You might also like
- Topic 7 Design For Quality Product and Product Excellence StudentsDocument7 pagesTopic 7 Design For Quality Product and Product Excellence StudentsMonica Pablo SabadoNo ratings yet
- CHAPTER III (Product and Service Design)Document16 pagesCHAPTER III (Product and Service Design)YonatanNo ratings yet
- POM Unit IIDocument13 pagesPOM Unit IIShiVâ SãiNo ratings yet
- Q:-Discuss The Stages in Product Design Process: 1. Idea GenerationDocument7 pagesQ:-Discuss The Stages in Product Design Process: 1. Idea GenerationSuraj KumarNo ratings yet
- Chapter # 15 (NPD)Document31 pagesChapter # 15 (NPD)abzuarNo ratings yet
- Chapter 3Document39 pagesChapter 3danielnebeyat7No ratings yet
- Chapter 3 OM EditedDocument19 pagesChapter 3 OM EditedSeid KassawNo ratings yet
- Operational Management Assignment PDFDocument7 pagesOperational Management Assignment PDFYonas D. EbrenNo ratings yet
- IM 4th SemDocument20 pagesIM 4th Semdarthvader005No ratings yet
- 2 Product Design ProcessDocument3 pages2 Product Design Process6abdul1ghani9No ratings yet
- MKTG 361 - Instructor - Chapter 12Document52 pagesMKTG 361 - Instructor - Chapter 12colinmac8892No ratings yet
- DT Notes Unit 1,2,3Document83 pagesDT Notes Unit 1,2,3Akriti JaiswalNo ratings yet
- OM 2022 (MG) Module2Document139 pagesOM 2022 (MG) Module2Ananda KrishnanNo ratings yet
- Edited Unit 3 OMDocument17 pagesEdited Unit 3 OMermiasnasirtaleginNo ratings yet
- Product Design & Development: Unit 1Document36 pagesProduct Design & Development: Unit 1Tushar SrivastavaNo ratings yet
- New Product Design ProcessDocument4 pagesNew Product Design Processsonam katiyarNo ratings yet
- Chapter ThreeDocument13 pagesChapter ThreetibligechtNo ratings yet
- PRODUCT Design and DevelopmentDocument6 pagesPRODUCT Design and DevelopmentJames IshakuNo ratings yet
- Strategic Innovation Platforms Drive DSM's NPD SuccessDocument42 pagesStrategic Innovation Platforms Drive DSM's NPD SuccessAtul KashyapNo ratings yet
- New Product PlanningDocument11 pagesNew Product PlanningAnonymous AXFDWDIweNo ratings yet
- Chapter Two Design of The Operations/production Systems 2.1. Product-Service Design and DevelopmentDocument42 pagesChapter Two Design of The Operations/production Systems 2.1. Product-Service Design and DevelopmentYared TeshomeNo ratings yet
- New Product Development (NPD)Document29 pagesNew Product Development (NPD)Shubhranshu ChoudharyNo ratings yet
- Om-Chapter 3Document29 pagesOm-Chapter 3wubeNo ratings yet
- New Product Development Strategies and Life Cycle ManagementDocument42 pagesNew Product Development Strategies and Life Cycle ManagementAshek AHmedNo ratings yet
- Unit 3 - Design of The Operation System Part One.Document32 pagesUnit 3 - Design of The Operation System Part One.Birhanu AdmasuNo ratings yet
- Ensuring Success of New Products Through Strategic NPD ManagementDocument3 pagesEnsuring Success of New Products Through Strategic NPD ManagementCrispin TanentoaNo ratings yet
- Bussiness Strategy v1.0Document3 pagesBussiness Strategy v1.0Annu BabuNo ratings yet
- OM Chapter 3Document17 pagesOM Chapter 3Kumkum SultanaNo ratings yet
- Product Management Is An Organizational Lifecycle Function Within A Company Dealing With TheDocument20 pagesProduct Management Is An Organizational Lifecycle Function Within A Company Dealing With TheHarsh MaheshwariNo ratings yet
- Product Design and Process SelectionDocument14 pagesProduct Design and Process Selectionemmanuel Johny95% (19)
- Bba1styrmarketing U-3Document6 pagesBba1styrmarketing U-3Md FerozNo ratings yet
- New Product DevelopmentDocument4 pagesNew Product DevelopmentKhan ArotusNo ratings yet
- Pricing Decisions: Course InstructorDocument239 pagesPricing Decisions: Course Instructormalibabu .gembaliNo ratings yet
- OM CHAPTER THREEE Student Handout-1Document34 pagesOM CHAPTER THREEE Student Handout-1kassahungedefaye312No ratings yet
