You might also like
- FST 7 BlueprintDocument15 pagesFST 7 BlueprintVarun Rana95% (19)
- A Guide to Ship Repair Estimates in Man-hoursFrom EverandA Guide to Ship Repair Estimates in Man-hoursRating: 4.5 out of 5 stars4.5/5 (5)
- Hatflex ChinaDocument31 pagesHatflex ChinaedgarmerchanNo ratings yet
- Polyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976From EverandPolyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976A. GuyotNo ratings yet
- Grap Iii - 231102 - 183744Document11 pagesGrap Iii - 231102 - 183744Rishabh SharmaNo ratings yet
- US20140020828A1Document6 pagesUS20140020828A1ABHIJIT chowdhuryNo ratings yet
- SPE 168294 Coiled Tubing Material Selection For Velocity Strings in Sour Brine ServiceDocument13 pagesSPE 168294 Coiled Tubing Material Selection For Velocity Strings in Sour Brine ServiceJamshed SoomroNo ratings yet
- Final MSR Rev (1) - CDocument104 pagesFinal MSR Rev (1) - CDeepak Goyal100% (1)
- CPVC pipes and fittings for pressure systemsDocument32 pagesCPVC pipes and fittings for pressure systemskuraimundNo ratings yet
- Catalogue CPVCDocument4 pagesCatalogue CPVCmedo.k016No ratings yet
- CPVC ManualDocument32 pagesCPVC ManualTransgulf2013No ratings yet
- Project Report On CPVC Pipe and Fitting PlantDocument10 pagesProject Report On CPVC Pipe and Fitting PlantEIRI Board of Consultants and PublishersNo ratings yet
- Membrane Reactor Configuration For Separation of H2S CO2 and H2Document56 pagesMembrane Reactor Configuration For Separation of H2S CO2 and H2AbdelSamed MohamedNo ratings yet
- Patent Application Publication (10) Pub - No .: US 2021/0230462 A1Document8 pagesPatent Application Publication (10) Pub - No .: US 2021/0230462 A1Sameer AhmedNo ratings yet
- Secureloc PortalocDocument6 pagesSecureloc PortalocMSMCCANo ratings yet
- CPVC Versus PPRDocument18 pagesCPVC Versus PPRadd_sa29100% (1)
- PVC Rheology and Cone Plate RheometerDocument6 pagesPVC Rheology and Cone Plate RheometerAbhishek KumarNo ratings yet
- Chlorinated Polyvinyl ChlorideDocument5 pagesChlorinated Polyvinyl ChloridehimanshuahirNo ratings yet
- Accepted Manuscript: 10.1016/j.polymertesting.2018.08.001Document20 pagesAccepted Manuscript: 10.1016/j.polymertesting.2018.08.001Khang HoangNo ratings yet
- PE Water AbsorbtionDocument16 pagesPE Water AbsorbtionMohamed ElarabiNo ratings yet
- IPTC 10032 The Successful Application of 2000 PCP Wells in Daqing OilfieldDocument11 pagesIPTC 10032 The Successful Application of 2000 PCP Wells in Daqing OilfieldJosé TimanáNo ratings yet
- Phoenix Water Based PrimerDocument5 pagesPhoenix Water Based PrimerbooklandNo ratings yet
- Upgrade FCC Performance 2009Document0 pagesUpgrade FCC Performance 2009Edgar Enrique Diaz MarquinaNo ratings yet
- T-Die Extrusion Process for Manufacturing Air Bubble SheetDocument32 pagesT-Die Extrusion Process for Manufacturing Air Bubble SheetSamir BoseNo ratings yet
- Tube Repair and Protection For DamageDocument112 pagesTube Repair and Protection For Damagesandipwarbhe1234100% (1)
- SPE 166231 Design Verification, Optimization and Validation of Ultra-HPHT Completion and Production ToolsDocument11 pagesSPE 166231 Design Verification, Optimization and Validation of Ultra-HPHT Completion and Production ToolsGuillermo Lira GuzmánNo ratings yet
