Professional Documents
Culture Documents
Automatic Inspection of Artillery Shell Radiographs
Uploaded by
nanocardosoOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Automatic Inspection of Artillery Shell Radiographs
Uploaded by
nanocardosoCopyright:
Available Formats
i c 1L1_ 1 ('(ri-,,6
AUTOMATIC INSPECTION
AUTOMATIC INSPECTION OF
OF ARTILLERY
ARTILLERY SHELL
SHELL RADIOGRAPHS*
J. J. Pearson,
Pearson, W. G.
G. Eppler,
Eppler, O.
O. Firschein, M.
M. H. Jacoby, J.
H. Jacoby, J. Keng, and S.
Keng, and S. M.
M. Jaffey
Jaffey /
Lockheed
Lockheed Palo
Palo Alto Research
Research Laboratory
Laboratory
Palo Alto, California
Palo California 94304
94304
Abstract
Techniques for
Techniques for the
the automatic defects, such
automatic detection of defects, such as cracks and
and cavities
cavities in
in radiographs
radiographs of
of artillery
artillery
shells,
shells, have
have been
been developed and demonstrated.
demonstrated. Because the defect
Because the subtle and
defect indications are subtle and ride
ride on
on an
an
intensity
intensity trend
trend that
that varies
varies greatly
greatly across the field,
across the field, it
it is
is necessary to precede the
the detection
detection algorithms
algorithms by
by
pre-processing
pre -processing steps
steps which
which "flatten"
"flatten" the
the trend
trend and
and emphasize the defects. The
emphasize the The algorithms are described and
examples
examples of
of their
their performance are are shown.
shown.
Introduction
A set
set of algorithms has been
been developed and
and demonstrated
demonstrated for
for the
the automatic
automatic evaluation
evaluation of
of radiographs
radiographs ofof
artillery shells. The techniques lead
artillery shells. lead to
to accept
accept/reject
/reject decisions
decisions based on the presence ofof certain
certain specified
specified
classes
classes of defects the high explosive (HE)
defects in the (HE) region of the
the shell.
shell. Among the
the defect
defect classes
classes are
are small
small and
and
large
large cavities,
cavities, cracks,
cracks, pipes,
pipes, annular
annular rings, foreign inclusions,
rings, foreign inclusions, regions and base
regions of high porosity, and base separa-
separa-
tions. Such inspections
inspections are
are currently performed by human inspectors.
inspectors. The defect indications havehave low
low
contrast,
contrast, against
against aa high contrast background, and some
contrast background, some of them
them have
have dimensions comparable
comparable to
to the
the grain
grain size
size
of the film.
film.
A previous
previous paper reported successful
successful detection
detection of
of aa restricted
restricted set
set of
of these
these defects
defects using
using images
images scanned
scanned
with a microdensitometer.'l' the previous and
microdensitometer.(1) Both the and present
present investigations
investigations were
were performed
performed using
using Lockheed's
Lockheed's
general
general purpose
purpose interactive image processing system.
interactive image system.
The equipment
equipment configuration proposed for
for implementing
implementing the
the techniques
techniques at
at the
the required
required speeds
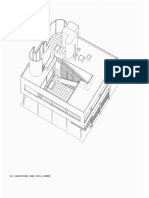
speeds isis shown
shown in
in
Fig. 1. The
Fig. 1. the diagram
The limiting blocks in the diagram are the
the scanner
scanner-integrator
-integrator for
for image
image quality,
quality, and
and the
the array
array
for computational speed.
processor for speed. Experiments indicate
indicate that
that use of
of aa high
high resolution
resolution 1.5
1.5 inch
inch vidicon
vidicon
camera,
camera, followed
followed by logarithmic digitization and nine frames
by logarithmic frames of digital integration,
integration, can
can reduce
reduce the
the entire
entire TV
TV
contribution to less
less than
than 0.006D.
0.006D. Thus, the
the system
system can
can provide
provide sufficient
sufficient image
image quality
quality for
for successful
successful oper-
oper-
ation of the
the detection algorithms.
algorithms.
REFRESH
LIGHT TV i DIGITIZER/
MEMORY NO. 1
TABLE SCANNER INTEGRATOR
140 K
DATA HOST COMPUTER ARRAY PROCESSOR
TERMINAL
DATA PROGRAM
DATA CORE
CORE CORE
PROGRAM CORE
1
REFRESH
DISC
MEMORY NO. 2 DISPLAY
128 K
Fig.
Fig. 11 Diagram of
Block Diagram of Proposed
Proposed System
System for
for Real
Real-Time
-Time Implementation of
of Automatic
Automatic Inspection
Inspection Algorithms
Algorithms
The
The processing
processing algorithms into four
algorithms can be divided into four major groups,
groups, (1)
(1) shell positioning and and boundary
boundary defin-
defin-
ition, (2)
ition, (2) detection and quantitative measurement,
measurement, (3)
(3) major defect detection, and and (4) basebase separation
detection. Two of the
the defect types,
types, base
base separation
separation and
and major
major defects
defects are
are singled
singled out
out for
for special
special treatment
treatment
because
because of different processing requirements.
requirements. For all processing except Base Separation
Separation Detection,
Detection, the
the
horizontal
horizontal and
and vertical distance between
between pixels
pixels was
was 500
500 microns
microns (i.e.,
(i.e., approximately
approximately5050pixels
pixels/inch).
/inch). Fig.
Fig. 2
shows
shows aa typical
typical digital
digital image
image which
which occupies
occupies a region approximately 175175 x 375
375 pixels. In the case of of Base
Base
Separation
Separation Detection,
Detection, higher
higher resolution is
is required and a pixel spacing of 125
125 microns (i.e.,
(i.e., approximately
approximately
200 pixels
pixels/inch)
/inch) was
was used.
*- This
This work was
was carried out
out for the U.S.
U.S. Army Advanced Research and Development
Development Command,
Command, Dover,
Dover, New
New Jersey,
Jersey,
Contract DAAK10-78-C-0010.
Contract DAAK10 -78 -C -0010.
214 /I SPIE
214 SPIE Vol.
Vol. 155
155 Image
Image Understanding
Understanding Systems
Systems &
8- Industrial
Industrial Applications
Applications (19781
(1978)
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/13/2015 Terms of Use: http://spiedigitallibrary.org/ss/TermsOfUse.aspx
AUTOMATIC INSPECTION
AUTOMATIC INSPECTION OF
OF ARTILLERY
ARTILLERY SHELL
SHELL RADIOGRAPHS
RADIOGRAPHS
Definition
Shell Positioning and Boundary Definition
In
In an
an operational system, the radiograph will be
operational system, be posi-
tioned
tioned inin front
front of
of the
the television
television camera
camera with small but
with small but
unknown translational
translational and angular misalignments.
misalignments. It is is
necessary toto determine these
these misalignments and pass
pass them
them
to
to devices/systems
devices /systems which
which bring
bring the
the image accurate
image into accurate
alignment. This can be accomplished by
alignment. by mechanically
mechanically
the film
moving the film or
or (as
(as required
required by
by high-
high-throughput sys-
throughput sys-
tems) by
tems) by electronically moving thethe scan
scan on the vidicon
camera tube.
tube. Once
Once the image has
the image has been aligned correctly,
correctly,
it
it is
is necessary
necessary to
to determine the boundary
determine the boundary between the
the
charge area and thethe shell
shell casing.
casing. This boundary is is used
to
to guide
guide and
and limit certain of of the
the processing
processing operations.
operations.
