shes wh sent, srafer ah mer Ee PL)
Brightening lives, Powering progress
orm aKa 8a gctfigors fiies
2M Bharat Heavy Electricals Limited
BHEL PSWR
achievements...
ISSUE SPECIAL : TURBINE GOVERNING SYSTEM
eUUr
Reflection of the achievemenis......
EDITORIAL COMMITTEE ISSUE NO. 07 NOV 2010
Sh. SN MAITI INSIDE
Tm
EDITOR
MESSAGE FROM GIM(TSX)
Sh. TLAL
‘GLIMPSES OF SITES
CONTACTS & FEEDBACKS ISSUE SPECIAL -
‘TURBINE GOVERNING SYSTEM
Mr. Dinesh Jawade FEEDBACKS:
Email: djawade@bhelpswr.co.in
Phone: 0712 3048660
Mobile: 09423680639
‘The statements and views expressed in this Magazine
are entirely those of authors and not necessarily that of
the Organization.
Cover photograph:
NSPCL, Bhilai (2X250MW) Site
PUBLISHED BY TSX/PSWR FOR INTERNAL CIRCULATION ONLY
PAGE
18
MESSAGE FROM GM (TSX).
Dear Friends,
This is a special issue of feedbacks on “Steam Turbine Governing
System’, You all are already aware of that the “governing System” is
one of the most important & complex system of any prime mover. This
system plays an important role in start up,synchronisation &loadingof
themachine for stable & secured operation.
Arrangements /systems of Governing System are getting upgraded
day by day to match with complex process requirements. BHEL
started with simple mechenical-hydraulic governor for its all Russian
design 210 MW sets & today we have machines fitted with Electro
hydraulic & digital governor.
Performance of any Governing System is basically derived from the
following critical parameters
a) Droop Characterictics
b) Steady state & Dynamicresponses,
¢) Loadrejection response especially during full load rejection
4d) FGMO(Free Governing Mode Operation).
Henceall our commissioning engineers associated with steam turbine
commissioning need to establish the above performance charactericts
before releasing the machine for continuous operation.
Today there is amandatory “GridCode” tobestrictly followed byall
Generating Units. Hence all units have to participate in load changes
to maintain grid frequency band. Thus demonstration of FGMO forall
upcoming Generation sets is extremely essential before start of
commercial operation.
Finally my humble request to all our young “Turbine Commissioning”
engineers shall be to have hands-on experience in each & every
components associated with the governing system for better
understanding & expertise.
With best wishes toall of You,
(S.N.Maiti)
General Menager(Satpura & Khaperkheda)
‘TECHNICAL SERVICES, BHEL-PSWR ma
GLIMPSES OF THE SITES..
STATUS OF THE SITES UNDER COMMISSIONING:
1, NSPCLBHILAI (2x250MW)
Unit No.01:
A. Atpresent, unitisrunning at full load.
B. PG Test of TG completed on 20/02/2010,
Critical pending issues:
1. Commissioning of Mill Reject System
Milestones Planned:
1. PG Test of Boiler and ESP planned i
Jan-2011.
Unit No.02:
A. Atpresent, unitisrunning at full load.
B. PG Test of TG completed 0n05/08/2010.
2. TATATROMBAY (1x250MW)
A. PG Test of Boiler, TG and ESP completed.
B. At present, unitis running at various loads dependingon loadrequirementand coal availability.
3, MAHAGENCO PARAS (1X250MW AND 1X 250MWExtn.)
Unit No. 02:
A. Fullload of the unit achieved on 27/03/2010.
8. Trialoperation of the unit iscompleted on 06/08/2010, pending3 days fullload trials.
C.. Presently, unitis runningatvarious loads as per availability ofcoal.
D. COD of Unitstarted from06/08/2010.
Critical pendingissues:
1. Load limitation due to coal constraint which is affecting completion of 3 days full load trial. Unit is
generating around 200 MW load.
Milestones Planned:
1. PG Test of unitis plannedin the month ofJan'21.
4, PARLI(1X250MW AND 1X 250MW Extn.)
Unit No. 01:
A. Unitisrunning smoothly at full loadwithCMCin service.
‘TECHNICAL SERVICES, BHEL-PSWR
Unit No. 02:
A. Trial operation successfullycompleted on 30/07/2010.
B. Commercial operation started on 31/07/2010.
C. Presently, unitis runningat.100 to 200 MWload.
Critical Pending Issues:
1. Commissioning of SWAS and HMS.
2. UCP/ECP Indicatorstobesupplied by EDN.
3, BFP-2AMechanicalSeal leakage.
