You might also like
- FSW of Ti-Al Alloys ChinaDocument12 pagesFSW of Ti-Al Alloys ChinaKrishnaNo ratings yet
- 1 s2.0 S1526612521001997 MainDocument17 pages1 s2.0 S1526612521001997 MainGaurav Kishor SVNITNo ratings yet
- Mechanical_properties_and_reinforced_mechanism_of_Document9 pagesMechanical_properties_and_reinforced_mechanism_of_nguyentbilienNo ratings yet
- Study of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V AlloysDocument15 pagesStudy of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V Alloysfarhad alefNo ratings yet
- Materials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengDocument9 pagesMaterials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengAnonymous 5AmJ13mLkNo ratings yet
- Investigations On Microstructure, Mechanical, and Tribological Behaviour of Aa 7075 - X WT.% Tic Composites For Aerospace ApplicationsDocument11 pagesInvestigations On Microstructure, Mechanical, and Tribological Behaviour of Aa 7075 - X WT.% Tic Composites For Aerospace ApplicationsMessi RaghuNo ratings yet
- Mechanical Performance of Zr-Containing 354-Type Al-Si-Cu-Mg Cast Alloy - Role of Additions and Heat TreatmentDocument18 pagesMechanical Performance of Zr-Containing 354-Type Al-Si-Cu-Mg Cast Alloy - Role of Additions and Heat TreatmentLilian Jefferson MalavaziNo ratings yet
- A Review of Wire Arc Additive Manufacturing and Advances in Wire Arc Add ManufacturingDocument23 pagesA Review of Wire Arc Additive Manufacturing and Advances in Wire Arc Add ManufacturingSaketh BachuNo ratings yet
- 2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasDocument5 pages2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasAndi Septian NasrulohNo ratings yet
- A Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Document15 pagesA Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Annamalai NNo ratings yet
- 1 s2.0 S0921509319307890 MainDocument7 pages1 s2.0 S0921509319307890 MainGaurav Kishor SVNITNo ratings yet
- Ling2017 Article MicrostructureAndFatigueBehavi PDFDocument9 pagesLing2017 Article MicrostructureAndFatigueBehavi PDFKhalid HafezNo ratings yet
- 1 s2.0 S0921509318310293 MainDocument10 pages1 s2.0 S0921509318310293 Mainlethao2011No ratings yet
- 1 s2.0 S2238785422010481 MainDocument15 pages1 s2.0 S2238785422010481 Mainavsriv07No ratings yet
- CMT of MG To AlDocument11 pagesCMT of MG To Alkarthick32mechNo ratings yet
- Evolution of Microstructure and Mechanical Properties of Selective Laser Melted Ti 5al 5V 5mo 3Cr After Heat TreatmentsDocument10 pagesEvolution of Microstructure and Mechanical Properties of Selective Laser Melted Ti 5al 5V 5mo 3Cr After Heat TreatmentsMahendra SukreNo ratings yet
- Metals 10 00441Document21 pagesMetals 10 00441MOhammed PatelNo ratings yet
- Sample ThesisDocument8 pagesSample ThesisAkshay Iyer50% (2)
- Ultrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4VDocument6 pagesUltrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4Vkaliappan45490No ratings yet
- Article 1Document13 pagesArticle 1Tasawar HussainNo ratings yet
- CIRP Annals - Manufacturing Technology: T. O ̈ Zel (2), M. Sima, A.K. Srivastava (3), B. KaftanogluDocument7 pagesCIRP Annals - Manufacturing Technology: T. O ̈ Zel (2), M. Sima, A.K. Srivastava (3), B. KaftanogluhanipaNo ratings yet
- Author's Accepted Manuscript: Materials Science & Engineering ADocument25 pagesAuthor's Accepted Manuscript: Materials Science & Engineering Atrongquyet_vhpNo ratings yet
- Brief Review On Dissimilar Welding Using Cold Metal TransferDocument10 pagesBrief Review On Dissimilar Welding Using Cold Metal TransferSrinivas KosuriNo ratings yet
- The in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium SheetsDocument8 pagesThe in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium SheetsMalu LoNo ratings yet
- Liu 2020 TC4 TiAlDocument3 pagesLiu 2020 TC4 TiAlJuan JimenezNo ratings yet
- Research Progress On Dissimilar Metal Brazing of Titanium Alloy and Aluminum AlloyDocument8 pagesResearch Progress On Dissimilar Metal Brazing of Titanium Alloy and Aluminum Alloy张杰No ratings yet
- Microstructure Evolution and Mechanical Behavior of Al-Li Alloy Fabricated by Laser Melting Deposition TechniqueDocument8 pagesMicrostructure Evolution and Mechanical Behavior of Al-Li Alloy Fabricated by Laser Melting Deposition TechniqueRaistlin1No ratings yet
