You might also like
- Determination of Ka of Unknown AcidDocument23 pagesDetermination of Ka of Unknown AcidShasha0% (1)
- DistillationDocument29 pagesDistillationgebremichaelNo ratings yet
- Distillation 2Document20 pagesDistillation 2arslanadeelNo ratings yet
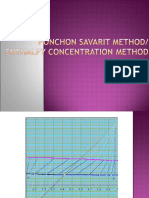
- Ponchon Savarit MethodDocument34 pagesPonchon Savarit Methodppga410100% (7)
- Working Guide to Vapor-Liquid Phase Equilibria CalculationsFrom EverandWorking Guide to Vapor-Liquid Phase Equilibria CalculationsRating: 5 out of 5 stars5/5 (1)
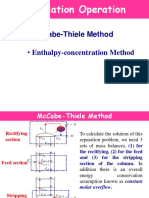
- Mc-Cabe Thiele MethodDocument23 pagesMc-Cabe Thiele MethodSyauqi Subri100% (2)
- Isolation and Purification of Protein PPSDocument26 pagesIsolation and Purification of Protein PPSHamid HeidariNo ratings yet
- Ponchon-Savarit method enthalpy concentration diagram analysisDocument41 pagesPonchon-Savarit method enthalpy concentration diagram analysisHearty Ceeda50% (2)
- HPLC Troubleshooting: Problem Possible Cause SolutionDocument9 pagesHPLC Troubleshooting: Problem Possible Cause SolutionAbhishek RajNo ratings yet
- Chem TitrationDocument14 pagesChem Titrationapi-441551987No ratings yet
- 221 06Document25 pages221 06Fransiscus Leo ChandraNo ratings yet
- Checklist For Review of Analytical Raw DataDocument10 pagesChecklist For Review of Analytical Raw Datasandeep sharma100% (1)
- Jawaharlal Nehru Technological University Kakinada: III Year B. Tech. Petrochemical Engineering II SemDocument37 pagesJawaharlal Nehru Technological University Kakinada: III Year B. Tech. Petrochemical Engineering II SemHashmi AshmalNo ratings yet
- Plate Contactors & Distillation Tower PresentationDocument61 pagesPlate Contactors & Distillation Tower PresentationAli AmjadNo ratings yet
- ACTIVITY 4. ASPIRIN RationaleDocument5 pagesACTIVITY 4. ASPIRIN RationaleQuenneeNo ratings yet
- Mccabe ThieleDocument15 pagesMccabe ThieleChintan ModiNo ratings yet
- Continuous DistillationDocument29 pagesContinuous DistillationSAI P HARIHARAN 19BCM0030No ratings yet
- Mass and Energy Balances - Stripping Section and Partial ReboilerDocument45 pagesMass and Energy Balances - Stripping Section and Partial ReboilerShamsMohd100% (1)
- PMS Self StudyDocument16 pagesPMS Self StudyAbhishek KabburNo ratings yet
- McCabe-Thiele Method 1Document37 pagesMcCabe-Thiele Method 1HariKrishnaBushi100% (2)
- Introduction of Feed: The Q-LineDocument8 pagesIntroduction of Feed: The Q-LineQuang Huy BùiNo ratings yet
- The Mccabe-Thiele Method: Stream Total Molar Flowrate Composition (Mole Fraction MVC) V YDocument10 pagesThe Mccabe-Thiele Method: Stream Total Molar Flowrate Composition (Mole Fraction MVC) V YRose Dane Escobedo DiestaNo ratings yet
- Ponchon-Savarit NotesDocument19 pagesPonchon-Savarit Noteskyle2kdNo ratings yet
- DistillationTheory 1Document21 pagesDistillationTheory 1Prashant KumarNo ratings yet
- Mccabe Thiele MethodDocument5 pagesMccabe Thiele MethodSethumadhavan KundumaniNo ratings yet
- Propylene-Propane - Howat Swift - McCabe ThieleDocument19 pagesPropylene-Propane - Howat Swift - McCabe ThieleFred FaberNo ratings yet
- Mccabe Thiele MethodDocument3 pagesMccabe Thiele Methodmusmanzafar100% (1)
- Mccabe ThieleDocument63 pagesMccabe ThieleAshlesh MangrulkarNo ratings yet
- 3G4 Distillation CalculationsDocument22 pages3G4 Distillation CalculationsMahmoud Nasr0% (1)
- Distillation Design The Mccabe-Thiele MethodDocument24 pagesDistillation Design The Mccabe-Thiele MethodNagwa MansyNo ratings yet
- Ponchon Savarit PDFDocument71 pagesPonchon Savarit PDFAnonymous UFa1z9XUANo ratings yet
- A-Cold Liquid Feed B - Saturated Liquid Feed C - Partially Vaporized Feed D - Saturated Vapor Feed e - Superheated Vapor FeedDocument16 pagesA-Cold Liquid Feed B - Saturated Liquid Feed C - Partially Vaporized Feed D - Saturated Vapor Feed e - Superheated Vapor FeedAmr HassanNo ratings yet