- Production and Operations Management for New Product and Service DesignDocument29 pagesProduction and Operations Management for New Product and Service Designyared haftuNo ratings yet
- Process ManagementDocument30 pagesProcess ManagementPARVEENNo ratings yet
- New Product LaunchDocument43 pagesNew Product LaunchSB100% (1)
- Chapter3 Product DesignDocument43 pagesChapter3 Product DesignGeni AshuraNo ratings yet
- Exam O&PMDocument18 pagesExam O&PMdkaluale16No ratings yet
- Lecture 5&6Document20 pagesLecture 5&6bhadrakali9861268344No ratings yet
- Unit 1 POMDocument4 pagesUnit 1 POMAnmolpreet KaurNo ratings yet
- IM Module 4Document54 pagesIM Module 4Ravishankar UlleNo ratings yet
- Assignment 1: Topics CoveredDocument25 pagesAssignment 1: Topics CoveredRamasubramaniam PalaniswamyNo ratings yet
- Key Points for Chapter 9 New Product DevelopmentDocument7 pagesKey Points for Chapter 9 New Product Developmentsaba twoNo ratings yet
- New Product Development Strategy, Tactics & Process StrategyDocument35 pagesNew Product Development Strategy, Tactics & Process StrategyLokesh GurseyNo ratings yet
- Designing Services and Products for OperationsDocument206 pagesDesigning Services and Products for OperationsTIZITAW MASRESHANo ratings yet
- New Product DevelopmentDocument15 pagesNew Product DevelopmentRasmi RanjanNo ratings yet
- New Product Development - SaiDocument14 pagesNew Product Development - Saisainath89100% (1)
- New Product Development ProcessDocument6 pagesNew Product Development Processsomebodystopme21No ratings yet
- Revisi PPT2-Design of Goods and ServicesDocument52 pagesRevisi PPT2-Design of Goods and ServicesAbdul GhoniNo ratings yet
- 2 DesignofServices&GoodsDocument32 pages2 DesignofServices&GoodsPrateek HosamaniNo ratings yet
- Chapter 5Document2 pagesChapter 5John Paul Palomino AndradeNo ratings yet
- Product and Service Design Operations ManagementDocument13 pagesProduct and Service Design Operations ManagementRafael AbanesNo ratings yet
- Study On New ProductDocument26 pagesStudy On New ProductPallavi NandaNo ratings yet
- Project Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowDocument7 pagesProject Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowapoorvaNo ratings yet
- 7 Stages New Product Development ProcessDocument8 pages7 Stages New Product Development ProcesskashemNo ratings yet
- NPD Process: Idea to Market in 8 StepsDocument15 pagesNPD Process: Idea to Market in 8 StepsYuvrajsinh ChauhanNo ratings yet
- Product Design & Development: The Generic Process For Developing New ProductsDocument7 pagesProduct Design & Development: The Generic Process For Developing New ProductsRandeep DevNo ratings yet
- Feasibility Study: Presented byDocument21 pagesFeasibility Study: Presented byTanaka dzapasiNo ratings yet
- New Product Development Essentials: Hands-on Help for Small Manufacturers and Smart Technical People: No Nonsence Manuals, #2From EverandNew Product Development Essentials: Hands-on Help for Small Manufacturers and Smart Technical People: No Nonsence Manuals, #2Rating: 4 out of 5 stars4/5 (1)
- Mechanical OperationsDocument2 pagesMechanical OperationsGebrekiros ArayaNo ratings yet
- Plant Design and Economics - : Tsegay GDocument29 pagesPlant Design and Economics - : Tsegay GGebrekiros ArayaNo ratings yet
- Plant Design and Economics - : Tsegay GDocument29 pagesPlant Design and Economics - : Tsegay GGebrekiros ArayaNo ratings yet
- DsDocument1 pageDsGebrekiros ArayaNo ratings yet
- AsDocument14 pagesAsGebrekiros ArayaNo ratings yet
- Ch4 DesignDocument72 pagesCh4 DesignGebrekiros ArayaNo ratings yet
- Ch5 AbsorptionDocument56 pagesCh5 AbsorptionGebrekiros ArayaNo ratings yet
- Ch4 DistillationDocument64 pagesCh4 DistillationGebrekiros ArayaNo ratings yet
- L 3Document60 pagesL 3Gebrekiros ArayaNo ratings yet
- L 2Document24 pagesL 2Gebrekiros ArayaNo ratings yet
- Consumer S Preference Towards Organic Food Products: Rupesh Mervin M and Dr. R. VelmuruganDocument5 pagesConsumer S Preference Towards Organic Food Products: Rupesh Mervin M and Dr. R. VelmuruganGousia SiddickNo ratings yet