4. Isolator of GCB replacement pending.
5. PAFan-2A Frequent failure of IGV.
6. Millliners damage.
. IOCL, BARODA (2X33 MW)
Unit No. 04:
A. Total MW generated is 78105.3 MW.
B. HRSG -steam production rateis 70 TPH (3 burners arein operation).
Problems faced during Commissioning:
1. Serial Communication between Mark -IV & DCS system - resulting into delayed commissioning of
vibration monitoring system supplied by M/s Bentley Navada.
2. Supplementary firing logics not matching w-rt. field equipments etc. - modified logics received &5
/6gas burners taken in service.
3. Burner-3 flame scanners defe«
4, Data concentrator panel support of AREVA & REYROLE required- HYD / Bhopal Unit to coordinate,
ical Pending Issues:
1, 125VDCsupply not connected to mark Vi panel.
2, MDU from Bhopal Unit notyet received.
3. GT transformer flexible joint required for HV & LY side.
4
5
re.
|. WTIGT transformer found faulty during operation, replacement required from Bhopal/Jhansi Unit.
110V DCScannerfans motors awaited from Trichy Unit.
Milestones Planned:
1. Supplementary Firing of HRSG.
Unit No. 05:
A. Total MW generated is 1563.7 MW.
8, HRSG-steam production rate-45 TPH.
“TECHNICAL SERVICES, BHEL-PSWR Ccuinpses oF THE SITES... (UST)
Critical Pending Issues:
1. When Generatoris desynchronised, thespeed goes high leading to GT triponhighspeed.
2. When GT shutdown command
valve notopening.
3, 125VDCsupply not connected to mark VI panel.
3. MDU rom Bhopal Unit isnot yet received.
4. GT transformer flexible joint required for HV & LY side.
5. WTI GT transformer found faulty during operation, replacement required from Bhopal / Jhansi
Unit.
6. 110V DC Scanner fans motors awaited from Trichy Unit.
ven, the bleed valve isnot opening leading to GT trip on bleed
Milestones Planned:
1. Supplementary Firing of HRSG
. KUTCH LIGNITE(1X77MW)
A. PG Test preparations under progress.
8. Pending points are beingattended.
|. SULEMANIYAH, IRAQ (4 X123MW, FR9)
Unit No
‘A. Unit Synchronised on 26/02/2010.
B. Reliability run test completed successfully on 28/03/2010.
C. Representatives of PSWR visited toattend pendingpoints.
. SLPP MANGROL (2 X125MW PHASE I!)
Unit No. 03:
A. Unitrunning on partial Load.
Problems faced during Commissioning:
1. Economizer hopper collapsed.
2. Vacuum pump casing leakage.
Critical pendingissues:
1. Casingtop/Bottom temperature difference inalarming range.
Milestones Planned:
1. TrialrunandPG test.
Unit No. 04:
A. Unitrunningon partial Load.
“TECHNICAL SERVICES, BHEL-PSWR ‘cuinpses OF THE SITES... (UA
Problems faced during Commissioning:
1. Vacuum pump casing leakage.
Critical pending issues:
1. Casing top/Bottom temperature difference in alarming range.
2. FBHE metaltemperature abnormality.
Milestones Planned:
1, Trialrunand PG test.
MAHAGENCO BHUSAWAL (2500 MW)
Unit No.4:
‘A. Station andunit Board charged on 29.09.10.
8. Station transformer-4A Charged on 28.09.10.
Luboilflushing for APH support and guide bearings in progress.
ID fan lub oi flushing is in progress,
FD fanlub oil fushingis in progress.
Hopper heater installation and cabling isin progress for ESP.
\VED panels for both ID, cold checkson panels completed. HT power cabling isin progress.
‘Outoftotal08 HT switchboard; 05 nos. HT boards arecharged.
GTinternal inspection completed and further installation worksisin progress.
rroam™moo
Generator rotor testing completed and rotor thread in activity completed.
Problem faced during commissioning:
1. Station transformer noticed tripping during charging on standby earth fault protection. Settings
were reviewed andset at new values and transformer charging carried out successfully.
