You might also like
- Low Density Polyethylene Tubular Reactor Modeling: Overview of The Model Developments and Future DirectionsDocument8 pagesLow Density Polyethylene Tubular Reactor Modeling: Overview of The Model Developments and Future DirectionsAleidinNo ratings yet
- Modeling of Steam Methane Reforming (SMR) Over A Ni - AL O CatalystDocument8 pagesModeling of Steam Methane Reforming (SMR) Over A Ni - AL O CatalystRaviyank PatelNo ratings yet
- Thermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic AnalysisDocument14 pagesThermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic Analysisdavid alendezNo ratings yet
- Polymerization Study and Rheological Behavior of A RTM6 Epoxy Resin System During Preprocessing StepDocument9 pagesPolymerization Study and Rheological Behavior of A RTM6 Epoxy Resin System During Preprocessing StepNico PonsNo ratings yet
- ST IreneDocument12 pagesST IrenedaryaxNo ratings yet
- Polypropylene SciendirectDocument39 pagesPolypropylene SciendirectNguyễn Hồng SơnNo ratings yet
- Vernikovskaya2011 BanyakDocument7 pagesVernikovskaya2011 BanyakAisah Cory PrasonoNo ratings yet
- Influence of Solvent Evaporation Rate in The Preparation of Carbon-Coated Lithium Iron Phosphate Cathode Films On Battery PerformanceDocument10 pagesInfluence of Solvent Evaporation Rate in The Preparation of Carbon-Coated Lithium Iron Phosphate Cathode Films On Battery PerformanceMDRNo ratings yet
- REVISAR Colloids and Surfaces ADocument6 pagesREVISAR Colloids and Surfaces AJuan Sebastian Geraldo EscobarNo ratings yet
- Steam Reforming of Methane Over Ni Catalyst in Micro-Channel ReactorDocument9 pagesSteam Reforming of Methane Over Ni Catalyst in Micro-Channel ReactorWassachol SumarasinghaNo ratings yet
- 2006.05.08 Project Sheet NSBDocument2 pages2006.05.08 Project Sheet NSBmoxianNo ratings yet
- Li 2011Document8 pagesLi 2011xatuNo ratings yet
- Catalytic Dehydration of Methanol To Dimethyl Ether. Kinetic Investigation and Reactor SimulationDocument8 pagesCatalytic Dehydration of Methanol To Dimethyl Ether. Kinetic Investigation and Reactor SimulationLuiz Rodrigo AssisNo ratings yet
- A Transient Study of Double-Jacketed Membrane Reactor Via Methanol Steam ReformingDocument9 pagesA Transient Study of Double-Jacketed Membrane Reactor Via Methanol Steam Reformingmerialeng34No ratings yet
- Polypropylene Production Simulation With Cape-Open Interfacing of Pro/ii and gPROMSDocument15 pagesPolypropylene Production Simulation With Cape-Open Interfacing of Pro/ii and gPROMSAhmadNo ratings yet
- Joo 2003Document8 pagesJoo 2003vinay sharmaNo ratings yet
- 10 1016@j Seta 2020 100714 PDFDocument15 pages10 1016@j Seta 2020 100714 PDFVijay KumarNo ratings yet
- Thermal Degradation Behaviors of Polyethylene and PolypropyleneDocument7 pagesThermal Degradation Behaviors of Polyethylene and PolypropyleneKartik IyerNo ratings yet
- Kuliah Teknik Reaksi Kimia HomogenDocument19 pagesKuliah Teknik Reaksi Kimia HomogenThe Golden PieNo ratings yet
- Polymer 178 32-A Novel Route To Synthesis Polythiophene With Great Yield and High Electrical Conductivity Without Post Doping ProcessDocument9 pagesPolymer 178 32-A Novel Route To Synthesis Polythiophene With Great Yield and High Electrical Conductivity Without Post Doping Processsilambarasan kNo ratings yet