- Titanium Alloys and Their Machinability PDFDocument13 pagesTitanium Alloys and Their Machinability PDFznovak77No ratings yet
- CMT Spot WeldingDocument11 pagesCMT Spot Weldingkarthick32mechNo ratings yet
- 2017-Microstructure and Mechanical Properties of Double-Wire + Arc Additively Manufactured Al-Cu-Mg AlloysDocument7 pages2017-Microstructure and Mechanical Properties of Double-Wire + Arc Additively Manufactured Al-Cu-Mg Alloyssumit.nsps2003No ratings yet
- 1 s2.0 S0043164820309777 MainDocument6 pages1 s2.0 S0043164820309777 MainrifqNo ratings yet
- Peritectic Titanium AlloysDocument9 pagesPeritectic Titanium AlloyssahityasaripakaNo ratings yet
- Materials: Characterising The Microstructure of An Additively Built Al-Cu-Li AlloyDocument18 pagesMaterials: Characterising The Microstructure of An Additively Built Al-Cu-Li AlloyMedjahed ABNo ratings yet
- Journal Pre-Proof: Materials & DesignDocument29 pagesJournal Pre-Proof: Materials & DesignDonny SetyaNo ratings yet
- Miao 2019Document29 pagesMiao 2019com096603No ratings yet
- Effect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsDocument11 pagesEffect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsRaul VelascoNo ratings yet
- TiB2 reinforced 7075 aluminum matrix compositesDocument27 pagesTiB2 reinforced 7075 aluminum matrix compositesADAM ANDI NUGROHONo ratings yet
- Double-Side Friction Stir Welded Cast Al-Cu-Li AlloyDocument9 pagesDouble-Side Friction Stir Welded Cast Al-Cu-Li AlloyAHMED SAMIR ALEMDARNo ratings yet
- Optimising The Mechanical Properties of Ti-6Al-4V Components Produced by Wire + Arc Additive Manufacturing With Post-Process Heat TreatmentsDocument9 pagesOptimising The Mechanical Properties of Ti-6Al-4V Components Produced by Wire + Arc Additive Manufacturing With Post-Process Heat Treatmentsanand patelNo ratings yet
- Fatigue Props of 6061T6 Al AlloysDocument13 pagesFatigue Props of 6061T6 Al Alloystruva_kissNo ratings yet
- Elrefaey 2010Document7 pagesElrefaey 2010mojtaba nNo ratings yet
- 01-The Effects of Gas Tungsten Arch Welding On The Corrosion and Mechanical Properties of AA 6061 T6Document12 pages01-The Effects of Gas Tungsten Arch Welding On The Corrosion and Mechanical Properties of AA 6061 T6hamidouNo ratings yet
- Spot WeldingDocument13 pagesSpot Weldingshanmukha MechanicalNo ratings yet
- IIW Paper Molten Metal DepositionDocument6 pagesIIW Paper Molten Metal DepositionRagil AjiNo ratings yet
- s00170-024-13538-3Document20 pagess00170-024-13538-3林哲宇No ratings yet
- 1 s2.0 S0925838819328324 Main PDFDocument10 pages1 s2.0 S0925838819328324 Main PDFDHEERAJ KUMAR SAININo ratings yet
- Phase 2Document13 pagesPhase 2Vishwas ShettyNo ratings yet
- Identification of Mechanical Properties of Weld Joints of Almgsi07.F25 Aluminium AlloyDocument4 pagesIdentification of Mechanical Properties of Weld Joints of Almgsi07.F25 Aluminium AlloyVisuvaratnam SuseendranNo ratings yet
- Selective Laser Melting of Near-α Titanium Alloy Ti-6Al-2Zr-1Mo-1V Parameter Optimization, Heat Treatment and Mechanical PerformanceDocument14 pagesSelective Laser Melting of Near-α Titanium Alloy Ti-6Al-2Zr-1Mo-1V Parameter Optimization, Heat Treatment and Mechanical Performancesveta netNo ratings yet
- Process Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsDocument6 pagesProcess Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Microstructure, Mechanical Properties and Non-Destructive Test On Dissimilar AA5083-AA7075 Aluminium Alloys Using GTAWDocument14 pagesMicrostructure, Mechanical Properties and Non-Destructive Test On Dissimilar AA5083-AA7075 Aluminium Alloys Using GTAWKalamchety Ravikumar SrinivasaNo ratings yet
- 1 s2.0 S0141635919307871 MainDocument9 pages1 s2.0 S0141635919307871 Mainamazon shoppingNo ratings yet
- Jater-5 5 1Document8 pagesJater-5 5 1ochatejenifer50No ratings yet
- Investigation of Microstructure and Properties of Stellite 6 and Stellite 6/TiC Coatings Produced by TIG WeldingDocument40 pagesInvestigation of Microstructure and Properties of Stellite 6 and Stellite 6/TiC Coatings Produced by TIG Weldingshahin azNo ratings yet
- Al2O3 - Titanium BrazingDocument12 pagesAl2O3 - Titanium BrazingShanthaKumarNo ratings yet