- L IJIIIDocument8 pagesL IJIIIBambang RiantoNo ratings yet
- 4444444Document11 pages4444444jayesh newalNo ratings yet
- Theoretical Plates Calculation by McCabe-Thiele MethodDocument4 pagesTheoretical Plates Calculation by McCabe-Thiele Methodmohammad shoaibNo ratings yet
- Theoretical Plates Calculation by McCabe-Thiele Method PDFDocument4 pagesTheoretical Plates Calculation by McCabe-Thiele Method PDFGODWIN ANYIMAHNo ratings yet
- Transcript - Multicomponent Flash Calculations VideoDocument3 pagesTranscript - Multicomponent Flash Calculations VideoChristopher RileyNo ratings yet
- Binary distillation designDocument23 pagesBinary distillation designPar PatelNo ratings yet
- Separating Mixtures Volatility Unit Operation Chemical ReactionDocument18 pagesSeparating Mixtures Volatility Unit Operation Chemical ReactionmalavurNo ratings yet
- Chapter 4 (Process Description)Document6 pagesChapter 4 (Process Description)Jamil WarrenNo ratings yet
- Distillation L5Document25 pagesDistillation L5Shiavm PatelNo ratings yet
- Distillation L6Document21 pagesDistillation L6Shiavm PatelNo ratings yet
- Online Lecture 6: A (X, X) B (0, X / (R + 1) )Document8 pagesOnline Lecture 6: A (X, X) B (0, X / (R + 1) )shamsul aminNo ratings yet
- Chapt4 Part3Document58 pagesChapt4 Part3ShamsMohdNo ratings yet
- McCabe-Thiele Graphical Method Binary RectificationDocument12 pagesMcCabe-Thiele Graphical Method Binary RectificationSem FilioNo ratings yet
- Lab ManualDocument59 pagesLab ManualmarkNo ratings yet
- Chemical AssignmentDocument15 pagesChemical AssignmentAbdulrahman AlameriNo ratings yet
- Visualizing The MacCabe Thiele Diagram PDFDocument9 pagesVisualizing The MacCabe Thiele Diagram PDFMayank SinhaNo ratings yet
- Distillation, Ponchon Savarit, ShahzadDocument30 pagesDistillation, Ponchon Savarit, ShahzadMahad ZahidNo ratings yet
- Distillation Tutorial IIDocument11 pagesDistillation Tutorial IIThabangNo ratings yet
- McCabe-Thiele Method for Distillation Column DesignDocument58 pagesMcCabe-Thiele Method for Distillation Column DesignShamsMohdNo ratings yet
- McCabe-Thiele Method Distillation DesignDocument9 pagesMcCabe-Thiele Method Distillation DesignIndra KurniawanNo ratings yet
- Column Distillation Stage BalancesDocument39 pagesColumn Distillation Stage BalancesShamsMohdNo ratings yet
- Continuous Distillation Practice 1Document35 pagesContinuous Distillation Practice 1Najmul Puda PappadamNo ratings yet
- Distillation Continued: V Moles Per HourDocument12 pagesDistillation Continued: V Moles Per HourronaldNo ratings yet
- Distillation Tutorial II - McCabe-Thiele Method of Distillation DesignDocument10 pagesDistillation Tutorial II - McCabe-Thiele Method of Distillation DesignShawna AndersonNo ratings yet
- Total Reflux. in Design Problems, The Desired Separation Is Specified and A Column IsDocument8 pagesTotal Reflux. in Design Problems, The Desired Separation Is Specified and A Column IsmantascitaNo ratings yet
- 5 - McCabe-ThieleDocument22 pages5 - McCabe-ThieleOne PieceNo ratings yet
- Distillation DesignDocument30 pagesDistillation DesignAlonso Flores BelloNo ratings yet
- Chap4 4 PDFDocument8 pagesChap4 4 PDFroxetteNo ratings yet
- Lab Cheat Sheet, Distill and ArtificalDocument5 pagesLab Cheat Sheet, Distill and ArtificalFarhan M JafrINo ratings yet
- Modified Ponchon-Savarit and McCabe-Thiele MethodsDocument6 pagesModified Ponchon-Savarit and McCabe-Thiele MethodsMonica HidalgoNo ratings yet
- Module-4: by Pandurangan.K Assistant Professor Senior VIT VelloreDocument51 pagesModule-4: by Pandurangan.K Assistant Professor Senior VIT VelloreUrvaNo ratings yet
- Lect 04Document13 pagesLect 04aminabutt4524No ratings yet