- A Mathematical Model For The Production of Low Density Polyethylene in A Tubular ReactorDocument8 pagesA Mathematical Model For The Production of Low Density Polyethylene in A Tubular ReactorAlfredo IllescasNo ratings yet
- Li 2020Document11 pagesLi 2020shubh shahNo ratings yet
- Optimisation of Silane Grafting in Single Screw Extruder - S Isac PDFDocument5 pagesOptimisation of Silane Grafting in Single Screw Extruder - S Isac PDFKennard McDanielNo ratings yet
- Catalytic Oxidation of Methanol To Formaldehyde: An Example of Kinetics With Transport Phenomena in A Packed-Bed ReactorDocument9 pagesCatalytic Oxidation of Methanol To Formaldehyde: An Example of Kinetics With Transport Phenomena in A Packed-Bed ReactorNagarajanNo ratings yet
- Renewable and Sustainable Energy Reviews: Evangelos Bellos, Christos Tzivanidis, Dimitrios TsimpoukisDocument18 pagesRenewable and Sustainable Energy Reviews: Evangelos Bellos, Christos Tzivanidis, Dimitrios TsimpoukisVijay KumarNo ratings yet
- Energies: DC Thermal Plasma Design and Utilization For The Low Density Polyethylene To Diesel Oil Pyrolysis ReactionDocument15 pagesEnergies: DC Thermal Plasma Design and Utilization For The Low Density Polyethylene To Diesel Oil Pyrolysis ReactionHaryati Putri HasibuanNo ratings yet
- Reactive & Functional Polymers: Jinzhang Gao, Aixiang Wang, Yan Li, Yan Fu, Jianlin Wu, Youdi Wang, Yujing WangDocument7 pagesReactive & Functional Polymers: Jinzhang Gao, Aixiang Wang, Yan Li, Yan Fu, Jianlin Wu, Youdi Wang, Yujing WangEdward GustafNo ratings yet
- 2 - 1-S2.0-S1359431119341560-MainDocument12 pages2 - 1-S2.0-S1359431119341560-MainkarimNo ratings yet
- Literature Review 3Document10 pagesLiterature Review 3Anish Menon (RA1811002010253)No ratings yet
- New Design For A Safe Lithium-Ion Gel Polymer Battery: Takaya Sato, Kimiyo Banno, Tatsuya Maruo, Ryutaro NozuDocument8 pagesNew Design For A Safe Lithium-Ion Gel Polymer Battery: Takaya Sato, Kimiyo Banno, Tatsuya Maruo, Ryutaro NozuSusi LolutNo ratings yet
- Journal of Power Sources: High-Performance, Nano-Structured Limnpo Synthesized Via A Polyol MethodDocument5 pagesJournal of Power Sources: High-Performance, Nano-Structured Limnpo Synthesized Via A Polyol MethodHussain Ali MurtazaNo ratings yet
- Fabrication and Experimental Evaluation of A Polymer-Based Flexible Pulsating Heat PipeDocument7 pagesFabrication and Experimental Evaluation of A Polymer-Based Flexible Pulsating Heat PipeBibhu ShaNo ratings yet
- Thermal and catalytic pyrolysis of polyethyleneDocument9 pagesThermal and catalytic pyrolysis of polyethyleneKatiane MesquitaNo ratings yet
- Fluidized Bed Reactor For The Hydrogenation of Nitrobenzene To AnilineDocument21 pagesFluidized Bed Reactor For The Hydrogenation of Nitrobenzene To AnilineJeff Gomez PerezNo ratings yet
- Novel Integrated Reactors Increase Aromatics and HydrogenDocument17 pagesNovel Integrated Reactors Increase Aromatics and HydrogenZulaikha AinaNo ratings yet
- Odhcej 2015 PDFDocument14 pagesOdhcej 2015 PDFBrandon Calef Alain Estrada MartinezNo ratings yet
- Lin 2001Document8 pagesLin 2001Navid AhadiNo ratings yet
- Gwak (2020) - Analyzing Oxygen Transport ResistanceDocument14 pagesGwak (2020) - Analyzing Oxygen Transport ResistanceGeonhui GwakNo ratings yet