Orientation and
Orientation and Position Determination
A line
line near the
the bottom of the
the shell
shell is
is read
read into
into the
the
from the
computer from the display
display memory.
memory. The intensity
intensity values
values
along such a line
line increase
increase from
from the
the center
center outward
outward to
to the
the
metal casing where the
metal casing the radiograph
radiograph has
has minimum
minimum optical
optical
density, see
density, see Fig.
Fig. 3.
3. The left
left and
and right
right charge
charge/casing
/casing
boundaries are detected by searching
searching from
from the
the (approxi-
(approxi-
mate)
mate) center outward toto the
the first
first local
local maximum. The
process is
process is repeated to
to find
find the
the left
left and
and right
right boundaries
boundaries
Fig.
Fig. 2 2 Example of Unprocessed Artillery Shell
Shell for aa line
for line near the
the top
top of
of the
the shell.
shell. The midpoints
Radiograph. between boundaries
boundaries are determined forfor the
the upper and
and lower
lower
Fig. 33
Fig. Intensity Values Along Horizontal Fig. 44 Intensity Values Along Vertical Cursor
Cursor
Cursor in Fig.
Fig. 2.
2. Fig. 2.
in Fig. 2.
lines
lines and
and the
the average
average of
of the
the two
two is
is used
used as
as the
the estimate
estimate of
of horizontal
horizontal offset.
offset. The angular misalignment is
is
computed by determining
computed determining the angle of the
the line
line between
between the
the upper and lower
lower midpoints.
midpoints,
Charge Region
Charge Region Boundary Determination
The left and
The left and right boundaries are found
right boundaries found for
for all lines
lines in
in much the
the same
same way as described previously.
previously. One
important
important difference
difference isis that
that it
it is
is not
not necessary to start
necessary to the boundary
start the boundary search in the
search in the center;
center; instead,
instead, only a
narrow strip
narrow strip around the boundary for
around the for the
the adjacent line
line must be searched.
searched. A second
second difference is
is that
that in
in the
the
curved base
base region the
the search direction must be changed from
from horizontal
horizontal to
to vertical;
vertical; this
this is
is necessary
necessary to
to
the search as
make the as nearly normal to
to the
the boundary
boundary as possible.
possible.
Detection and Quantitative Measurement
This function is
This function is conceptually identical
identical to the
the one
one previously reported.
reported. The algorithms take
take as
as input
input aa
digital image at
digital image at 500
500 micron pixel spacing and produce as output
output a printed report giving quantitative
quantitative
SP/E Vol.
SPIE Vol.155155
Image Understanding
/mage Systems &
Understanding industrial&Applications
Systems Industrial (1978)
Applications
/ 215 (1978)
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/13/2015 Terms of Use: http://spiedigitallibrary.org/ss/TermsOfUse.aspx
PEARSON, EPPLER, FIRSCHEIN,
PEARSON, EPPLER, FIRSCHEIN, JACOBY, KENG, JAFFEY
JACOBY, KENG,
information
information on
on all
all flaws
flaws within
within the
the charge
charge region (except for
region (except for base
base separation).
separation).
Field
Field Flattening
Flattenin
Large
Large density
density variations
variations occur within the charge region due to to shell
shell geometry (i.e.,
(i.e., diameter,
diameter, casing
casing
thickness,
thickness, and
and compression band).
band). Figore
Figure 33 shows
shows the intensity variation
the intensity variation along
along the row designated by by the
the
horizontal
horizontal cursor
cursor inin Fig.
Fig. 2.
2. Similarly,
Similarly, Fig.
Fig. 44 shows
shows the
the intensity
intensity variation
variation along the
the column designated by
the
the vertical
vertical cursor Fig. 2.
cursor in Fig. 2. These systematic intensity
intensity variations are
are extremely
extremely large
large compared
compared with
with
intensity
intensity changes
changes caused
caused by
by flaws
flaws and
and therefore
therefore must
must be
be removed before the
removed before the flaws
flaws can be
be detected.
detected. Comparison
Figs. 33 and
of Figs. and 44 shows that the horizontal variation is
shows that is much better behaved
behaved (in
(in the
the sense
sense of
of being
being approxi-
approxi-
mated by a low
low-order
-order polynomial) the vertical
polynomial) than the vertical variation.
variation. For
For this
this reason the field
field flattening
flattening algorithm
algorithm
takes
takes its
its input
input from
from refresh
refresh memory
memory one
one horizontal
horizontal row
row at
at aa time, fits the
time, fits the intensity variation in in the
the charge
region with
region with aa polynomial,
polynomial, subtracts thethe estimated intensity
intensity from
from the
the actual intensity,
intensity, and
and writes
writes the
the differ-
differ-
ence (i.e., the
ence (i.e., field flattened image)
the field image) back out to
to refresh memory.
memory.
great deal of effort has
A great has been
been devoted
devoted toto improving
improving field
field flattening
flattening techniques
techniques because
because residual
residual trends
trends
which
which remain
remain after
after field
field flattening determine the smallest flaws flaws which can be
be detected.
detected. The problem is is to
to
find
find aa method
method which
which fits
fits the
the systematic
systematic variation (which is
variation (which is particularly
particularly difficult due to to steep
steep slope
slope near thethe
shell casing)
shell casing) without
without following (and(and thereby subtracting out) out) the
the variation caused
caused by
by the
the flaws.
flaws. The follow-
follow-
ing techniques
ing techniques for
for fitting the horizontal intensity
fitting the intensity variation were investigated:
investigated: Single
Single-strip second-order
-strip second -order
polynomial; three
three-strip
-strip second-order
second -order polynomial; unbiased moving-
polynomial; unbiased moving-window unbiased moving-
window average; unbiased moving-window
window
average with
with wild
wild-point
-point rejection; single
single-strip fourth-order
-strip fourth -order polynomial three-strip
polynomial and three fourth-order
-strip fourth -order polynom-
polynom-
ial. The which gives
The technique which gives the
the best
best result
result isis the
the fourth
fourth-order operating separately
-order polynomial operating separately on
on strips
strips
first 25
from the first 25%,
%, middle
middle 50%,
50 %,and
and last
last 25%
25% of
of the
the pixels
pixels within
within aa single line.
line.
of the
The result of the field
field flattening
flattening operation
operation is
is shown
shown in
in Figs.
Figs. 5 5-7. Fig. 5,
-7. In Fig. 5, the
the estimated
estimated systematic
systematic
trend has
trend has been
been subtracted
subtracted and the difference
and the factor of
difference multiplied by a factor of eight;
eight; the
the flaws
flaws are
are quite
quite apparent
apparent
in this
in this figure
figure while they could not be observed at all in the input
while they input image,
image, Fig.
Fig. 2.
2. Fig.
Fig. 66 gives the
the column
average
average for 16 successive
for 16 successive rows; shows that the
rows; it shows the residual trend is is less
less than
than +2 counts
counts referred
referred toto the
the input
input
image which
image which represents approximately
approximately +0.007D
+0.007D film-
film-density
density oror +0.03 flaw thickness.
+0.03 inch of flaw thickness. Fig.