- Plug and Abandonment of A Deep High-Pressure and High-Temperature Gulf of Mexico Well Using Coiled Tubing: A Case History KopyaDocument9 pagesPlug and Abandonment of A Deep High-Pressure and High-Temperature Gulf of Mexico Well Using Coiled Tubing: A Case History Kopyaerdal aydinNo ratings yet
- Solvent CementDocument7 pagesSolvent CementNiku SamarthNo ratings yet
- Axcelis OxygenfreeplasmachipscalepkgDocument8 pagesAxcelis Oxygenfreeplasmachipscalepkgparam_i47No ratings yet
- EP0417366A2Document16 pagesEP0417366A2rubenderonde00No ratings yet
- ColloquimDocument44 pagesColloquimHarsh KumarNo ratings yet
- 13 Braulio ArtigoDocument10 pages13 Braulio Artigogutierrezcamposd20No ratings yet
- European Patent Specification: Printed by Jouve, 75001 PARIS (FR)Document17 pagesEuropean Patent Specification: Printed by Jouve, 75001 PARIS (FR)quyNo ratings yet
- Haider2017 PDFDocument33 pagesHaider2017 PDFThainá Menezes de MeloNo ratings yet
- Chemical Engineering Journal: Wei Lu, Qianli Yang, Binhang Yan, Yi ChengDocument8 pagesChemical Engineering Journal: Wei Lu, Qianli Yang, Binhang Yan, Yi ChengAnonymous UW3ZRZNo ratings yet
- Accepted ManuscriptDocument29 pagesAccepted ManuscriptAlek KrótkiNo ratings yet
- EP2952536A2Document45 pagesEP2952536A2Yahya AlmundzirNo ratings yet
- Topas Brochure EnglishDocument20 pagesTopas Brochure EnglishkastanjebrunNo ratings yet
- Advanced Boiler TubeDocument2 pagesAdvanced Boiler TubeShailendra WaniNo ratings yet
- Carbon Dioxide Enhanced Oil Recovery Injection Operations TechnologiesDocument8 pagesCarbon Dioxide Enhanced Oil Recovery Injection Operations TechnologiesSaeid RajabiNo ratings yet
- Development of Grade X70 and X80 For Sour Service Line Pipe ApplicationsDocument6 pagesDevelopment of Grade X70 and X80 For Sour Service Line Pipe ApplicationsMarcelo Varejão CasarinNo ratings yet
- Sixth Annual Conference On Carbon Capture & Sequestration: Co2 Capture Using Dense Hydrogen Transport MembranesDocument14 pagesSixth Annual Conference On Carbon Capture & Sequestration: Co2 Capture Using Dense Hydrogen Transport MembranesththcczdNo ratings yet
- What Is Chlorinated Polyvinyl Chloride (CPVC) - CorzanDocument8 pagesWhat Is Chlorinated Polyvinyl Chloride (CPVC) - CorzanmrpalmistNo ratings yet
- Gasket Selection Concepts Taking Account of Both Cost & Performance as used on RefineriesDocument27 pagesGasket Selection Concepts Taking Account of Both Cost & Performance as used on RefineriesRitesh VishambhariNo ratings yet
- Assignment No.3: Asad AliDocument4 pagesAssignment No.3: Asad AliMuhammad UsamaNo ratings yet
- Coating 2Document6 pagesCoating 2thai avvaiNo ratings yet
- SPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersDocument6 pagesSPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersTangtang Guo100% (1)
- Coal Gasification Process For Us IndustryDocument19 pagesCoal Gasification Process For Us Industrymourinho2No ratings yet