- Energy Conversion and Management: Evangelos Bellos, Christos Tzivanidis, Dimitrios TsimpoukisDocument15 pagesEnergy Conversion and Management: Evangelos Bellos, Christos Tzivanidis, Dimitrios TsimpoukisShafira RiskinaNo ratings yet
- Optimize n-Pentane Isomerization Reactor OperationDocument10 pagesOptimize n-Pentane Isomerization Reactor OperationViolitaNo ratings yet
- Effect of DiameterDocument8 pagesEffect of Diametervishal kumarNo ratings yet
- Fusion Engineering and DesignDocument5 pagesFusion Engineering and DesignAnonymous 1hOgJqwZuzNo ratings yet
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975From EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovRating: 5 out of 5 stars5/5 (1)
- Catalytic Dehydration of Methanol To DimDocument8 pagesCatalytic Dehydration of Methanol To DimNorma JenarezNo ratings yet
- Numerical Study On The Turbulent Reacting Ow in The Vicinity of The Injector of An LDPE Tubular ReactorDocument10 pagesNumerical Study On The Turbulent Reacting Ow in The Vicinity of The Injector of An LDPE Tubular Reactorc_vivi92No ratings yet
- Chemical Engineering & Processing: Process Intensi Fication: ArticleinfoDocument6 pagesChemical Engineering & Processing: Process Intensi Fication: ArticleinforukwavuNo ratings yet
- Applied Thermal Engineering: SciencedirectDocument14 pagesApplied Thermal Engineering: Sciencedirectramesh tNo ratings yet
- Somche 2014 - 2 - 2015 - 062 - 074Document13 pagesSomche 2014 - 2 - 2015 - 062 - 074LTORRESMNo ratings yet
- Steam Methane Reforming Reaction Process Intensification by Using A ReactorDocument14 pagesSteam Methane Reforming Reaction Process Intensification by Using A ReactorserchNo ratings yet
- Pem Electrolyzer SimulationDocument8 pagesPem Electrolyzer Simulationmakwana1No ratings yet
- 1 s2.0 S0040603115004451 MainDocument7 pages1 s2.0 S0040603115004451 MainMia PhanNo ratings yet
- Energy: Marco Astol Fi, Matteo C. Romano, Paola Bombarda, Ennio MacchiDocument12 pagesEnergy: Marco Astol Fi, Matteo C. Romano, Paola Bombarda, Ennio MacchiJosé Fco. VillegasNo ratings yet
- Chemical Engineering Journal: J.F. Portha, F. Allain, V. Coupard, A. Dandeu, E. Girot, E. Schaer, L. FalkDocument14 pagesChemical Engineering Journal: J.F. Portha, F. Allain, V. Coupard, A. Dandeu, E. Girot, E. Schaer, L. FalkSergio RoblesNo ratings yet
- Chinese Journal of Chemical Engineering: Zechen Jin, Dezhen Chen, Lijie Yin, Yuyan Hu, Huangqing Zhu, Liu HongDocument7 pagesChinese Journal of Chemical Engineering: Zechen Jin, Dezhen Chen, Lijie Yin, Yuyan Hu, Huangqing Zhu, Liu HongAlfred OwireduNo ratings yet
- Paraffin Wax Con 3 PDFDocument8 pagesParaffin Wax Con 3 PDF17-004 ASHISH SARKERNo ratings yet
- Author's Accepted Manuscript: Journal of Membrane ScienceDocument33 pagesAuthor's Accepted Manuscript: Journal of Membrane ScienceMuhammed AfnazNo ratings yet
- 1 s2.0 S0957582023002264 MainDocument22 pages1 s2.0 S0957582023002264 Mainlunar100% (1)
- Ergun 6Document14 pagesErgun 6ghenisNo ratings yet
- Ethylene ProductionDocument10 pagesEthylene Productionnurul syuhadaNo ratings yet
- Frenel Nanofluide 2021Document18 pagesFrenel Nanofluide 2021KarimaNo ratings yet
- Pump NPSH CalculationDocument18 pagesPump NPSH CalculationDarwinNo ratings yet