- Budget Process Section FY17 - 201705311121313815Document25 pagesBudget Process Section FY17 - 201705311121313815AdelNo ratings yet
- GST PresentationDocument92 pagesGST PresentationMehzabeen ShaheenNo ratings yet
- Organization Development and Change 10th Edition Cummings Test Bank 1Document36 pagesOrganization Development and Change 10th Edition Cummings Test Bank 1carolynthompsonpbragjqyfe100% (25)
- TEch Trends ReportDocument23 pagesTEch Trends ReportOUSEPPACHAN JOSHYNo ratings yet
- Document of ERP (SAP) Standard Operating Procedure: Jharkhand Bijli Vitran Nigam LimitedDocument79 pagesDocument of ERP (SAP) Standard Operating Procedure: Jharkhand Bijli Vitran Nigam LimitedLaxmaiah ANo ratings yet
- Boom in Global Fintech InvestmentDocument16 pagesBoom in Global Fintech Investmentscrdbsr100% (2)
- Env Audit - TimetableDocument1 pageEnv Audit - Timetablerobby damanikNo ratings yet
- Synergo Intro DeckDocument14 pagesSynergo Intro DeckAri titikNo ratings yet
- Conflict Minerals Reporting Template (CMRT) : Link To Terms & ConditionsDocument3 pagesConflict Minerals Reporting Template (CMRT) : Link To Terms & ConditionsDevika raksheNo ratings yet
- Personal Propert Security Act OutlineDocument1 pagePersonal Propert Security Act OutlineMJ CreceNo ratings yet
- Taller 1Document2 pagesTaller 1juan camilo montenegro cañonNo ratings yet
- Three Factors Impacting Gillette's Business and Value Chain AnalysisDocument15 pagesThree Factors Impacting Gillette's Business and Value Chain AnalysisNur Dina AbsbNo ratings yet
- 100 Womens Issues PLR Articles License TermsDocument2 pages100 Womens Issues PLR Articles License TermsJap Ganzan0% (1)
- Company Profile 1Document6 pagesCompany Profile 1MangeshNo ratings yet
- Tutorial 1 SolutionsDocument2 pagesTutorial 1 SolutionsrayenNo ratings yet
- Labor Relations ManagementDocument2 pagesLabor Relations ManagementGwen PimentelNo ratings yet
- Verb TenseDocument12 pagesVerb TenseVuiNo ratings yet
- Evolution of Beauty Dove Case StudyDocument21 pagesEvolution of Beauty Dove Case StudyVisakh Viswanathan100% (1)
- Case Study ProcessDocument15 pagesCase Study ProcessKhandelwal CyclesNo ratings yet
- Enterprise ArchitectureDocument8 pagesEnterprise ArchitectureRahul BadaikNo ratings yet
- Assignment On MoneybhaiDocument7 pagesAssignment On MoneybhaiKritibandhu SwainNo ratings yet
- Test Bank For International Business Environments Operations 14 e 14th Edition John Daniels Lee Radebaugh Daniel SullivanDocument26 pagesTest Bank For International Business Environments Operations 14 e 14th Edition John Daniels Lee Radebaugh Daniel Sullivannataliebuckdbpnrtjfsa100% (24)
- Advantages and Disadvantages of TelemarketingDocument3 pagesAdvantages and Disadvantages of TelemarketingVenky PragadaNo ratings yet
- 10 Activity 1 Costing PricingDocument3 pages10 Activity 1 Costing PricingErika SalasNo ratings yet
- reportImpRelsPerm (15) - 230105 - 175643Document2 pagesreportImpRelsPerm (15) - 230105 - 175643Kiya MathewosNo ratings yet
- Ocean v. Blue Cross 11Document32 pagesOcean v. Blue Cross 11Satyam JainNo ratings yet
- Full Download Management Accounting Information For Decision Making and Strategy Execution Atkinson 6th Edition Test Bank PDF Full ChapterDocument36 pagesFull Download Management Accounting Information For Decision Making and Strategy Execution Atkinson 6th Edition Test Bank PDF Full Chaptersloppy.obsidian.v8ovu100% (18)
- 2021.10.06 Boq Facade Civil Works at b10 - 20211129Document24 pages2021.10.06 Boq Facade Civil Works at b10 - 20211129Irul HimawanNo ratings yet
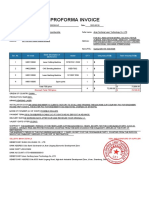
- Proforma Invoice: Ser. No. HS Code Detail Description of Machineries Model Q'Ty Unit Price (USD$) Total Amount (USD$)Document3 pagesProforma Invoice: Ser. No. HS Code Detail Description of Machineries Model Q'Ty Unit Price (USD$) Total Amount (USD$)OLIYADNo ratings yet