You might also like
- Polimac Gabion - 0303042018 PDFDocument2 pagesPolimac Gabion - 0303042018 PDFSuntharathevan RamasamyNo ratings yet
- Rockfall Protection Netting: Galvanized & Polymer Coated (10x12)Document2 pagesRockfall Protection Netting: Galvanized & Polymer Coated (10x12)Sudipto PaulNo ratings yet
- Ma Tds Dtnet ZN Rev19Document2 pagesMa Tds Dtnet ZN Rev19sundra0No ratings yet
- TDS Jumbo Gabion P8+2.7 PolimacDocument2 pagesTDS Jumbo Gabion P8+2.7 PolimacszemianNo ratings yet
- Att.1-Technical Specification For ACSRDocument7 pagesAtt.1-Technical Specification For ACSRabdallahsabry.mNo ratings yet
- MACCAFERRI TDS-PH-Gabions Zinc 2019-v2Document2 pagesMACCAFERRI TDS-PH-Gabions Zinc 2019-v2Jodel SerranoNo ratings yet
- B 910 - B 910M - 02 Qjkxmc9cotewts1sruqDocument5 pagesB 910 - B 910M - 02 Qjkxmc9cotewts1sruqJuan Sebastián Londoño MartínezNo ratings yet
- TDS Jumbo Gabion P8+2.2 PVC - PubDocument2 pagesTDS Jumbo Gabion P8+2.2 PVC - PubszemianNo ratings yet
- Eti Ohe 76 - 6 97 - PDFDocument16 pagesEti Ohe 76 - 6 97 - PDFCounter RoverNo ratings yet
- Tds Gabion GalvanizedDocument2 pagesTds Gabion Galvanizeddinah musyawaroh100% (1)
- International Standard For High Frequency Welded Fins DownloadDocument3 pagesInternational Standard For High Frequency Welded Fins DownloadPrasad Dhume50% (2)
- 14.Tds-tm-zn+Pvc Ind Eng (10x12)Document2 pages14.Tds-tm-zn+Pvc Ind Eng (10x12)shabenoorNo ratings yet
- TDS PH GabionZinc+PVC May2014Document2 pagesTDS PH GabionZinc+PVC May2014SunderNo ratings yet
- Zinc-Coated Steel Wire Rope and Fittings For Highway GuardrailDocument4 pagesZinc-Coated Steel Wire Rope and Fittings For Highway GuardrailCPA BTKNo ratings yet
- TDS - Galmac PVC Coated Gabions June 10Document2 pagesTDS - Galmac PVC Coated Gabions June 10Chana PalominoNo ratings yet
- Winding WiresDocument71 pagesWinding WiresMaria BellNo ratings yet
- IS 2553 - Part 1 Amd 1 - Fire Resistant GlassDocument7 pagesIS 2553 - Part 1 Amd 1 - Fire Resistant GlassNoel Federer SarkarNo ratings yet
- TR60+ Data SheetDocument2 pagesTR60+ Data SheetEmanuel PopaNo ratings yet
- CTC Product InformationDocument13 pagesCTC Product InformationPruthvi KrishnaNo ratings yet
- CD - Works: Salient FeaturesDocument8 pagesCD - Works: Salient FeaturesMuthusamy ArumugamNo ratings yet
- Oes 25aDocument6 pagesOes 25aBOBNo ratings yet
- Non-Alloy Structural Steels: Mechanical Properties Available DimensionsDocument1 pageNon-Alloy Structural Steels: Mechanical Properties Available Dimensionssorin robertNo ratings yet
- Is 278 Draft Galvanized Steel Barbed Wire For Fencing - SpecificationDocument7 pagesIs 278 Draft Galvanized Steel Barbed Wire For Fencing - SpecificationAdonis KumNo ratings yet
- Astm A557 A557mDocument3 pagesAstm A557 A557mارفع راسك فوق انت يمنيNo ratings yet
- Gabion TDSDocument2 pagesGabion TDSPearl ZhaoNo ratings yet
- Astm A556 A556mDocument3 pagesAstm A556 A556macount checkNo ratings yet
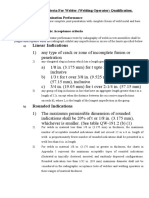
- Acceptance Criteria For WelderDocument3 pagesAcceptance Criteria For WelderAkhtarcmti1342No ratings yet
- Bms HB 3000-b Brinell-HardheidstesterDocument20 pagesBms HB 3000-b Brinell-HardheidstesterKumara SubramanianNo ratings yet
- TDS RO GAB GL ENG Rev Jul2014 PDFDocument2 pagesTDS RO GAB GL ENG Rev Jul2014 PDFCatalin GudeiNo ratings yet