- Naicker Omasha 2006Document142 pagesNaicker Omasha 2006EdwardNo ratings yet
- CJChE-22-0058 Revised Manuscript FINALDocument27 pagesCJChE-22-0058 Revised Manuscript FINALEdwardNo ratings yet
- Manual-Standard WeldingDocument192 pagesManual-Standard WeldingkhalidmhNo ratings yet
- Interpuls Novinki 2014Document64 pagesInterpuls Novinki 2014BaklanovaSVNo ratings yet
- SteelsDocument72 pagesSteelsLLNo ratings yet
- 3.1 Artifact OptimiserDocument120 pages3.1 Artifact Optimiseralex joNo ratings yet
- Midwifery All Year ProgramDocument3 pagesMidwifery All Year Programfiraol mokonnenNo ratings yet
- Wda 201Document72 pagesWda 201MoussaNo ratings yet
- Tabcalcs.com general equations sheetDocument2 pagesTabcalcs.com general equations sheetRamadan RashadNo ratings yet
- MetdsgffggDocument263 pagesMetdsgffggVishal Singh GaharwarNo ratings yet
- Stereochemistry MSCDocument29 pagesStereochemistry MSCBapu Thorat50% (2)
- CD 0400 CH 4 X 100 ML: For in Vitro Diagnostic Use Only. LinearityDocument1 pageCD 0400 CH 4 X 100 ML: For in Vitro Diagnostic Use Only. LinearityNguyễn ThơiNo ratings yet
- Mobile Network Optimization MapDocument1 pageMobile Network Optimization MapShahzad Farooq100% (1)
- Auomotivr Fuel TanksDocument9 pagesAuomotivr Fuel Tankscolumba_mcNo ratings yet
- 3M CatalogueDocument32 pages3M Cataloguefandi.azs37No ratings yet
- The Nature of Substance - Rudolf Hauschka PDFDocument250 pagesThe Nature of Substance - Rudolf Hauschka PDFBruno Morin100% (5)
- Validation of Correlations Between A NSPT PDFDocument12 pagesValidation of Correlations Between A NSPT PDFAgus WahyudiNo ratings yet
- Atlas MothDocument1 pageAtlas Mothlililala92No ratings yet
- Flacs CFD ManualDocument658 pagesFlacs CFD ManualCyanNo ratings yet
- Guillain Barre 3Document6 pagesGuillain Barre 3YON LEANDRO VILLAMIL ROJASNo ratings yet
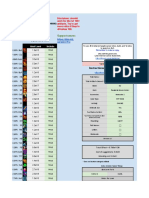
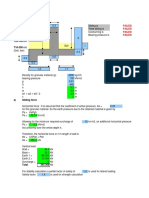
- Sliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallDocument4 pagesSliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallAbdul Aziz Julkarnain ZulkifliNo ratings yet
- Welcome Students!: Week 8 (3 Quarter)Document28 pagesWelcome Students!: Week 8 (3 Quarter)Erika Lloren Luyun-GaliaNo ratings yet
- Explore the beaches and parks of Labuan IslandDocument2 pagesExplore the beaches and parks of Labuan IslandDudeNo ratings yet
- AbstractDocument2 pagesAbstractramyaNo ratings yet
- Sponge BobDocument4 pagesSponge BobchabriesNo ratings yet
- Creation Story From LuzonDocument4 pagesCreation Story From LuzonMartin SantelicesNo ratings yet
- Generador APD550PEDocument4 pagesGenerador APD550PEFTL1990No ratings yet
- EE 102 Cabric Final Spring08 o Id15Document10 pagesEE 102 Cabric Final Spring08 o Id15Anonymous TbHpFLKNo ratings yet
- 2a CTRL DecDocument75 pages2a CTRL Decramanathan balamoorthyNo ratings yet
- PSUTIL Documentation for Monitoring System ResourcesDocument77 pagesPSUTIL Documentation for Monitoring System ResourcesImam RiadiNo ratings yet
- Burford-Exam 3 Spring 2018Document6 pagesBurford-Exam 3 Spring 2018api-430812455No ratings yet
- Astm D2467-2013Document8 pagesAstm D2467-2013Renato CorrêaNo ratings yet
- STP1236 Eb.1415051 1 PDFDocument208 pagesSTP1236 Eb.1415051 1 PDFpaolaNo ratings yet