
- 2001 - Rasmussen - Tests of X - and K - Joints in SHS Stainless Steel TubesDocument11 pages2001 - Rasmussen - Tests of X - and K - Joints in SHS Stainless Steel TubesFelipe CoutinhoNo ratings yet
- 17-4 QapDocument3 pages17-4 QaprajuNo ratings yet
- Structural Analysis of Ribbed Domes Using Finite Element MethodDocument18 pagesStructural Analysis of Ribbed Domes Using Finite Element MethodRhommel SarmientoNo ratings yet
- Research On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesDocument7 pagesResearch On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesJames PhillipsNo ratings yet
- Numerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingDocument18 pagesNumerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingTJPRC PublicationsNo ratings yet
- Experiments and Modeling To Characterize MicrostructureDocument9 pagesExperiments and Modeling To Characterize Microstructuremohammadreza hajialiNo ratings yet
- Penetration Force and Cannula Sliding Profiles ofDocument7 pagesPenetration Force and Cannula Sliding Profiles ofmohammadreza hajialiNo ratings yet
- Patient Acceptance and Issues of EducationDocument6 pagesPatient Acceptance and Issues of Educationmohammadreza hajialiNo ratings yet
- Effect of Heat Treatment On Grain SizeDocument16 pagesEffect of Heat Treatment On Grain Sizemohammadreza hajialiNo ratings yet
- Magnetic Fields For Electropolishing ImprovementDocument11 pagesMagnetic Fields For Electropolishing Improvementmohammadreza hajialiNo ratings yet
- Silicone-Based Tissue-MimickingDocument7 pagesSilicone-Based Tissue-Mimickingmohammadreza hajialiNo ratings yet
- High-Current-Density ElectropolishingDocument11 pagesHigh-Current-Density Electropolishingmohammadreza hajialiNo ratings yet
- Analysis of The Properties and Microstructure of Ultra-ThinDocument7 pagesAnalysis of The Properties and Microstructure of Ultra-Thinmohammadreza hajialiNo ratings yet
- Silicone-Based Tissue-MimickingDocument7 pagesSilicone-Based Tissue-Mimickingmohammadreza hajialiNo ratings yet
- Needle Tip and Peripheral Nerve BlocksDocument2 pagesNeedle Tip and Peripheral Nerve Blocksmohammadreza hajialiNo ratings yet
- Needle Tip and Peripheral Nerve BlocksDocument2 pagesNeedle Tip and Peripheral Nerve Blocksmohammadreza hajialiNo ratings yet
- The Needle With Lancet Point Geometry ForDocument8 pagesThe Needle With Lancet Point Geometry Formohammadreza hajiali100% (1)
- Penetration Force and Cannula Sliding Profiles ofDocument7 pagesPenetration Force and Cannula Sliding Profiles ofmohammadreza hajialiNo ratings yet
- Parametric Modelling of Needle-Tissue Interaction Using Finite Element AnalysisDocument15 pagesParametric Modelling of Needle-Tissue Interaction Using Finite Element Analysismohammadreza hajialiNo ratings yet
- Free TEMP 003 Hazard Traceability Matrix APPROVED 210122 Tr3tywDocument8 pagesFree TEMP 003 Hazard Traceability Matrix APPROVED 210122 Tr3tywmohammadreza hajialiNo ratings yet
- Design, Analysis and Manufacturing of Compliant Needles For Vibratory Insertion in Medical ApplicationsDocument167 pagesDesign, Analysis and Manufacturing of Compliant Needles For Vibratory Insertion in Medical Applicationsmohammadreza hajialiNo ratings yet
- Design and Models of Helical Needle Geometries ForDocument36 pagesDesign and Models of Helical Needle Geometries Formohammadreza hajialiNo ratings yet