2. Few HT breakers noticed with low IR value problem. On detailed investigation, the insulation rod
across the vacuum bottle found defective. Same was replaced and breakers madealright.
Critical Pending Issues:
‘A. Materials:-
Pending IPED materials from Rudrapur.
2ndStationtransformer.
B. Customer inputs:-
1. Nonavailability of AC PCR.
2. Cable routs fromPCR to boiler.
3. Cable routsfromPCR tofield i.e. ID, FD, ACWetc.
No foundations for GIs andUATS.
5. No structures forinstallation of UAT SPBO.
6. Electronicearthingsystem for Maxpanel charging.
7. Unit-4Chimney flue canes works inside chimney shell.
‘TECHNICAL SERVICES, BHEL-PSWR
8. Non-availability of pipe rack from boiler to FOPH for fueloil piping works.
9. Non-availability of pipe rack from TG to ID area for ID fancablingworks.
Milestones Planned:
1. BLUon 15/01/11.
2, EDTA0n31/01/10t007/02/11.
3, Steamblowing on 14/01/10 to 28/02/11.
4, Barring gear on 15/02/11.
5. Synchronisation on 20/03/11
6. CoalFiring on 20/03/11.
7. Fullload on 31/03/11.
Unit No.5:
‘A. 6.6KVStation board charged on 04/11/10.
B. Hopper heater installation and cabling isin progress for ESP.
CC. ESPswitchgear, drytype transformer and IT busduct installation work isin progress.
Milestones Planned:
1. BLUon 25/03/11.
2. EDTAstart from 31/03/11.
10. MAHAGENCO KHAPERKHEDA (1X S00 MW)
A. Boiler Light up done on 27/10/2010.
B, Reheater HT done on 04/11/2010.
C. Turbine cil flushingis in progress.
D. MDBFP oil flushing isin progress.
E, EDTAcleaningprocess has been completed.
Problem faced during commissioning:
1, ACW pumps bearing failure-One attended, Othersinprogress.
1. IPBD materials from Rudrapur.
Milestones Planned:
1. Feed |lineHT & flushing, Steam blowing start planned in Nov 2010.
11, NTPC KORBA-7 (1X 500 MW)
A. Boiler Light-up done on 28/02/2010.
B. Barring gear on 27/10/2010.
C. PA-Acil flushing completed.
‘TECHNICAL SERVICES, BHEL-PSWR GLINPSES OF THE sires... 160)
D. PAPH-Aoil flushingin progress.
E, MillC/D/Eoilflushing in progress.
F. MillA& Btrialrun completed.
G. Boiler CAVT completed.
H. ESPA&BGD test completed
|. Condenser water flood test completed.
J. CEP-A/B/Cpumptrial run completed.
K, TDBFP- Boil flushing completed.
L._ Primary water flushing andN2 pressure drop test completed.
M. Commissioning of motorised/control valve in progress for synchronization.
Problem faced during commissionin,
1, Auxiliarytrip oil pressureisnot build-up.
Critical Pending Issues:
1, MRS foundation not released byNTPC.
Milestones Planned:
1. Bollerlight up planned for TG rolling.
2. Turbine rolling planned on 25/11/2010.
12. BORL, BINA
Unit No.2:
‘A. Running of Petcokeair lock feeder completedon 15/11/10.
8B. Allinter lock & protection checkingcompleted.
C. Steamdumping demonstration giventocustomer.
D. Turbovisory work completed.
E. Presently unitrunningat0.8MW.
Unit No.
A. Boilerlightupdoneon 31/08/10.
8. Alkali boil out on 15/09/10.
C._ Rolling and syneronisation with dead bus completed on 15/08/10.
Unit No.3:
A. Turbovisory work completed,
B. Barring gear completed.
C. Station auxiliary transformer charged.
ooo
“TECHNICAL SERVICES, BHEL-PSWR CcuApsES OF THE SITES... 7H
ISSUE SPECIAL.
GOVERNING PROBLEM AT HASDEO TPS, 210 MW UNIT-4, CSEB KORBA WEST
- ACASE STUDY V. Veerapandi
Sr. Manager/ Ser
BHEL-PSWR Nagpur
E-mail :vpandi@bhelpswr.co.in
Introduction:
Korba West Hasdeo Thermal Power station of Chhattisgarh State Electricity Board has installed capacity of
840 MW comprising of four units of 210 MW KWU Design BHEL Make Steam Turbines equipped with
Electro-hydraulic governor and fully backed up by Hydraulic governor.