- Paper 12 - Improvement of Sacrificial Anode Life For Internal Surface of Process Vessels in UpstrDocument27 pagesPaper 12 - Improvement of Sacrificial Anode Life For Internal Surface of Process Vessels in Upstrrss899No ratings yet
- PPI Handbook Above GroundDocument24 pagesPPI Handbook Above GroundNeil MalottNo ratings yet
- Uhde Brochures PDF en 8Document24 pagesUhde Brochures PDF en 8Frank Pocomucha Gallardo100% (1)
- Solvent Cement EP3012283A1Document12 pagesSolvent Cement EP3012283A1Vincent StoneNo ratings yet
- Polded Pruring Ti: (12) Patent Application Publication (10) Pub - No .: US 2019 / 0112464 A1Document8 pagesPolded Pruring Ti: (12) Patent Application Publication (10) Pub - No .: US 2019 / 0112464 A1Silvia RamadhantyNo ratings yet
- Qplast CatalogueDocument43 pagesQplast CatalogueAbdulRazzak BarakeNo ratings yet
- THERMOPLASTIC COMPOSITE PIPEDocument11 pagesTHERMOPLASTIC COMPOSITE PIPERenanNo ratings yet
- Cleaning Furnace CoilsDocument8 pagesCleaning Furnace CoilsMaruthiram100% (1)
- EP0439259A1Document9 pagesEP0439259A1senmuraNo ratings yet
- Chemtrol PVC CPVCDocument60 pagesChemtrol PVC CPVCWakko20IPNNo ratings yet
- Refractory Materials For Slagging GasifiersDocument24 pagesRefractory Materials For Slagging GasifiersMian GaoNo ratings yet
- CBI Welding Journal Vert Plate Apr04Document0 pagesCBI Welding Journal Vert Plate Apr04Mahendra RathoreNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- A2017 12 PDFDocument108 pagesA2017 12 PDFxfactor gangaarNo ratings yet
- BSP Semi AutoDocument10 pagesBSP Semi AutoGasMaskBob100% (4)
- 2.second BasementDocument1 page2.second Basementxfactor gangaarNo ratings yet
- fa04849a-4f4f-4d9c-9054-561557446311Document50 pagesfa04849a-4f4f-4d9c-9054-561557446311xfactor gangaarNo ratings yet
- History of Architecture NotesDocument21 pagesHistory of Architecture Notesxfactor gangaarNo ratings yet
- Mass Effect m5 Phalanx Pistol PDFDocument1 pageMass Effect m5 Phalanx Pistol PDFxfactor gangaarNo ratings yet
- Routine Workout Splits PDFDocument4 pagesRoutine Workout Splits PDFxfactor gangaarNo ratings yet
- Routine Workout Splits PDFDocument4 pagesRoutine Workout Splits PDFxfactor gangaarNo ratings yet
- Mughal Gardens in IndiaDocument6 pagesMughal Gardens in IndiaarparagNo ratings yet
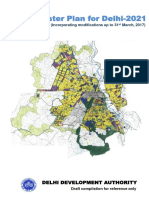
- MPD-2021 31.03.2017260417 PDFDocument245 pagesMPD-2021 31.03.2017260417 PDFMandeep DalalNo ratings yet
- The Art of Lifting: Chandler Marchman, CSCS / CPTDocument16 pagesThe Art of Lifting: Chandler Marchman, CSCS / CPTxfactor gangaarNo ratings yet
- EP0398387A1Document10 pagesEP0398387A1هیمن مNo ratings yet
- Food and Drug Administration, HHS 177.1210: 177.1210 Closures With Sealing Gas-Kets For Food ContainersDocument5 pagesFood and Drug Administration, HHS 177.1210: 177.1210 Closures With Sealing Gas-Kets For Food ContainersrheriNo ratings yet
- JECFA Monograph 22Document169 pagesJECFA Monograph 22Yiyi ArayaNo ratings yet
- US5208285Document10 pagesUS5208285Safiullah KhanNo ratings yet
- EP0412516A1Document10 pagesEP0412516A1Safiullah KhanNo ratings yet
- TEPZZ 79 - Z77B - T: European Patent SpecificationDocument23 pagesTEPZZ 79 - Z77B - T: European Patent SpecificationLong An DoNo ratings yet