Fig. 77 gives the
the
standard
standard deviation
deviation of
of the
the noise for the
noise for the same 16
16 rows;
rows; it
it shows that
that the
the noise varies across
across the
the shell
shell reaching
reaching
aa maximum
maximum of
of 33 counts (i.e., 0.O1D
counts (i.e., 0.0ID or 0.05
0.05 inch)
inch) in the
the center.
center. This noise is is the
the sum
sum of
of aa constant
constant component
component
due
due to
to film granularity
granularity and
and aa component due to television electronics which varies with with log
log amp
amp gain
gain (there-
(there-
fore is
fore is maximum
maximum at
at the
the center
center of the
the shell).
shell).
Low-Pass
Low -Pass Filtering
Filtering
Figures 88-10
-10 show
show that
that noise
noise caused
caused by
by film
film granularity
granularity
and television electronics is
and is large
large compared
compared with
with field
field
flattening residuals.
flattening residuals. This noise noise is
is characterized
characterized byby
frequency (i.e.,
high spatial frequency (i.e., only
only aa small
small amount
amount of
of
correlation between adjacent pixels) and and therefore
therefore can
can
be reduced
be reduced by
by spatial
spatial low low-pass filtering. However, care
-pass filtering. care
be taken
must be taken toto choose
choose filter
filter parameters
parameters which
which reduce
reduce
the noise
the noise as
as much as possible without significantly
significantly
reducing the
reducing the amplitude of variations caused caused by
by flaws.
flaws. The
chosen is
filter chosen is aa 33 xx 3 3-pixel moving-window
-pixel moving -window average. The The
reasons for
reasons for this
this choice
choice are:are:
moving-window
The moving - windowaverage
average can
can be
be computed faster than
computed faster than
other more general
other general filter
filter functions.
functions.
The 33 x 33-pixel
-pixel size
size is
is compatible
compatible with
with the
the television
resolution; the
resolution; the to
la diameter
diameter ofof the
the television
television image
image
spread function
function isis 2.5
2.5 pixels.
pixels.
The 33 x 33-pixel
-pixel size
size represents
represents approximately 1/16 x
approximately 1/16
1/16 inch
1/16 inch referred the radiograph and therefore
referred to the therefore does
does
filter out
not filter out defects
defects which
which are
are potential
potential flaws.
flaws.
The 33 xx 33-pixel low-pass
-pixel low -pass filter
filter reduces random
reduces the random
noise byby (almost)
(almost) aa factor
factor ofof three
three and
and makes
makes it
it less
less
flattening residuals.
than field flattening residuals.
Fig. 55
Fig. of Field
Result of Field Flattening
Flattening with
witha aThree
Three-
-
Strip, Fourth
Strip, Fourth-Order Polynomial.
-Order Polynomial.
result of
The result of low
low-pass
-pass filtering
filtering is
is given
given in
in Fig.
Fig. 8,
8, which that the
which shows that the flaws
flaws are
are still
still clearly
clearly visible
visible and
and
the noise
the is markedly reduced.
noise is reduced. The rectangular
rectangular grid
grid pattern
pattern was superimposed
superimposed to
to aid
aid the
the discussion
discussion inin the
the
section.
next section.
Threshold Computation
Pixels within cracks,
cracks, cavities, and
and porosities
porosities have
have intensity
intensity values
values which
which are
are lower
lower than
than "normal"
"normal" and
and
within foreign
pixels within foreign inclusions
inclusions have
have intensity
intensity values
values which
whichare
are higher
higherthan
than"normal
"normal".
". However the the problem
problem
216 //SPIE
216 SPIEVol.Vol.
155 image Understanding
155 Image Systems & Systems
Understanding Industrial Applications
& Industrial(1978)Applications (1978)
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/13/2015 Terms of Use: http://spiedigitallibrary.org/ss/TermsOfUse.aspx
OF ARTILLERY
INSPECTION OF
AUTOMATIC INSPECTION RADIOGRAPHS
SHELL RADIOGRAPHS
ARTILLERY SHELL
"Vv,
Fig. 6 6
Fig. Field
Residual Trend Remaining After Field Fig. 77
Fig. Remaining
Standard Deviation of Noise Remaining
Column. Average
Flattening; Computed as the Column
Flattening; Flattening; Computed
Field Flattening;
After Field 16
from 16
Computed from
16 Rows
of 16 Cursor
Rows Centered on the Horizontal Cursor Centered, on the
Rows Centered
Rows Cursor
the Horizontal Cursor
2.
in Fig. 2. 2.
Fig. 2.
in Fig.
complicated by the
is complicated
is fact that
the fact "normal" values
these "normal"
that these (outside
values (outside
which a pixel is
of which as a defect)
is classified as throughout
vary throughout
defect) vary
region. The principal cause of
the charge region. of this threshold
this threshold
is the
variation is the noise
the spatial variation of the in
shown in
noise shown
7.
Fig. 7.
In order to compute these
to compute spatially-dependent
these spatially- thresholds,
dependent thresholds,
region is
the charge region divided into
is divided 24 x x2525-pixel
into 24 -pixel areas as
areas as
shown by the grid in in Fig. 8. Within each
Fig. 8. each window, the histo-
the histo-
the 600 intensity values
gram of the values isis computed and used to
used to
determine intensity value which is greater than
that intensity
determine that the
than the
intensity of 10% of the
intensity pixels in the window;
the pixels window; Fig. shows
Fig. 99 shows
the table
the values corresponding to the grid superimposed
table of values
8. If it
Fig. 8.
on Fig. is assumed
it is the window
that the
assumed that defect-
windowisis inina adefect -
free area, and
free area, and the is normally distributed,
noise is
the noise distributed, then this
then this
intensity represents
intensity 1.30 value of the noise
the 1.3a
represents the noise, in image
in. the image
-pass filtering. This value is
low-pass
before low
before is approximately 3.2a3.2CT
for the noise after low
for filtering so
-pass filtering
low-pass that fewer
so that than 0.1%
fewer than 0.1%
the noise
of the pixels are
noise pixels are less this threshold value
less than this (i.e.,
value (i.e.,
cause
cause false alarms).
two drawbacks: (1)
has two
The approach described above has Comput-
(1) Comput-
ing histograms is
ing is a relatively time-consuming
relatively time operatian, and
-consuming operation, and
The computed
( 2 ) The
(2) threshoId is
computed threshold lowered in
(e.g., lowered
is affected (e.g., the
in the
case of cavities)
case the presence of flaws
cavities) by the in the
flaws in window.
the window.
Fig. 8 Result of Low -Pass Filtering
Low-Pass Using a
Filtering Using, in an
these problems might be overcome in
Both of these operational
an operational
3 x 33-Pixel Moving- Window Average.
-Pixel Moving-Window Average. inspection system by
inspection by computing the threshold table
computing the given by
table given by
Superimposed Grid Shows 24
Grid Shows 25-Pixel
24 xx 25 -Pixel once and
Fig. 99 once
Fig. for all
and for all from the a shell
the radiograph of a known
shell known
Areas Used to Position --
to Compute Position -free. Such an approach will work even though
flaw-free.
be flaw
to be the
though the
Dependent Threshold. radiographs vary
radiographs vary (due inevitable changes
to inevitable
(due to changes in film and
developer, etc.)
developer, because the
etc,) because major trend
the major is still
trend is removed by the field flattening
still removed operation and
flattening operation noise
the noise
and the
source variation
source is repeatable.
variation is
in Fig.