- Process Development in Stir Casting and Investigation On Effect of Tib On Aa6061 Metal Matrix CompositesDocument6 pagesProcess Development in Stir Casting and Investigation On Effect of Tib On Aa6061 Metal Matrix CompositesGANESH KUMARNo ratings yet
- Experimental Investigation of Effect of TIG and MIG Welding Parameters On Ti6Al4VDocument4 pagesExperimental Investigation of Effect of TIG and MIG Welding Parameters On Ti6Al4VVIVA-TECH IJRINo ratings yet
- Gas Metal Arc Welding of Dissimilar AHSS SheetsDocument7 pagesGas Metal Arc Welding of Dissimilar AHSS SheetsJose JuanNo ratings yet
- Development of Normal and Very High Strength Geopolymer 2021 Journal of CleDocument16 pagesDevelopment of Normal and Very High Strength Geopolymer 2021 Journal of CleMariateresa DelgadocaballeroNo ratings yet
- Cement Particle Size and Setting TimeDocument14 pagesCement Particle Size and Setting Timemtuanlatoi9704100% (1)
- SSRN Id4492574Document16 pagesSSRN Id4492574Sai KrishnaNo ratings yet
- CP75WH18 DatasheetDocument1 pageCP75WH18 DatasheetKal Al-SaleemNo ratings yet
- Effect of Volcanic Ash on Lime Stabilized Expansive Subgrade SoilsDocument24 pagesEffect of Volcanic Ash on Lime Stabilized Expansive Subgrade SoilsAmani ThomasNo ratings yet
- Company IntroductionDocument18 pagesCompany IntroductionKrm ChariNo ratings yet
- TEKAPUR PU - pena Gun grade Mega 65 winter foam insulationDocument2 pagesTEKAPUR PU - pena Gun grade Mega 65 winter foam insulationEzeval GráficaNo ratings yet
- Production and use of GGBS: How this by-product improves concreteDocument2 pagesProduction and use of GGBS: How this by-product improves concreteShamsundar MourayNo ratings yet
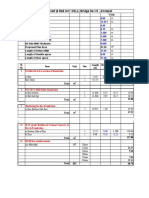
- Bridge 2 Raft CalculationDocument3 pagesBridge 2 Raft CalculationAnurag KumarNo ratings yet
- Elotex Seal 80 PDFDocument2 pagesElotex Seal 80 PDFRajuNSanaboinaNo ratings yet
- Technical Specification of Dehumidifier ZLKD-2000FDocument4 pagesTechnical Specification of Dehumidifier ZLKD-2000Ffakir mohammadNo ratings yet
- Mechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesDocument4 pagesMechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesJarek CieslakNo ratings yet
- Inorganic Polymer Properties and UsesDocument7 pagesInorganic Polymer Properties and UsesArvit CtkhuNo ratings yet
- Apv W+1Document2 pagesApv W+1Mekho BenNo ratings yet
- REINFORCEMENT CORROSION IN CONCRETE AND REMEDIAL MEASURESDocument29 pagesREINFORCEMENT CORROSION IN CONCRETE AND REMEDIAL MEASURESSubhrangshu MondalNo ratings yet
- DURALITEDocument7 pagesDURALITEEri FebriantoNo ratings yet
- SISfirepro F-180 Synixtor ENGLISHDocument4 pagesSISfirepro F-180 Synixtor ENGLISHPaloma Carralon FlorezNo ratings yet
- MITPE Tribology June2020 BrochureDocument4 pagesMITPE Tribology June2020 BrochureAshwin AshwinNo ratings yet
- Repair of Fire Damage StructureDocument58 pagesRepair of Fire Damage StructureBalan-Nogi Dan57% (7)
- Introduction To Nanomaterials and Nano TechnologyDocument6 pagesIntroduction To Nanomaterials and Nano TechnologyPranav ParikhNo ratings yet
- Vetotop CL530: Premixed 2 To 10 MM Thick Cementitious Self Leveling UnderlaymentDocument2 pagesVetotop CL530: Premixed 2 To 10 MM Thick Cementitious Self Leveling UnderlaymentMahmoud AliNo ratings yet
- Two Week Look Ahead ScheduleDocument2 pagesTwo Week Look Ahead Scheduleedla371067% (3)
- W&A Hollowcore PanelsDocument2 pagesW&A Hollowcore PanelsWhite RabbitNo ratings yet
- Control of Thermal Cracking in Concrete Water Retaining Structures PDFDocument5 pagesControl of Thermal Cracking in Concrete Water Retaining Structures PDFyohannesNo ratings yet
- GRANTA Materials Data For SimulationDocument2 pagesGRANTA Materials Data For SimulationAugusto César Lacerda OliveiraNo ratings yet
- Bs 5467 Copper Conductor Multi Core Swa PVC 1 9 3 3kv CableDocument2 pagesBs 5467 Copper Conductor Multi Core Swa PVC 1 9 3 3kv CableSaqib JavedNo ratings yet
- Catalog Classen 2014 Polonia PDFDocument71 pagesCatalog Classen 2014 Polonia PDFZsombor Dálnoki100% (1)
- Construction and Building Materials: Bre-Anne Sainsbury, Saba Gharehdash, David SainsburyDocument20 pagesConstruction and Building Materials: Bre-Anne Sainsbury, Saba Gharehdash, David SainsburyJesus David Carbal LoraNo ratings yet
- Brick ProjectDocument58 pagesBrick ProjectPraveen KumarNo ratings yet
- Materials 13 01434Document15 pagesMaterials 13 01434jituniNo ratings yet