- Acrylic ElastomerDocument16 pagesAcrylic ElastomerAjinkya SatdiveNo ratings yet
- Lauryl Dimethicone SafetyDocument51 pagesLauryl Dimethicone Safetybfh83730No ratings yet
- PDF DocumentDocument31 pagesPDF Documentsayed nasrNo ratings yet
- Syntor Brochure 2014Document19 pagesSyntor Brochure 2014Jalpa ChauhanNo ratings yet
- WO2016057639A1Document36 pagesWO2016057639A1هیمن مNo ratings yet
- Methods Controlling Depolymerization Polymer CompositionsDocument25 pagesMethods Controlling Depolymerization Polymer CompositionslgilNo ratings yet
- Us 9499712Document7 pagesUs 9499712Alexander Franco CastrillonNo ratings yet
- US 2015023.2712A1 discloses adhesive compositions with reduced plasticizer contentDocument9 pagesUS 2015023.2712A1 discloses adhesive compositions with reduced plasticizer contentYASHICA VAITTIANATHANNo ratings yet
- Molecules: Recent Advances in The Polymer Dispersed Liquid Crystal Composite and Its ApplicationsDocument22 pagesMolecules: Recent Advances in The Polymer Dispersed Liquid Crystal Composite and Its ApplicationsShahzaib KhanNo ratings yet
- Alkali Resisting Masonry Primer: Information SheetDocument2 pagesAlkali Resisting Masonry Primer: Information SheetSalahNo ratings yet
- Acrylic Polymers: Versatile Water-Based Polymers for Paints, Coatings & MoreDocument8 pagesAcrylic Polymers: Versatile Water-Based Polymers for Paints, Coatings & MoreShivani UpadhyayNo ratings yet
- Neher 1936Document5 pagesNeher 1936M. IDRISNo ratings yet
- Rohm and Haas US6300409Document7 pagesRohm and Haas US6300409HermawanRandiNo ratings yet
- Polimer AnionikDocument12 pagesPolimer AnionikSandy Nugraha NugrahaNo ratings yet
- Fluorinated Compounds GuideDocument11 pagesFluorinated Compounds Guidesunny StevenNo ratings yet
- Two-Part Adhesive with Long Working TimeDocument11 pagesTwo-Part Adhesive with Long Working TimeAlexander Franco CastrillonNo ratings yet
- Coatings With Solar Reflective Properties: - Nouryon Chemicals International B.VDocument41 pagesCoatings With Solar Reflective Properties: - Nouryon Chemicals International B.VChris BothaNo ratings yet
- Listado de Ingredientes Permitidos en Productos Cosméticos-1Document207 pagesListado de Ingredientes Permitidos en Productos Cosméticos-1hoviba6827No ratings yet
- Acrylic Ester Polymers 2006Document5 pagesAcrylic Ester Polymers 2006M. IDRISNo ratings yet
- INCI NAME-convertido EXCELDocument786 pagesINCI NAME-convertido EXCELAline Silva Gomes100% (1)
- Patent for acrylate copolymer microspheresDocument7 pagesPatent for acrylate copolymer microspheresPatricia MartinsNo ratings yet
- Local sales representatives for pricing and availability of monomers listDocument36 pagesLocal sales representatives for pricing and availability of monomers listandersonquimicaNo ratings yet
- European Patent Application: Vinyl Acetate/aromatic Vinyl Ester Copolymer Binder ResinsDocument23 pagesEuropean Patent Application: Vinyl Acetate/aromatic Vinyl Ester Copolymer Binder ResinschinmaydabkeNo ratings yet
- United States Patent (19) : Acrylate Copolymer ThusDocument6 pagesUnited States Patent (19) : Acrylate Copolymer Thusهیمن مNo ratings yet