The table in that the
shows that
Fig. 99 shows derived threshold is set approximately
automatically-derived
the automatically- counts below
-4 counts
approximately 22-4 below
the in the
trend in
the trend image. This indicates
the original image. that the
indicates that system can
the system film-density
detect film
can detect variations of
-density variations 0.007D
of 0.007D
0.014D caused
to 0.014D
to flaws in
by flaws
caused by in the range 0.03
the range 0.07 inch deep.
0.03 to 0.07 deep.
SP /EVol.
SPIE Vol. 155
155/mage
/mageUnderstanding
UnderstandingSystems Industrial Applications
Systems&& Industrial 11978)/ / 217
Applications (1978} 217
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/13/2015 Terms of Use: http://spiedigitallibrary.org/ss/TermsOfUse.aspx
PEARSON, EPPLER, FIRSCHEIN,
PEARSON, EPPLER, JACOBY, KENG,
FIRSCHEIN, JACOBY, KENG, JAFFEY
JAFFEY
*
0 243 241 238 242 244 0
0 240 237 233 240 239 251
249 241 240 237 242 240 248
245 241 239 238 242 242 248
240 238 241 239 241 246 246
241 241 239 240 241 243 247
242 240 237 232 239 242 243
241 238 233 228 238 234 245
238 238 226 226 230 239 242
241
241 236 224 218 226 238 242
237 233 221 219 221 235 243
238 235
235 224 223 229 238 244
238 237 229 224 230 240 243
240 237 229 222 227 238 241
239 236 226 224 228 236 242
237 238 233 225 234 240 243
Fig.
Fig. 9 Position-Dependent
Position Computed
Threshold Values Computed
-Dependent Threshold Fig. 10
Fig. 10 Pixels
Result of Marking Anomalous Pixels
for the Corresponding
for Corresponding 24 25-Pixel
24 xx 25 -Pixel Areas
Areas Shown and Eliminating all Pixels Outside
all Pixels Outside
in Fig.
in 8, These Values are
Fig. 8. Deter-
Derived by Deter-
are Derived Region,
the Charge Region.
mining that Intensity Which Is Greater Than 10%
mining that 10%
of the Pixels in Window.
the Window.
in the
Thresholding and
Thresholding, Masking Anomalies
and Ma.sking
This algorithm takes
This takes as the filtered,
inputs the
its inputs
as its fieId-flattened
filtered, field -flattened image shown in Fig.
shown in and the
Fig. 88 and position--
the position
dependent threshold values
dependent threshold values given by Fig. 9. It
Fig. 9. produces as
It produces as output image, Fig.
output an image, in which
10, in
Fig. 10, all pixels
which all hav-
pixels hav-
intensity less
ing intensity
ing than the
less than lower threshold
the lower marked with
are marked
threshold are value 501
the value
with the those above the
501 and those threshold
the upper threshold
given the value 502. The Defect Processing System
are given,
are these marks to
System uses these distinguish between
to distinguish foreign
"between foreign
inclusions and
inclusions and cavities,
cavities, etc. having values
Pixels having
etc. Pixels (i.e., in
values between these two thresholds (i.e., "normal" range)
the "normal"
in the range)
zero.
are given the value zero.
are
Proces s ing
De fe ct Processing
Defect
The purpose
The of this
purpose of this final is to associate defect pixels
final step is into aa defect
pixels into group based
defect group on aa pre-
based on pre-specifled
specified
distancecriterion;
inter -pixeldistance
inter-pixel measure the
criterion; measure the defect width, orientation, area, and
length, width,
defect length, location;
and location;
identify type of
the type
identify the and test whether it passes the
defect; and
of defect; for that
the requirements for class of
that class defect. From
of defect.
calculations, the
these calculations,
these the report of the
report of inspection results
the inspection is generated.
results is generated.
Ma.lor
Major Defect Detection
One problem,
One which can occur in the case of very wide flaws
problem which is that
flaws is that the flattener mistakes
field flattener
the, field the flaw
mistakes the flaw
for the
for removes it.
the intensity trend and removes field flattener
fact that the field
it. The fact is blind
flattener is to horizontal
"blind to horizontal flaws can
flaws can
Fig. 5,
inferred from Fig.
be inferred band has
the compression band
5, which shows that the has been removed entirely. For
removed entirely. this reason
For this
another set of operations,
another set operations, referred to Detection, is
Defect Detection,
to as Major Defect necessary to
is necessary find horizontal
to find such
flaws such
horizontal flaws
transverse cracks
as transverse
as rings.
cracks and annular rings.
Masking
Unsharp Masking
The this set
between this
The primary difference 'between operations and
of operations
set of and the previously is
ones described previously
the ones is the substitution
the substitution
of a spatial high filter for
-pass filter
high-pass for the flattener. The
the field flattener. The high -pass filter
high-pass (also known
filter (also masking)
known as unsharp masking)
develops an output
develops output image in which the
in which output intensity
the output intensity isis the between the
difference 'between
the difference input intensity
the input (at
intensity (at
pixel) and
corresponding pixel)
the corresponding
the theaverage
and the intensitiesinina a
inputintensities
averageofofinput window WW wide and H high. For the
window the
results which
results follow, the values W == 1,
which follow, 1, HH == 7, used. This has
were used.
7, were has the effect of differentiating in
of differentiating the
in the
vertical direction so that the process is sensitive to
is sensitive horizontal flaws;
to horizontal flaws; Fig. 13 shows
Fig. 13 the result
shows the result for large
for large
that it
"be noted that
should, be
transverse cracks. It should it isis only the outlines
only the (rather than
outlines (rather the included
than the which
areas) which
included areas)
are detected..
are detected. This is because the
is because differentiation process
the differentiation process is blind, toto steady
is blind steady-state values. Therefore, this
-state values. this
approach is measuring and
is not capable of measuring making decisions
/or making
and/or based on flaw area. Another drawback
decisions based drawback of this
of this
approach is the output of
is that the the high
of the -pass filter
high-pass across the
moving across
filter moving the boundary of horizontal defect
wide horizontal
of aa wide defect isis
aa pair of pulses
pair of with the
pulses with same amplitude
the same amplitude but opposite polarity. This
opposite polarity. This makes it impossible to
makes it to determine whether
is a crack or aa foreign
the flaw is
the inclusion.
foreign inclusion.
218
218 // SPIE
SPIE Vol.
Vol. 155
155 Image
/mage Understanding
Understanding Systems
Systems &
& Industrial
Industrial Applications
Applications (1978)
(19781
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/13/2015 Terms of Use: http://spiedigitallibrary.org/ss/TermsOfUse.aspx
AUTOMATIC INSPECTION
AUTOMATIC INSPECTION OF
OF ARTILLERY
ARTILLERY SHELL
SHELL RADIOGRAPHS
RADIOGRAPHS
Figures
Figures 12
12 and 13 show
and 13 show the
the trend
trend and
and noise, respectively,
noise, respectively,
for
for the
the same
same 1616 rows
rows that
that were
were used for Figs.
used for Figs. 6 6 and 7.
7. Like
the field-flattener,
the field -flattener, the
the high-pass
high -pass filter
filter gain
gain was set to
was set to
eight. Comparison of of Figs.
Figs. 66 and
and 12
12 shows
shows that
that the
the high
high--
pass filter
pass filter is
is more effective in in eliminating thethe trend
trend than
than
the
the polynomial field-f
polynomial field lattener, and
-flattener, and Figs.