- S275JR PDFDocument1 pageS275JR PDFEmrahCayboylu100% (1)
- Railway Bridge Quality Control ResultsDocument8 pagesRailway Bridge Quality Control Resultsasraful.adalderNo ratings yet
- RT ProcedureDocument19 pagesRT Procedureadel zahedNo ratings yet
- Technical Specification of 55Sqmm 100Sqmm AAACDocument14 pagesTechnical Specification of 55Sqmm 100Sqmm AAACMurtuzaNo ratings yet
- MIL-DTL-17-133E - Cables, Radio Frequency, Coaxial, 0.0865 Diameter, Semi Rigid, 50 OhmsDocument11 pagesMIL-DTL-17-133E - Cables, Radio Frequency, Coaxial, 0.0865 Diameter, Semi Rigid, 50 OhmsgamillosNo ratings yet
- M3382 Spec (Fusible Link)Document4 pagesM3382 Spec (Fusible Link)DamonNo ratings yet
- Reno MattressDocument2 pagesReno MattressnathychidazNo ratings yet
- Stellgrid HR 30Document2 pagesStellgrid HR 30Mario CordovaNo ratings yet
- 3948Document20 pages3948Jigneshkumar PatelNo ratings yet
- Tata Steel Bulb Flats BroDocument11 pagesTata Steel Bulb Flats BroMd. Rafique HassanNo ratings yet
- 1.7 - Is 12779Document6 pages1.7 - Is 12779vrgohilNo ratings yet
- 1 Scope: 1.1 Normative ReferencesDocument8 pages1 Scope: 1.1 Normative ReferencesYenny300000No ratings yet
- IS 12779.1989 Steel - Tollerences Hot Rolled Parallel Flange Sections PDFDocument9 pagesIS 12779.1989 Steel - Tollerences Hot Rolled Parallel Flange Sections PDFJostin P JoseNo ratings yet
- Is 12779 1989 PDFDocument9 pagesIs 12779 1989 PDFravi kiranNo ratings yet
- RDSO Quad Cables 0.9 MMDocument45 pagesRDSO Quad Cables 0.9 MMAbhimanyu Singh ChauhanNo ratings yet
- 33kv Techni8cal Specification Edited FormatDocument16 pages33kv Techni8cal Specification Edited Formatvikas kumarNo ratings yet
- Steel Wire, Plain, For Concrete ReinforcementDocument7 pagesSteel Wire, Plain, For Concrete ReinforcementCPA BTKNo ratings yet
- Acsr Moose GTPDocument3 pagesAcsr Moose GTPsomdatta chaudhuryNo ratings yet
- ASTM - A325M-bolts, NutsDocument7 pagesASTM - A325M-bolts, NutsNed VasicNo ratings yet
- Irs 30-2005Document62 pagesIrs 30-2005Pratyaksh AgarwalNo ratings yet
- PoliMac Coated Gabion Mattress SpecDocument2 pagesPoliMac Coated Gabion Mattress SpecworkatarNo ratings yet
- Astm B910 B910M 07Document2 pagesAstm B910 B910M 07gestordecomprasNo ratings yet
- Influence of Welding Variables On Indentation Depth in Ultrasonically Welded Al/Cu Dissimilar Joints and Theoretical Fracture Load EstimationDocument6 pagesInfluence of Welding Variables On Indentation Depth in Ultrasonically Welded Al/Cu Dissimilar Joints and Theoretical Fracture Load Estimationmantra2010No ratings yet
- Comparision of Fabrication TolerancesDocument4 pagesComparision of Fabrication TolerancesSatish Keskar100% (1)
- 316 Tubeing TrisDocument1 page316 Tubeing Triscenter steel110No ratings yet
- Astm B 33Document6 pagesAstm B 33Kamer Bibuçukvolt SemerciogluNo ratings yet
- 9Document25 pages9gazwang478No ratings yet
- 0361TQ BS EN 60332-1-2 BS 638: Orange Welding CableDocument3 pages0361TQ BS EN 60332-1-2 BS 638: Orange Welding CableFacundo ArlistanNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Full Download Small Animal Care and Management 4th Edition Warren Test BankDocument35 pagesFull Download Small Animal Care and Management 4th Edition Warren Test Bankkrzyszhugvik6100% (20)
- 2013 Casel GuideDocument80 pages2013 Casel GuideBobe MarinelaNo ratings yet
