You might also like
- Contents:: Choke Valve Installation & Maintenance ManualDocument10 pagesContents:: Choke Valve Installation & Maintenance Manualimam susantoNo ratings yet
- Regulating Feed Water Valve: Control Valves, Type 470/471Document28 pagesRegulating Feed Water Valve: Control Valves, Type 470/471Alexander BaziotisNo ratings yet
- Vciom 06062 enDocument4 pagesVciom 06062 enJoeNo ratings yet
- Man B&W: Starting Air DistributorDocument14 pagesMan B&W: Starting Air DistributorRajesh Sharma100% (1)
- KSB Pump Movi ManualDocument12 pagesKSB Pump Movi ManualVenkat Dora100% (3)
- Swing-Flex Check Valve: Operation, Maintenance and Installation ManualDocument8 pagesSwing-Flex Check Valve: Operation, Maintenance and Installation ManualAhmed ShawkyNo ratings yet
- User Instructions: Installation Operation Maintenance NAF Duball DL Pocket ValveDocument12 pagesUser Instructions: Installation Operation Maintenance NAF Duball DL Pocket ValveMauricio Contreras R.No ratings yet
- Butterfly Valve User ManualDocument10 pagesButterfly Valve User ManualEduardoAscencioNo ratings yet
- Check Valve: Product Bulletin 50-13 CDocument2 pagesCheck Valve: Product Bulletin 50-13 CHuong QuangNo ratings yet
- Deltech Controls, L.L.C.: Delval Flow Controls Private LimitedDocument8 pagesDeltech Controls, L.L.C.: Delval Flow Controls Private LimitedProcess Controls & ServicesNo ratings yet
- Betriebsanleitung Schieber CA EnglDocument9 pagesBetriebsanleitung Schieber CA EnglborodichNo ratings yet
- Pilot Operated Safety Valves Type 95 Anderson Greenwood (Tyco) PDFDocument16 pagesPilot Operated Safety Valves Type 95 Anderson Greenwood (Tyco) PDFdhaneshbhorNo ratings yet
- Pilot Operated Safety Valves Type 95 Anderson Greenwood (Tyco) PDFDocument16 pagesPilot Operated Safety Valves Type 95 Anderson Greenwood (Tyco) PDFdhaneshbhorNo ratings yet
- MN 03007Document16 pagesMN 03007hyarub9No ratings yet
- Manuals K Lok Series 360 362 370 372 Keystone en en 5196826 PDFDocument8 pagesManuals K Lok Series 360 362 370 372 Keystone en en 5196826 PDFAnonymous T7zEN6iLHNo ratings yet
- 2020 Vexve Long Stem Ball Valves Manual enDocument36 pages2020 Vexve Long Stem Ball Valves Manual env.cheliuh22No ratings yet
- Is-V3155b Agcdr-0071-EnDocument15 pagesIs-V3155b Agcdr-0071-EnPrakash WarrierNo ratings yet
- Manual 990 920Document6 pagesManual 990 920Luis FelipeNo ratings yet
- Flush Bottom Valve Installation-Maintenance-Manual PDFDocument12 pagesFlush Bottom Valve Installation-Maintenance-Manual PDFtuscan23No ratings yet
- Installation, Operation and Maintenance Instructions: Gate, Globe, Check and Ball Valves Doc. DT01-05e-BDocument44 pagesInstallation, Operation and Maintenance Instructions: Gate, Globe, Check and Ball Valves Doc. DT01-05e-BValentina PopescuNo ratings yet
- Microfinish Cryogenic Ball Valves: Installation Operation and Maintenance ManualDocument14 pagesMicrofinish Cryogenic Ball Valves: Installation Operation and Maintenance ManualEMS GlobalNo ratings yet
- Actuator Double ActingDocument3 pagesActuator Double Actingandi nainggolanNo ratings yet
- BA 5.4 Addition To BA 1.0 enDocument2 pagesBA 5.4 Addition To BA 1.0 enRadu GanciuNo ratings yet
- Maintenance ManualDocument10 pagesMaintenance ManualAbo MohammedNo ratings yet
- APP Operating InstructionsDocument12 pagesAPP Operating InstructionsjaydiiphajraNo ratings yet
- Hygienic Butterfly Valves F250 F251 Pentair Installation OperationDocument8 pagesHygienic Butterfly Valves F250 F251 Pentair Installation OperationronnelNo ratings yet
- Instruction Manual BR33 enDocument20 pagesInstruction Manual BR33 enHimozaesNo ratings yet
- Manual Tecnico Valvula Norriseal Serie 2-2220Document7 pagesManual Tecnico Valvula Norriseal Serie 2-2220Dany GarciaNo ratings yet