Figs. 77 and 13 show the
and 13 the
random noise almost identical.
noise outputs are almost identical.
Low-Pass
Low -Pass Filter
explained previously,
As explained previously, the
the random
random noise
noise component
component can can
be
be reduced by a spatial
spatial low
low-pass
-pass filter.
filter. Moving window
with window
averages with window sizes
sizesofof3 3x x3 3-pixel and 9 9 x x1 1-pixel
-pixel and -pixel
were investigated.
investigated. The wide, shortshort window
window was expected
expected to to
enhance horizontal flaws
enhance flaws but its
its performance was not not better
better
than
than the
the 33 x 3-pixel
3 -pixelwindow;
window; therefore
therefore thethe square
square window
window
was used.
was used.
Thre shpj d Coinputat
Threshold ion
Computation
Experiments
Experiments were
were conducted in which it
it was determined
determined
that
that the
the use
use of
of aa spatially
spatially variable
variable threshold (computed as
threshold (computed as
improve the
described previously did not improve the performance
performance for
for
rings or transverse cracks.
either annular rings cracks. Therefore,
Therefore, a
constant threshold value of 235 was used.
constant used.
Fig. 11
Fig. 11 Result of
of Spatial
Spatial High
High-Pass
-Pass Filter
(Unsharp Masking)
*vr3.3.1,3..irv4trA,
E
Fig.
Fig. 12 Trend Remaining
Residual Trend Remaining After
After High
High-Pass
-Pass Fig. 13
Fig. 13 of Noise Remaining
Standard Deviation of Remaining
Filtering;
Filtering; Computed
Computed As the Column
As the After Field Flattening;
Flattening; Computed
Computed from
from
Average of
of 16
16 Rows
Rows in
in Flaw
Flaw-Free
-Free Region. 16 Rows in
16 in Flaw
Flaw-Free Region.
-Free Region.
Thresholding and Masking Anomalies
Thresholding
operation is
This operation is exactly the same
same as described previously;
previously; the
the result shown
shown in
in Fig.
Fig. 14.
14.
Trim to
to Charge Region
All pixels
pixels outside the charge
outside the charge area are eliminated;
eliminated; this
this is
is accomplished
accomplished using the
the previously
previously computed
computed left
left
and right boundaries. In In addition, small horizontal strips at
addition, small at the
the top and bottom of the
the rotating ringring are
are
eliminated. This isis necessary
necessary since
since the
the high
high-pass
-pass filter (unlike the
filter (unlike the field
field-flattener)
-flattener) picks
picks upup these
these transi-
transi-
tions as
as can
can be seen
seen in
in Fig.
Fig. 14.
14. The vertical locations
locations of
of these
these strips
strips is
is determined
determined as
as aa fixed
fixed distance
distance
top-center
from the top- center of
of the
the shell
shell in
in the
the base region. The result of all these trimming
trimming operations
operations is is shown
shown
15.
in Fig. 15.
SPIE Vol.
SPIE Vol. 155 Image Understanding
155 /mage Understanding Systems
Systems8-& Industrial
Industrial Applications
Applications (1978)
(1978) // 219
219
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/13/2015 Terms of Use: http://spiedigitallibrary.org/ss/TermsOfUse.aspx
PEARSON, EPPLER,
PEARSON, JACOBY, KENG, JAFFEY
FIRSCHEIN, JACOBY,
EPPLER, FIRSCHEIN, JAFFEY
Proce s s ing
De £ec t Processing
Defect
associated into
are associated
The anomalous pixels are "based
groups based
into groups
their distance to
OD. their
on other pixels
to other in that
pixels in group. Groups
that group.
having more
having more than the prescribed
than the (e.g., 30
area (e.g.,
prescribed area pixels)
30 pixels)
flaws with the
reported as flaws
are reported result shown
the result in Fig.
shown in 16.
Fig. 16.
further to
flaws are processed further
These flaws their
determine their
to determine
length, width
location, length,
location, angle. These descriptors
and angle.
width and
in a series of
are used in Boolean logic
of Boolean (based
operations (based
logic operations
the inspection
on the specifications) to
inspection specifications) whether
determine whether
to determine
the shell should be
the shell rejected.
be rejected.
Base Detection
Base Separation Detection
Base separation is type of defect
Is a type occurs when
which occurs
defect which
separates from the metal casing in
explosive separates
the explosive
the the
in the
'base
base region. This subtle flaw flaw must be detected the
in the
detected in
trend caused
intensity trend
presence of a dominant intensity the
by the
caused by
explosive /metal transition
explosive/metal and random
transition and noise caused
random noise caused by
granularity and
film granularity electronics. The detec-
and television electronics.
tion is the fact
is complicated by the that the
fact that flaw is
the flaw quite
is quite
narrow, being on the
narrow, the order of inch wide. For
0.01 inch
of 0.01 For this
reason, a magnified television
reason, image is
television image in which
used in
is used
the pixel spacing is
the 125|im (i.e.,
is 125µm pixels/inch).
200 pixels/inch).
(i.e., 200
14
Fig. 14
Fig. Pixels
Result of Masking Anomolous Pixels
Fixed Threshold Values
Using Fixed
15
Fig. 15 Result of Pixels at
Eliminating Pixels
of Eliminating the
at the 16
Fig. 16
Fig. Flaws in Fig.
Flaws 11 Identified
Fig. 11 the
Identified by the
of the
Bottom of
Top and Bottom Band
Rotating Band
the Rotating Defect Processing System. The Associa-
Processing System.
and Outside the Region.
Charge Region.
the Charge tion Distance
tion Pixels and
Distance Used Was +5 Pixels
Was 30
the Required Area Was
the Pixels.
30 Pixels.
Determine Base Location
Determine Base Location
first step
The first is to determine the
step is location of
the precise location the metal case
of the in the
case in region. This is
base region.
the base accom-
is accom-
each separate
intensity values within each
plished by examining the intensity and taking
column and
separate column the boundary
as the
taking as estimate
boundary estimate
that pixel
that pixel having the largest derivative. These
largest derivative. boundary estimates
These boundary are refined
estimates are by fitting
refined by themwith
fitting them least-
witha aleast -
squares, second -order polynomla1.
second-order polynomial.
Compute Average In Layers Along Base
Compute
reduce the film
In order to reduce
In television system
film and television noise, it
system noise, is necessary
it is to filter
necessary to data by
the data
filter the by an averag-
an averag-
the signal
ing operation. To enhance the
ing caused by
signal caused the flaw,
by the this averaging
flaw, this should be
averaging should carried out
be carried along the
out along flaw.
the flaw.
220 /SPIE
220 SPIE 155 Image
Vol.Vol. Understanding
155 Image Understanding Industrial Applications
Systems 8- Systems & Industrial (1978)Applications (1.978)
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/13/2015 Terms of Use: http://spiedigitallibrary.org/ss/TermsOfUse.aspx
AUTOMATIC INSPECTION
AUTOMATIC OF ARTILLERY
INSPECTION OF RADIOGRAPHS
SHELL RADIOGRAPHS
ARTILLERY SHELL
BOUNDARY OF
BOUNDARY SHELL CASING
OF SHELL
350 USED IN
USED IT
SECOND-DEC REEFFIT
IN SECOND-DEGREE
300 SECOND - DEGREE POLYNOM I AL FIT,
z
250
W 200
á POINTS NOT
150 USED IN FIT y°
,
o 10 20
20 30
30 40'
10 50
SD
ROWS FROM
ROWS BOUNDARY
FROM CASING BOUNDARY
Fig. 17
Fig. 17 Removing the
Result of Removing
Result Trend from
the Trend from Fig.