- Dysfunctional Uterine Bleeding (DUB)Document1 pageDysfunctional Uterine Bleeding (DUB)Bheru LalNo ratings yet
- Harvard Referencing GuideDocument6 pagesHarvard Referencing GuideKhánh Nguyên VõNo ratings yet
- Saa6d107e 1CC S N 26540705 Up - Parts Book Do Motor GD655-5Document164 pagesSaa6d107e 1CC S N 26540705 Up - Parts Book Do Motor GD655-5kit101No ratings yet
- Case Analysis: Beth OwensDocument8 pagesCase Analysis: Beth OwensPhillip CookNo ratings yet
- Traditional Christmas FoodDocument15 pagesTraditional Christmas FoodAlex DumitracheNo ratings yet
- JOHARI Window WorksheetDocument2 pagesJOHARI Window WorksheetAnonymous j9lsM2RBaINo ratings yet
- Transdermal Nano BookDocument44 pagesTransdermal Nano BookMuhammad Azam TahirNo ratings yet
- Microporous WikiDocument2 pagesMicroporous WikiIris BalcarceNo ratings yet
- Reaction Paper On Water PollutionDocument1 pageReaction Paper On Water PollutionAztah KivycNo ratings yet
- Government of Tamilnadu Directorate of Legal Studies: Inter-Collegeiate State Level Moot Court Competition-2022Document30 pagesGovernment of Tamilnadu Directorate of Legal Studies: Inter-Collegeiate State Level Moot Court Competition-2022Divya SrinimmiNo ratings yet
- ACLS Post Test (Copy) 낱말 카드 - QuizletDocument18 pagesACLS Post Test (Copy) 낱말 카드 - Quizlet김민길No ratings yet
- Employee Leave PolicyDocument3 pagesEmployee Leave Policyladdu30No ratings yet
- Lpalmer ResumeDocument4 pagesLpalmer Resumeapi-216019096No ratings yet
- MediclaimDocument3 pagesMediclaimPrajwal ShettyNo ratings yet
- PC110R 1 S N 2265000001 Up PDFDocument330 pagesPC110R 1 S N 2265000001 Up PDFLuis Gustavo Escobar MachadoNo ratings yet
- 2012 U.S. History End-of-Course (EOC) Assessment Field Test Fact SheetDocument2 pages2012 U.S. History End-of-Course (EOC) Assessment Field Test Fact SheetswainanjanNo ratings yet
- Big Elephants Are Useful Mnemonics & IdiomsDocument144 pagesBig Elephants Are Useful Mnemonics & IdiomsNachoAndrésLlorente100% (1)
- So 2nd Ed Adv Read Extra U4Document2 pagesSo 2nd Ed Adv Read Extra U4hector1817No ratings yet
- Edunsol@gmail - Com, 09996522162, Career Counseling, Direct Admissions, MBBS, BDS, BTECH, MBA, Pharmacy, New Delhi, Mumbai, Pune, Bangalore....Document377 pagesEdunsol@gmail - Com, 09996522162, Career Counseling, Direct Admissions, MBBS, BDS, BTECH, MBA, Pharmacy, New Delhi, Mumbai, Pune, Bangalore....Education SolutionsNo ratings yet
- Allison Burke Adime 4Document8 pagesAllison Burke Adime 4api-317577095No ratings yet
- Consolidation of ClayDocument17 pagesConsolidation of ClayMD Anan MorshedNo ratings yet
- Ems em FW Paneel Firetec enDocument2 pagesEms em FW Paneel Firetec enzlatkokrsicNo ratings yet
- InfertilityDocument8 pagesInfertilityrivannyNo ratings yet
- Ppr.1 Circ.5 Gesamp Ehs ListDocument93 pagesPpr.1 Circ.5 Gesamp Ehs ListTRANNo ratings yet
- Radial Lead Varistors LA Varistor SeriesDocument13 pagesRadial Lead Varistors LA Varistor SeriesLeman SihotangNo ratings yet
- 9 - 1 H Wood Cabinet Spec Options NelDocument8 pages9 - 1 H Wood Cabinet Spec Options NelinformalitybyusNo ratings yet
- Eye Essentials Cataract Assessment Classification and ManagementDocument245 pagesEye Essentials Cataract Assessment Classification and ManagementKyros1972No ratings yet
- Eric CHE326 JournalpptDocument33 pagesEric CHE326 JournalpptRugi Vicente RubiNo ratings yet