You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Epoxy ResinDocument10 pagesEpoxy ResinKurt BiduaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Introduction To GFRCDocument13 pagesIntroduction To GFRCibrahim alshaerNo ratings yet
- ISO 5801 Pictorial Standard of Cleaniness PDFDocument2 pagesISO 5801 Pictorial Standard of Cleaniness PDFmariustudoracheNo ratings yet
- Ground Improvement by GroutingDocument17 pagesGround Improvement by GroutingVaibhav AryaNo ratings yet
- Atoms Elements and CompoundsDocument3 pagesAtoms Elements and CompoundsIfenna Ikenna-Okeke100% (1)
- En 14175-2008 PDFDocument14 pagesEn 14175-2008 PDFmariustudoracheNo ratings yet
- Din en Iso 12944 2 PDFDocument14 pagesDin en Iso 12944 2 PDFAnonymous gQyrTUHX38No ratings yet
- Astm A774 PDFDocument4 pagesAstm A774 PDFCristian Otivo100% (1)
- Asahi 02Document112 pagesAsahi 02dAvId rObLeSNo ratings yet
- The Right Help at The Right Time: MatterDocument24 pagesThe Right Help at The Right Time: MattermariustudoracheNo ratings yet
- Learning in The Cloud Cloud Computing For Teachers SchoolsDocument23 pagesLearning in The Cloud Cloud Computing For Teachers SchoolsmariustudoracheNo ratings yet
- Hardware Software For The Classroom Contribute Cloud Is A Cloud ComputingDocument20 pagesHardware Software For The Classroom Contribute Cloud Is A Cloud ComputingmariustudoracheNo ratings yet
- Trotec T260 PDFDocument15 pagesTrotec T260 PDFmariustudoracheNo ratings yet
- C2019 12787GalvanicCPwithVCIforASTsDocument13 pagesC2019 12787GalvanicCPwithVCIforASTsDAVID LARZON MARTINEZNo ratings yet
- 02 Epl Lab Manual - 2017-18Document93 pages02 Epl Lab Manual - 2017-18jvanandhNo ratings yet
- Tapioplast: PropertiesDocument3 pagesTapioplast: PropertiesRoshni PattanayakNo ratings yet
- Flygt 3045, 50Hz: Technical SpecificationDocument18 pagesFlygt 3045, 50Hz: Technical SpecificationLuis Miguel LimaNo ratings yet
- Packaging Guide PDFDocument12 pagesPackaging Guide PDFrakibNo ratings yet
- The Story of WoolDocument40 pagesThe Story of WoolRohit KumarNo ratings yet
- WPS Welding Performance SpecialistDocument2 pagesWPS Welding Performance SpecialistGobinath GovindarajNo ratings yet
- OPGW Non-Metallic Loose Tube Type - OPGW - Taihan FiberopticsDocument7 pagesOPGW Non-Metallic Loose Tube Type - OPGW - Taihan FiberopticsthangbinhbkNo ratings yet
- Paving Fabric As Moisture Barrier D Suits1999 (43333)Document15 pagesPaving Fabric As Moisture Barrier D Suits1999 (43333)Rmao CINo ratings yet
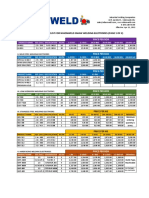
- ... Nihonweld Condensed Pricelist For Smaw Welding Electrodes (04.11.2022)Document2 pages... Nihonweld Condensed Pricelist For Smaw Welding Electrodes (04.11.2022)Adrian Duran MoralejoNo ratings yet
- Investigatory ProjectDocument10 pagesInvestigatory Projectjoana dequinaNo ratings yet
- Chehab Industrial and Medical Gases S.A.L: Beirut, Lebanon Saifi, Nahib Houbika St. Chehab BLDGDocument15 pagesChehab Industrial and Medical Gases S.A.L: Beirut, Lebanon Saifi, Nahib Houbika St. Chehab BLDGinstrumed_globalNo ratings yet
- Steel Polypipe CatalogueDocument2 pagesSteel Polypipe CatalogueRoddy TeeNo ratings yet
- Truckcom Cesab 2 12 9 3 Diagnostic SoftwareDocument22 pagesTruckcom Cesab 2 12 9 3 Diagnostic Softwarejennifermaldonado041189drs100% (128)
- Steel-Pak 90 P CR: Chemical Analysis Major Components Product InformationDocument1 pageSteel-Pak 90 P CR: Chemical Analysis Major Components Product InformationAdriano GutsteinNo ratings yet
- Insulation SpecificationDocument1 pageInsulation SpecificationKittisak SungsanaNo ratings yet
- Christo-Lube MCG 129N: Base Oil Characteristics Typical ValueDocument1 pageChristo-Lube MCG 129N: Base Oil Characteristics Typical ValueRicardoNo ratings yet
- A UK-wide Solution For The Recovery of Zinc From Electric Steelmaking WasteDocument11 pagesA UK-wide Solution For The Recovery of Zinc From Electric Steelmaking WasteJorge MadiasNo ratings yet
- Test Ch. 12 (The Gas Laws) PracticeDocument4 pagesTest Ch. 12 (The Gas Laws) Practiceliza1207No ratings yet
- Dot 30333 DS1 PDFDocument212 pagesDot 30333 DS1 PDFPhạm Thanh PhươngNo ratings yet
- PVN Acharya's Work in France With Societe Organico, Birla Synthetic Fibers From Castor Oil and Ground Nut Oils.Document2 pagesPVN Acharya's Work in France With Societe Organico, Birla Synthetic Fibers From Castor Oil and Ground Nut Oils.Prativadi Bhayankara Raghu Vir AcharyaNo ratings yet
- Concrete Surface RetarderDocument2 pagesConcrete Surface RetarderHendra Squall LeonhartNo ratings yet
- Falchem Spec SAF ACID - POWDERDocument3 pagesFalchem Spec SAF ACID - POWDERArjun NNo ratings yet
- 3 Guest Elevations and Stair DetailsDocument1 page3 Guest Elevations and Stair Detailstouati benNo ratings yet