Fig. 18 Perpendicular
Profile Perpendicular
Average Intensity Profile
the Base Region. The
Intensities in the
Intensities Case-HE
to Case Boundary Used
-HE Boundary in Detection
Used in
Sector
the Sector
is Computed as the
Trend is of Base Separation
for Each Layer Parallel to
Average for the
to the
Base. The Difference HasHas Been Multi-
Been Multi-
12 to
Factor of 12
plied by a Factor Enhance
to Enhance
the Contrast.
the
In the
In the case of base
case of this direction
separation, this
base separation, direction is known because
is known because the follows the
the flaw follows base boundary;
the base there-
boundary; there-
fore, the
fore, the intensity isis averaged within
within "layers" parallel to
"layers" parallel the boundary
to the determined from
boundary determined second-degree
thesecond
fromthe -degree
This averaging is
polynomial. This is carried out
out over a "sector" comparable to
having aa width comparable
"sector" having the length
to the typical
of typical
length of
base f1aws. This process is
base separation flaws. is conceptually simi1ar to
coneeptua11y similar moving-window
(curved) moving-
to aa (curved) window average height
whose height
average whose
is
is 1 pixel and
1 pixel and whose width is is the sector width;
the sector this sense
in this
width; in the operation
sense the analogoustotothe
operation isis analogous low-pass
thelow -pass
filtering operations used in
filtering the main
in, the portion of
main portion shell. The result of the
the shell.
of the the filtering is shown
filtering is in Fig.
shown in 17
Fig. 17
and, the
and solid curve
the solid in Fig.
curve in 18.
Fig, 18.
Compute Deviation
Compute Smoothed Curve
Deviation From Smoothed Curve
The measured intensities are
average intensities
measured average least-squares,,
usinga aleast-
fittedusing
arefitted second-degree
squares, second polynomial. Points in
-degree polynomial.
the region where
the region are not used in
base separation can occur are
where base, in deriving the this
the, polynomial approximation; this
prevents from influencing
prevents flaws from fit. The resulting curve for an image
the fit.
influencing the separation is
'base separation
image, with base as
shown, as
is shown
the dashed,
the dashed line 18. A significant
Fig. 18.
in Fig.
line in significant deviation
deviation between
'between the actual, and
the actual the fitted
and the data signals
fitted data the
signals the
separation.
presence of a base separation.
Thresholding
The threshold
The threshold valuevalue (beyond which the shell is
(beyond which, is rejected as having a base separation) separation) varies from from shell to
shell, to
he 11 bbecause
sshell hang ing film
e c au s e of cchanging s en s i, t, i v i t y variations
response. These sensitivity
film response. a c c ommod a t e d by
a r e accommodated
va r i a t ion s are t he
c ompu t in g the
'by computing
threshold for
threshold for each
each image on differences
based on
image based intensity values
between intensity
differences between values at certain prescribed points on the
at certain the
in tensity profile. Once
intensity One e the
the threshold
t hr e s ho1d is c ompu ted, it
is computed, it is s imp1e matter
is aa simple to determine
ma 11 e r to whethe r the
de t e rmine whether dev iati on
t he deviation
is too
is large and
too large and print out this result on
this result on the -generated report.
computer-generated
the computer report.
Ac kn ow 1 e dg erne n t
Acknowledgement
Many of the concpets
concpets and algorithms were based on Dr. M.
of Dr.
those of
on those A. Fischler,
M. A. now of
Fischler, now International,
SRI International,
of SRI
who led in the
led the algorithm development in study.
previous study.
the previous
Reference
1.
1. Pearson, J.
Pearson, J. J., M. A.,
Fischler, M.
J., Fischler, Firschein, 0.,
A., Firschein, Jacoby, M.,
O., Jacoby, "Application of Image
M., "Application Techniques
Image Processing Techniques
to Automatic
to Automatic Radiographic Inspection Proceedings of
", Proceedings
Inspection", EIA Seventh
the EIA
of the Annual AIPR Symposium.
Seventh Annual
SPIE Vol.
SP/E Vol. 155155 Understanding
Image
Image Systems Systems
Understanding Applications
8- IndustrialEt Industrial (1978) / 221
Applications (1978
Downloaded From: http://proceedings.spiedigitallibrary.org/ on 10/13/2015 Terms of Use: http://spiedigitallibrary.org/ss/TermsOfUse.aspx
You might also like
- Handbook of Series for Scientists and EngineersFrom EverandHandbook of Series for Scientists and EngineersRating: 3 out of 5 stars3/5 (1)
- Individual Performance Commitment and Review Form (Ipcrf) For Teacher I - IiiDocument8 pagesIndividual Performance Commitment and Review Form (Ipcrf) For Teacher I - IiiNida Viojan AbasoloNo ratings yet
- 1986-Pacific-Sierra-Accurate Laboratory Boresight Alignment of Transmitter Receiver Optical AxesDocument8 pages1986-Pacific-Sierra-Accurate Laboratory Boresight Alignment of Transmitter Receiver Optical AxesLK DAINo ratings yet
- StrataCamMini BrochureDocument2 pagesStrataCamMini BrochureLuis GutierrezNo ratings yet
- Vozoff 1972 Geophysics PDFDocument44 pagesVozoff 1972 Geophysics PDFWilhelmBerrocalNo ratings yet
- Part 2 2018Document10 pagesPart 2 2018kssaludesNo ratings yet
- Grade 4 5 7 8 9 Music Rubrics For 4th Quarter ExamDocument6 pagesGrade 4 5 7 8 9 Music Rubrics For 4th Quarter ExamJep Jep PanghulanNo ratings yet
- OPSD - Worksheets - Alternative Spellings - SuperC - HiresDocument1 pageOPSD - Worksheets - Alternative Spellings - SuperC - HiresTeresa GattNo ratings yet
- S.No Experiment Name 1.) Engeneering Physics Lab (Phy 101L) B.Tech 1St YearDocument3 pagesS.No Experiment Name 1.) Engeneering Physics Lab (Phy 101L) B.Tech 1St YearSURESH SURAGANINo ratings yet
- Table of Specification AutorecoveredDocument2 pagesTable of Specification AutorecoveredJohn Jabez LuceroNo ratings yet
- E-Mai L:: Daspr I Yar Anj An111@gmai L - ComDocument5 pagesE-Mai L:: Daspr I Yar Anj An111@gmai L - Compraveen nairNo ratings yet