- 04.CNOOC Engages With Canadian Stakeholders PDFDocument14 pages04.CNOOC Engages With Canadian Stakeholders PDFAdilNo ratings yet
- History of Phosphoric Acid Technology (Evolution and Future Perspectives)Document7 pagesHistory of Phosphoric Acid Technology (Evolution and Future Perspectives)Fajar Zona67% (3)
- Manual MIB 303S-13/33Document58 pagesManual MIB 303S-13/33Daniel Machado100% (1)
- Sahara International Petrochemical Company (SIPCHEM)Document2 pagesSahara International Petrochemical Company (SIPCHEM)shahbaz1979No ratings yet
- Adding Print PDF To Custom ModuleDocument3 pagesAdding Print PDF To Custom ModuleNguyễn Vương AnhNo ratings yet
- Phet Body Group 1 ScienceDocument42 pagesPhet Body Group 1 ScienceMebel Alicante GenodepanonNo ratings yet
- Hi 3 Yt 318201Document3 pagesHi 3 Yt 318201partha khatuaNo ratings yet
- Risk, Return & Capital BudgetingDocument18 pagesRisk, Return & Capital BudgetingMuhammad Akmal HussainNo ratings yet
- Case Chart Complete (Business Law)Document29 pagesCase Chart Complete (Business Law)LimShuLingNo ratings yet
- E14r50p01 800 MhaDocument4 pagesE14r50p01 800 Mha'Theodora GeorgianaNo ratings yet
- Application Letters To Apply For A Job - OdtDocument2 pagesApplication Letters To Apply For A Job - OdtRita NourNo ratings yet
- Unit 8 - Week 7: Assignment 7Document3 pagesUnit 8 - Week 7: Assignment 7Nitin MoreNo ratings yet
- Aircraft MaintenanceDocument32 pagesAircraft MaintenanceTateNo ratings yet
- What Is EBSD ? Why Use EBSD ? Why Measure Microstructure ? What Does EBSD Do That Cannot Already Be Done ?Document5 pagesWhat Is EBSD ? Why Use EBSD ? Why Measure Microstructure ? What Does EBSD Do That Cannot Already Be Done ?Zahir Rayhan JhonNo ratings yet
- Estanislao Vs CADocument2 pagesEstanislao Vs CAChammy0% (1)
- Wilcox - Umn - 0130E - 12886 - Competency RevisedDocument160 pagesWilcox - Umn - 0130E - 12886 - Competency RevisedShasteen Bautista SantosNo ratings yet
- Integrated Recycling Systems: Harris Complete PackageDocument4 pagesIntegrated Recycling Systems: Harris Complete PackageNicolás Toro ValenzuelaNo ratings yet
- 201183-B-00-20 Part ListDocument19 pages201183-B-00-20 Part ListMohamed IsmailNo ratings yet
- Application Form-Nguyen Huy CuongDocument4 pagesApplication Form-Nguyen Huy Cuongapi-3798114No ratings yet
- Dolby Atmos Specifications PDFDocument24 pagesDolby Atmos Specifications PDFVanya ValdovinosNo ratings yet
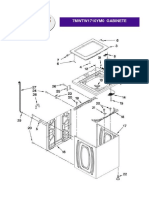
- 7MWTW1710YM0Document8 pages7MWTW1710YM0Izack-Dy JimZitNo ratings yet
- Lecture 3 - Marriage and Marriage PaymentsDocument11 pagesLecture 3 - Marriage and Marriage PaymentsGrace MguniNo ratings yet
- Transportation and Academic Performance of Students in The Academic TrackDocument3 pagesTransportation and Academic Performance of Students in The Academic TrackMary-Jay TolentinoNo ratings yet
- Renvoi in Private International LawDocument4 pagesRenvoi in Private International LawAgav VithanNo ratings yet
- MIami Beach City Attorney's DenialDocument7 pagesMIami Beach City Attorney's DenialDavid Arthur WaltersNo ratings yet
- Pfmar SampleDocument15 pagesPfmar SampleJustin Briggs86% (7)
- Maverick Research: World Order 2.0: The Birth of Virtual NationsDocument9 pagesMaverick Research: World Order 2.0: The Birth of Virtual NationsСергей КолосовNo ratings yet
- Br2e Int Readingfile10 PDFDocument2 pagesBr2e Int Readingfile10 PDFSanti RodriguezNo ratings yet