- Respiraderos de Techo Tipo HongoDocument4 pagesRespiraderos de Techo Tipo HongoNicolás LondoñoNo ratings yet
- Ball Valve, Split Body, Operation and Maintenance InstructionsDocument52 pagesBall Valve, Split Body, Operation and Maintenance InstructionsadrianioantomaNo ratings yet
- Warning: Installation, Operating, & Maintenance InstructionsDocument9 pagesWarning: Installation, Operating, & Maintenance InstructionsAnggi SujiwoNo ratings yet
- Iom Forged GGC ValvesDocument12 pagesIom Forged GGC ValvesMohamadIbnuHassanNo ratings yet
- Cpe Duo Chek Iom en LT 8 2014 19Document6 pagesCpe Duo Chek Iom en LT 8 2014 19Alberto HerreraNo ratings yet
- Installation Instructions: Durametallic ML-200 SeriesDocument8 pagesInstallation Instructions: Durametallic ML-200 SerieslubangjarumNo ratings yet
- Multiflo W: Horizontal Multistage PumpsDocument14 pagesMultiflo W: Horizontal Multistage Pumpsbayu enasoraNo ratings yet
- Installation Instructions: Plus D'informations SurDocument16 pagesInstallation Instructions: Plus D'informations SurandreNo ratings yet
- Valve Installation InstructionsDocument8 pagesValve Installation InstructionsilkinNo ratings yet
- Trunnion Mounted Ball Valve Series-8200 FO: Dembla Valves Ltd. ThaneDocument16 pagesTrunnion Mounted Ball Valve Series-8200 FO: Dembla Valves Ltd. ThaneDipalee TulaskarNo ratings yet
- Please Read These Instructions Carefully: GRW/GRL Installation & Operation ManualDocument8 pagesPlease Read These Instructions Carefully: GRW/GRL Installation & Operation ManualCn RomaNo ratings yet
- Installation, Operation and Maintenance Instructions: Hancock Forged Steel - Gate, Globe and Check ValvesDocument6 pagesInstallation, Operation and Maintenance Instructions: Hancock Forged Steel - Gate, Globe and Check ValvesÁlvaro Martínez FernándezNo ratings yet
- MSA5TCD97L3455Document4 pagesMSA5TCD97L3455Mudflap CalizayaNo ratings yet
- VAG SKR Slanted Seat Tilting Disk Check Valve: Operating and Maintenance InstructionsDocument11 pagesVAG SKR Slanted Seat Tilting Disk Check Valve: Operating and Maintenance InstructionsnavaronefraNo ratings yet
- Maintenance Instructions Installation, Operation and MaintenanceDocument8 pagesMaintenance Instructions Installation, Operation and MaintenanceNevermoreNo ratings yet
- KSB KWP: Non-Clogging Centrifugal PumpsDocument12 pagesKSB KWP: Non-Clogging Centrifugal PumpsalfredNo ratings yet
- Instructions of Gas Ball ValveDocument5 pagesInstructions of Gas Ball ValveMaria MarcanoNo ratings yet
- Regulator VNN-505 - DN50Document25 pagesRegulator VNN-505 - DN50aminNo ratings yet
- ROSOV Manual - L & TDocument122 pagesROSOV Manual - L & TMuneeshNo ratings yet
- Re85v Reda Centrifugal Separator Eng 2009Document107 pagesRe85v Reda Centrifugal Separator Eng 2009Berhanu GebreyohannesNo ratings yet
- 727 PosrvDocument7 pages727 Posrvtxlucky80No ratings yet
- Rocker Shaft and Push Rods - InstallDocument5 pagesRocker Shaft and Push Rods - InstallRajan MullappillyNo ratings yet
- Split Casing Pumps: Series Z22Document19 pagesSplit Casing Pumps: Series Z22Marius GhitaNo ratings yet
- CEN Manual BookDocument13 pagesCEN Manual Bookanipo68No ratings yet
- Agco 800-900 Is-V3117 Agcsb-0072-EnDocument5 pagesAgco 800-900 Is-V3117 Agcsb-0072-EnChirasak PaksasornNo ratings yet
- Manuals PDFDocument34 pagesManuals PDFtree_99No ratings yet
- Perkins 1103 Valve InstallDocument10 pagesPerkins 1103 Valve InstallInkanata SacNo ratings yet
- Installation, Operation and Maintenance Manual: Safety TroubleshootingDocument42 pagesInstallation, Operation and Maintenance Manual: Safety TroubleshootingMohamed Abdel Samie100% (3)
- Flow Serve PDFDocument26 pagesFlow Serve PDFTushar LanjekarNo ratings yet