- StrataCam BrochureDocument2 pagesStrataCam BrochureLuis GutierrezNo ratings yet
- Edoc - Pub - Rohen39s Photographic Anatomy Flash Cards 2008 MasDocument4 pagesEdoc - Pub - Rohen39s Photographic Anatomy Flash Cards 2008 MasAnonymous NK07LsS9lNo ratings yet
- Tempo Rubato in The EighteenthDocument143 pagesTempo Rubato in The EighteenthLuis Quijano100% (1)
- Wright MusicalTimes 1993Document2 pagesWright MusicalTimes 1993elouchNo ratings yet
- Qdoc - Tips Geological Field Report of Gilgit Baltistan by ArsDocument43 pagesQdoc - Tips Geological Field Report of Gilgit Baltistan by Arsshams asimNo ratings yet
- El ABC y XYZ de La ApiculturaDocument460 pagesEl ABC y XYZ de La ApiculturaJesus Tapia85% (20)
- Educ 104Document1 pageEduc 104Mariel DolinoNo ratings yet
- Francis PowerpointDocument21 pagesFrancis Powerpointfrancisekemini6807No ratings yet
- 2semi-Dlp SCIENCE 8 W5Document5 pages2semi-Dlp SCIENCE 8 W5Lovely Grace GarvezNo ratings yet
- Part V. Accelerator Technology 119-153Document12 pagesPart V. Accelerator Technology 119-153Alessandro LaraNo ratings yet
- Institute of Geophysics and Problems of The Earth: An Innovative Technology For Remote Sounding of Mineral DepositsDocument33 pagesInstitute of Geophysics and Problems of The Earth: An Innovative Technology For Remote Sounding of Mineral Deposits雷鸣No ratings yet
- Atonality, Modality, and Incantation in Two Works For Trumpet by Andre Jolivet, With A Discussion of His Technical and Aesthetic PrinciplesDocument201 pagesAtonality, Modality, and Incantation in Two Works For Trumpet by Andre Jolivet, With A Discussion of His Technical and Aesthetic PrinciplesweichiuanluNo ratings yet
- 2semi-Dlp SCIENCE 8 W4Document5 pages2semi-Dlp SCIENCE 8 W4Lovely Grace GarvezNo ratings yet
- Unidad Educativa Fiscal Abdón Calderón Vicerrectorado 2019-2020Document4 pagesUnidad Educativa Fiscal Abdón Calderón Vicerrectorado 2019-2020Ceci RamosNo ratings yet
- Varadan Et Al., 1985Document3 pagesVaradan Et Al., 1985xowaf70826No ratings yet
- My PR DLL 1 - DownloadDocument4 pagesMy PR DLL 1 - DownloadRevilla Marco Robles RatillaNo ratings yet
- LP 2 Lesson 8Document4 pagesLP 2 Lesson 8Bainaot Abdul SumaelNo ratings yet
- ELS DLL-August 29-September 1, 2023Document7 pagesELS DLL-August 29-September 1, 2023Floreann BascoNo ratings yet
- THEORY SriYantraDocument26 pagesTHEORY SriYantraantonio_ponce_1No ratings yet
- Jaba Tan Pelajaran Negeri Johor Peperiksaan Percubaan Penilaian Menengah RendahDocument37 pagesJaba Tan Pelajaran Negeri Johor Peperiksaan Percubaan Penilaian Menengah RendahsensnaliquidNo ratings yet
- Introduction To Seismic Interpretation El AmalDocument33 pagesIntroduction To Seismic Interpretation El AmalFredrick Oshogbunu Ovakporaye100% (1)
- Absortion Apectra On BoneDocument2 pagesAbsortion Apectra On BoneAngelNo ratings yet
- 2epresent &unctions:, Esson #OpyrightDocument4 pages2epresent &unctions:, Esson #Opyrightanon-579447No ratings yet
- Action Stories - Spring 1948Document132 pagesAction Stories - Spring 1948ulixesfoxNo ratings yet
- ReportDocument31 pagesReportkim hwiNo ratings yet
- My PR DLL 3 - DownloadDocument6 pagesMy PR DLL 3 - DownloadRevilla Marco Robles RatillaNo ratings yet
- Jurassic World The Park Is OpenDocument25 pagesJurassic World The Park Is OpenYasbroNo ratings yet
- Ece Request For PrintingDocument32 pagesEce Request For PrintingJude GrefielNo ratings yet
- As Lo 2009Document1 pageAs Lo 2009nizzazaNo ratings yet
- Rafika PIL FreshwaterDocument3 pagesRafika PIL FreshwaterRafika MahdavikiaNo ratings yet
- Uwe Zscherpel-Computed RadiographyDocument42 pagesUwe Zscherpel-Computed Radiographyrafeeq ahamedNo ratings yet
- Social Science Weekly Lesson Plan FormatDocument5 pagesSocial Science Weekly Lesson Plan Formatapi-351804626No ratings yet
- Schoenberg - HandelDocument12 pagesSchoenberg - HandelDimitris ChrisanthakopoulosNo ratings yet
- Dayanandasagarcol L Egeofengi Neer I NG: Shavi Gemal L Eshwar Ahi L L S, Kumar Aswamylayout, Bangal or E-560078.)Document6 pagesDayanandasagarcol L Egeofengi Neer I NG: Shavi Gemal L Eshwar Ahi L L S, Kumar Aswamylayout, Bangal or E-560078.)SanthoshNo ratings yet
- (A) Parabola /parabola (Mersenne Telescope)Document9 pages(A) Parabola /parabola (Mersenne Telescope)Laura PerozaNo ratings yet
- Vibration-Based Fault Diagnosis Approach For PermaDocument7 pagesVibration-Based Fault Diagnosis Approach For PermaKawthar AlamehNo ratings yet
- GR.8.DLL Earthq.Document3 pagesGR.8.DLL Earthq.Sheryl MoslaresNo ratings yet
- Scan Feb 12, 2024Document1 pageScan Feb 12, 2024Sangeeta BasakNo ratings yet
- E.syntax - Modal & Primary Auxiliaries - 1Document13 pagesE.syntax - Modal & Primary Auxiliaries - 1Sri Indah AnandaNo ratings yet
- Skills 1st SceondaryDocument49 pagesSkills 1st SceondaryHany FaroukNo ratings yet
- HK RHJA Company AppraisalDocument3 pagesHK RHJA Company AppraisalMOHD AZHAR BIN MOHD AKBARNo ratings yet
- Types of Union StructuralDocument4 pagesTypes of Union StructuralCarlos BustamanteNo ratings yet
- Types of Union StructuralDocument4 pagesTypes of Union StructuralCarlos BustamanteNo ratings yet
- Kimberly Acoustic Discrimination of FricativeDocument4 pagesKimberly Acoustic Discrimination of Fricative백지원No ratings yet
- A Brief Analysis of Debussy'sDocument114 pagesA Brief Analysis of Debussy'sNatasha NepgenNo ratings yet
- Grade 12 Comp Art Week 1Document7 pagesGrade 12 Comp Art Week 1Raizza Vanizza SiguenzaNo ratings yet
- DLL Indian ArtDocument5 pagesDLL Indian ArtJanelle Kia ArizoNo ratings yet
- Week 9Document3 pagesWeek 9Evan Maagad LutchaNo ratings yet
- MIL-C-60418 Revision BDocument31 pagesMIL-C-60418 Revision BnanocardosoNo ratings yet
- Metal Forming FormabilityDocument7 pagesMetal Forming FormabilitynanocardosoNo ratings yet
- Trajectory Optimization of A Deflectable Nose Missile - 2017 - Defence TechnologDocument6 pagesTrajectory Optimization of A Deflectable Nose Missile - 2017 - Defence TechnolognanocardosoNo ratings yet
- Dynamic Evaluation of Bi Modular Charge System For 155 MM Artillery GunDocument3 pagesDynamic Evaluation of Bi Modular Charge System For 155 MM Artillery GunnanocardosoNo ratings yet