- Plant Design and Economics - : Tsegay GDocument29 pagesPlant Design and Economics - : Tsegay GGebrekiros ArayaNo ratings yet
- Plant Design and Economics - : Tsegay GDocument29 pagesPlant Design and Economics - : Tsegay GGebrekiros ArayaNo ratings yet
- Mechanical OperationsDocument2 pagesMechanical OperationsGebrekiros ArayaNo ratings yet
- DsDocument1 pageDsGebrekiros ArayaNo ratings yet
- AsDocument14 pagesAsGebrekiros ArayaNo ratings yet
- Ch5 AbsorptionDocument56 pagesCh5 AbsorptionGebrekiros ArayaNo ratings yet
- L 3Document60 pagesL 3Gebrekiros ArayaNo ratings yet
- Ch4 DistillationDocument64 pagesCh4 DistillationGebrekiros ArayaNo ratings yet
- L 2Document24 pagesL 2Gebrekiros ArayaNo ratings yet
- Abstract (Challenges in Fruit Juice Concentration Through Forward Osmosis)Document2 pagesAbstract (Challenges in Fruit Juice Concentration Through Forward Osmosis)waheed -ur-rehmanNo ratings yet
- BR ERS 500 Suppressor BR 70662Document8 pagesBR ERS 500 Suppressor BR 70662Marcelo SantibañezNo ratings yet
- 2-1. Review On Crystal Structure and Quantum Physics BandsDocument49 pages2-1. Review On Crystal Structure and Quantum Physics BandsStevie AdrielNo ratings yet
- EdExcel A Level Chemistry Unit 4 Mark Scheme Results Paper 1 Jan 2006Document11 pagesEdExcel A Level Chemistry Unit 4 Mark Scheme Results Paper 1 Jan 2006Neen NaazNo ratings yet
- Farmakog Mono Dan DiterpenDocument47 pagesFarmakog Mono Dan DiterpenElvi Rachma NiaNo ratings yet
- Application Quat Pesticide Analysis Agilent Sampliq WCX Spe 5994 1307en AgilentDocument4 pagesApplication Quat Pesticide Analysis Agilent Sampliq WCX Spe 5994 1307en AgilentJaycer AsbyssNo ratings yet
- Chemistry For First Year UniversityDocument117 pagesChemistry For First Year UniversityJosh WalkerNo ratings yet
- Experiment 11Document5 pagesExperiment 11Jc GohNo ratings yet
- Apura: For Highest StandardsDocument28 pagesApura: For Highest StandardsDiego GarzonNo ratings yet
- Titration Curves ExplainedDocument10 pagesTitration Curves Explainedryan1230987No ratings yet
- Experiment 3 Filtration-Grp. 5Document20 pagesExperiment 3 Filtration-Grp. 5Claudine Valdez100% (1)
- Class Xi Ionic EquilibriumDocument3 pagesClass Xi Ionic EquilibriumEnglishNo ratings yet
- Determination of Iron ContentDocument4 pagesDetermination of Iron ContentAakash AryanNo ratings yet
- Genchem 2 W7Document6 pagesGenchem 2 W7Christian PazNo ratings yet
- Assignment Chapter 4-pH-Acidity-Alkalinity-VFA HKTMTDocument9 pagesAssignment Chapter 4-pH-Acidity-Alkalinity-VFA HKTMTThành Lợi0% (1)
- Qualitative Analysis of Solutions To Measure PH Lab Report - Cady BrightDocument4 pagesQualitative Analysis of Solutions To Measure PH Lab Report - Cady Brightapi-298329103No ratings yet
- European Standards Fro Metallic MaterialsDocument3 pagesEuropean Standards Fro Metallic MaterialsVivi GouriotiNo ratings yet
- Chlopheniramine Test 190183Document2 pagesChlopheniramine Test 190183Irvinn NhutsNo ratings yet
- BS Chemical Engineering Gravimetric AnalysisDocument5 pagesBS Chemical Engineering Gravimetric AnalysisRichCamachoNo ratings yet
- Two Dimensional Liquid ChromatographyDocument44 pagesTwo Dimensional Liquid ChromatographyJero WilsonNo ratings yet
- Characterization of Proanthocyanidins From Grape SeedsDocument14 pagesCharacterization of Proanthocyanidins From Grape SeedsKimberly GutièrrezNo ratings yet
- Full Download Organic Chemistry 8th Edition Bruice Test Bank PDF Full ChapterDocument36 pagesFull Download Organic Chemistry 8th Edition Bruice Test Bank PDF Full Chapterattabaldigitulejp7tl100% (17)
- CENTRIFUGATIONDocument39 pagesCENTRIFUGATIONAhmad AshrafNo ratings yet
- Lesson 10: Acids, Bases and SaltsDocument34 pagesLesson 10: Acids, Bases and SaltsAndrew John CellonaNo ratings yet