- Monteringsanvisning - Vexve Oy - VA - VVS 5599039 Med Flere - Ball Valves ManualDocument32 pagesMonteringsanvisning - Vexve Oy - VA - VVS 5599039 Med Flere - Ball Valves ManualJoe Mari CapaNo ratings yet
- A 1020Document16 pagesA 1020Pong KrubNo ratings yet
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
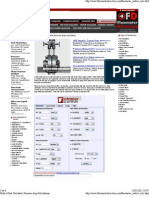
- Orifice Plate Calculator Pressure Drop CalculationsDocument4 pagesOrifice Plate Calculator Pressure Drop CalculationsAnderson Pioner100% (1)
- Guru Stotram-1Document5 pagesGuru Stotram-1Green WattNo ratings yet
- 2006 317Document13 pages2006 317LonginoNo ratings yet
- The Macquarie Australian Slang DictionarDocument7 pagesThe Macquarie Australian Slang DictionarnetshidoNo ratings yet
- Group 6G Revised Research Manuscript 1Document57 pagesGroup 6G Revised Research Manuscript 1Mc Rollyn VallespinNo ratings yet
- English The Smiles and Tears of RasoolullahDocument130 pagesEnglish The Smiles and Tears of RasoolullahwildqafNo ratings yet
- Spsi 622 Page Quattlebaum-Severecommunicationdisorders W Ecolog Inventory ExDocument25 pagesSpsi 622 Page Quattlebaum-Severecommunicationdisorders W Ecolog Inventory Exapi-270949898No ratings yet
- Case Analysis: A Simple Strategy at Costco: Informative Background InformationDocument15 pagesCase Analysis: A Simple Strategy at Costco: Informative Background InformationFred Nazareno CerezoNo ratings yet
- Final Year Project Edi IrawanDocument75 pagesFinal Year Project Edi IrawanEdi IrawanNo ratings yet
- Saes TABLEDocument13 pagesSaes TABLERiyaz BasheerNo ratings yet
- Classification by Depth Distribution of Phytoplankton and ZooplanktonDocument31 pagesClassification by Depth Distribution of Phytoplankton and ZooplanktonKeanu Denzel BolitoNo ratings yet
- BBC Learning English - 6 Minute English - Bitcoin - Digital Crypto-CurrencyDocument38 pagesBBC Learning English - 6 Minute English - Bitcoin - Digital Crypto-CurrencyMohamad GhafooryNo ratings yet
- 1b.exadata X9M 2Document29 pages1b.exadata X9M 2Edu KiaiNo ratings yet
- Step Buying Process in LazadaDocument4 pagesStep Buying Process in LazadaAfifah FatihahNo ratings yet
- Cement Grouted Rock BoltsDocument28 pagesCement Grouted Rock BoltsBhaskar ReddyNo ratings yet
- BarDocument1 pageBarJoannalyn Libo-onNo ratings yet
- Saes T 633Document6 pagesSaes T 633luke luckyNo ratings yet
- Structural Analysis of English SyntaxDocument26 pagesStructural Analysis of English SyntaxremovableNo ratings yet
- Lesson Plan - Manner, Matter, and MethodDocument3 pagesLesson Plan - Manner, Matter, and MethodRIVALDO MALAWATNo ratings yet
- MaekawaDocument2 pagesMaekawabhaskar_chintakindiNo ratings yet
- Make - Volume 13 - Volume 13Document212 pagesMake - Volume 13 - Volume 13Pedernal Lisiao100% (2)
- Dunhill The Old WindmillDocument2 pagesDunhill The Old WindmillMaría Hernández MiraveteNo ratings yet
- Machine Design Key 2014Document15 pagesMachine Design Key 2014SouvikDasNo ratings yet
- Physics 715 HW 1Document13 pagesPhysics 715 HW 1Antonildo PereiraNo ratings yet
- SIP Debugging Commands Overview - Cisco CommunityDocument5 pagesSIP Debugging Commands Overview - Cisco CommunitysenthilNo ratings yet
- Predicates and ArgumentsDocument4 pagesPredicates and ArgumentsOanh NguyễnNo ratings yet
- Sharp MX M283 363 453 503 PDFDocument404 pagesSharp MX M283 363 453 503 PDFAlejandro Barraza100% (2)
- 500KVA Rigsafe Framed Generator (8900Kgs)Document1 page500KVA Rigsafe Framed Generator (8900Kgs)Elsad HuseynovNo ratings yet
- HRM ModelDocument6 pagesHRM ModelsakshiNo ratings yet
- AspenTech Awareness & Workshop Ebook - 2020 PDFDocument20 pagesAspenTech Awareness & Workshop Ebook - 2020 PDFĐậu BắpNo ratings yet