- ShafieiM2010 Article AnInvestigationIntoTheEffectOfDocument5 pagesShafieiM2010 Article AnInvestigationIntoTheEffectOfnanocardosoNo ratings yet
- A Comparative Study of Combustible Cartridge Case Mate - 2017 - Defence TechnoloDocument4 pagesA Comparative Study of Combustible Cartridge Case Mate - 2017 - Defence TechnolonanocardosoNo ratings yet
- Defence Technology: Vladimir Cech, Jiri JevickyDocument11 pagesDefence Technology: Vladimir Cech, Jiri JevickynanocardosoNo ratings yet
- Modeling of Cooling and Solidification of TNT Based Cast High Explosives ChargesDocument5 pagesModeling of Cooling and Solidification of TNT Based Cast High Explosives ChargesnanocardosoNo ratings yet
- Modified Point Mass Trajectory SimulationDocument51 pagesModified Point Mass Trajectory SimulationnanocardosoNo ratings yet
- Stanag 4355Document95 pagesStanag 4355nanocardoso100% (2)
- Lee-Kim2006 Article OptimizationOfMassBleedControlDocument7 pagesLee-Kim2006 Article OptimizationOfMassBleedControlnanocardosoNo ratings yet
- Numerical Study of Base Drag Reduction Using Locked Vortex Flow Management Technique For Lower Subsonic RegimeDocument4 pagesNumerical Study of Base Drag Reduction Using Locked Vortex Flow Management Technique For Lower Subsonic RegimenanocardosoNo ratings yet
- Drag Reduction With Optimum Designing of A Base Bleed Projectile Using Computational AnalysisDocument26 pagesDrag Reduction With Optimum Designing of A Base Bleed Projectile Using Computational AnalysisnanocardosoNo ratings yet
- Mil STD 746a PDFDocument10 pagesMil STD 746a PDFnanocardosoNo ratings yet
- Preparation of TetrazeneDocument54 pagesPreparation of TetrazenenanocardosoNo ratings yet
- Navier-Stokes Computations of Projectile Base Flow at Transonic Speeds With and Without Base InjectionDocument42 pagesNavier-Stokes Computations of Projectile Base Flow at Transonic Speeds With and Without Base InjectionnanocardosoNo ratings yet
- Equations of Motion of A Spin-Stabilized Projectile For Flight Stability TestingDocument12 pagesEquations of Motion of A Spin-Stabilized Projectile For Flight Stability TestingnanocardosoNo ratings yet
- Mil STD 746a PDFDocument10 pagesMil STD 746a PDFnanocardosoNo ratings yet
- CHDK 1.2.0 User Manual: What Is CHDK? Canon Hack Development KitDocument69 pagesCHDK 1.2.0 User Manual: What Is CHDK? Canon Hack Development Kitsica1234No ratings yet
- Function: % - Executes On Button Press in LoadimageDocument1 pageFunction: % - Executes On Button Press in Loadimageart101988No ratings yet
- Person To Camera Distance Measurement Based On Eye-DistanceDocument5 pagesPerson To Camera Distance Measurement Based On Eye-DistanceAlin CraciunNo ratings yet
- Nikon F2AS Dp12 ManualDocument46 pagesNikon F2AS Dp12 Manualvosacvohuong100% (1)
- Spesifikasi ACUSON SC2000 EchocardiographyDocument2 pagesSpesifikasi ACUSON SC2000 EchocardiographyRizki Try AtmantiNo ratings yet
- Industrial Borescope: Operating ManualDocument16 pagesIndustrial Borescope: Operating ManualFAISHAH ISAHAKNo ratings yet
- Kilfitt Catalogue 1960sDocument8 pagesKilfitt Catalogue 1960stom bNo ratings yet
- Lecture Notes On Remote Sensing & Gis: IV B. Tech II Semester (JNTU (A) - R13)Document13 pagesLecture Notes On Remote Sensing & Gis: IV B. Tech II Semester (JNTU (A) - R13)Kushana SaikirannNo ratings yet
- FumeFX Tutorial Just The BeginningDocument28 pagesFumeFX Tutorial Just The BeginningShuvrodeep DuttaNo ratings yet
- CT BR Aquilion LBDocument12 pagesCT BR Aquilion LBOsmanyNo ratings yet
- Reolink Go IP Camera Specifications PDFDocument1 pageReolink Go IP Camera Specifications PDFMarcos BajañaNo ratings yet
- Liquid Crystal Display (LCD)Document17 pagesLiquid Crystal Display (LCD)Mansunder SinghNo ratings yet
- Amateur PhotographerDocument70 pagesAmateur PhotographeryaretziNo ratings yet
- ImageProcessing4 ImageEnhancement (PointProcessing)Document28 pagesImageProcessing4 ImageEnhancement (PointProcessing)asif01cseNo ratings yet
- pm-56101-Technical-Data - Summilux-M 90 f-1.5 ASPH - eDocument9 pagespm-56101-Technical-Data - Summilux-M 90 f-1.5 ASPH - eaoctaNo ratings yet
- 40 Practical Photography Assignments To Inspire You - DIY PhotographyDocument30 pages40 Practical Photography Assignments To Inspire You - DIY Photographyjeffreygovender5745No ratings yet
- Star Safire 380-Hd A LTRDocument2 pagesStar Safire 380-Hd A LTRtomay777No ratings yet
- Nikon - D50 ManualDocument148 pagesNikon - D50 Manualtomjordan12321No ratings yet
- Photographer S Guide To The Sony A6400Document275 pagesPhotographer S Guide To The Sony A6400mynameisthisddddNo ratings yet
- CTsystems ComparisonChart ITN1013Document1 pageCTsystems ComparisonChart ITN1013RM100% (1)
- Stephen G. Anchell, Bill Troop - Film Developing Cookbook PDFDocument178 pagesStephen G. Anchell, Bill Troop - Film Developing Cookbook PDFajsikel100% (2)
- DP70 enDocument22 pagesDP70 enemadhsobhyNo ratings yet
- InFocus IN112 IN114 IN116 DatasheetDocument2 pagesInFocus IN112 IN114 IN116 Datasheethadi purwantoNo ratings yet
- Pure VB Pset in PictureboxDocument1 pagePure VB Pset in PictureboxbalabooksNo ratings yet
- Extraction of Cancer Cells From MRI Prostate Image Using MATLAB by Gopinath. N, SKPITDocument9 pagesExtraction of Cancer Cells From MRI Prostate Image Using MATLAB by Gopinath. N, SKPITகோபிநாத் நித்தியானந்தம்No ratings yet
- Manuel Garcia Evangelista Police Officer 3 Registered Criminologist InstructorDocument35 pagesManuel Garcia Evangelista Police Officer 3 Registered Criminologist InstructorBilly VoluntariosoNo ratings yet
- All Leica LensesDocument16 pagesAll Leica Lensesyomanuel1100% (4)
- Icru 87 Radiation Dose and Image-Quality Assessment in Computed TomographyDocument164 pagesIcru 87 Radiation Dose and Image-Quality Assessment in Computed TomographyDiego MauricioNo ratings yet
- TM220 - IM English (KARL STORZ)Document25 pagesTM220 - IM English (KARL STORZ)Huy Thịnh NguyễnNo ratings yet
- Types of PhotogrammetryDocument13 pagesTypes of PhotogrammetryaljonNo ratings yet