Governing problem was faced during re-commissioning of unit-4 TG set after minor overhaul of machine.
This article covers observations, analysis of the problem and also suggests remedial measures to avoid
recurrence of such a problem.
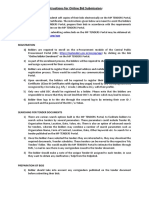
Problem Faced:
During re-commissioning the machine could not be rolled due to governor problem. HF/IP stop valve could
not open due to immediate tipping of Main Trip Valve (Figure-1) during starting device raising. Main trip
valve was not holdingin reset condition.
Sei ow
T= <= conrnovon
— seer
sueeraer —]
oman)
MAIN TRIP VALVES
Figure-1
“TECHNICAL SERVICES, BHEL-PSWR ISSUE SPECIAL = TURDINE GOVERNING SYSTEM... TBI
Observation made:
During starting device raising through remote / manually to open the ESV’s, the Trip oil pressure become
ZERO before Auxiliary start up oil pressure comes about to zero pressure and Main Trip Valve got tripped
immediately. (The trip oil pressure drop taken place at 0.7 kg/cm’ of Auxiliarystortupoil pressure.)
Pressure observed after Governing rack charged condition.
Trip oil > 5.80kg/cm*
Controtoil > 7.00kg/em”
Start upoil - — 6.00kg/em*
Aux.Tripoil = 6.20kg/em*
Aux.startup oil - 4.50kg/cm*
Problem Analysis:
The probable causefor the above problem werelisted & checked.
© Oildrain through stop valves drain ines.
Alldrain line valves were checked physically forany passing & foundin order.
© Oilleakage through turbine protective circuit (over speed tripping device, Thrust bearing tripdevice
& Low vacuum trip device).
Over speed tripping & Thrust bearing tripping devices were checked physically for any struck up. Both
devices operation has been checked three/four times & foundin order. Then MTV tripping was checked
byblocking the protective circuit temporarily stillthe problemis persisting.
© Sending any fault trip signal to Remote Trip Solenoid.
The MTV tripping was checked by temporarily switching off main electrical signal panel. But the
problem wasstill persisting and MTV isnot tripping during checkingwith ATT circuit.
© Malfunction of Main Trip Valve. 1&2
This problem was checked by isolating the Main trip valve one by one. Out of two valves, one no i.e.
generator side (MAXAA006) MTV was found malfunctioning
After doing all exercise and considering the required available pressure at all ines, it has been decided to
readjust the MAXO056 main trip valve spring force. The construction of main trip valves is such that when
aux. trip oil pressure isadequste, itholds the valves spoolsin opencondition against the spring force.
Accordingly, spring force was readjusted and rechecked. But after adjustment at both way by loosening &
tightening of the adjusting screw NO response from MTV Tripping.
Finally the manual trip lever Item no.5 (see Drg.No.0-11429-01000C) has been removed and without the
manual trip lever the starting device was raised. This time no tripping was taken place & the trip oil
pressure was holding ata pressure of 5.8kg/cm*,
After thorough inspection of manual trip lever & main trip valve, it has been observed that the clearance
“TECHNICAL SERVICES, BHEL-PSWR ISSUE SPECIAL TURDINE GOVERNING SYSTEM... (1/5)
between the manual trip lever (Item.No.05 ) & main trip valve lever (Item No.06) found less. As per
drawingsthe clearance should be 1.00 mm but actual clearance was observed as 0.70 mmto0.3mm.
Due to the less clearance, the manual trip lever (Item No.5} is preventing the pilot valve lift to the reset
condition andhence the pilot valveis falling back to trip condition as itisnot fully reset.
DRG.NO. 0-11429-01000¢
oe ieee
he ee
oe
os
Fe
RE BRER
Action Taken:
After finding the cause of MTV tripping, the manual trippinglever item No.05 bottom face was ground off
for increasing the clearance, After making the clearance the manual tipping lever was assembled in
position and the clearance between item no.05 & 06 was ensured as morethan1.00mm.
Conelu:
After rectification, the behavior of Main Trip Valve was checked repeatedly and found ok and NO tripping
was observed,
‘Though the problem was minor in nature it took two days to locate exact cause. Normally this type of
problemis never experienced.
eee
“TECHNICAL SERVICES, BHEL-PSWR ISSUE SPECIAL=TURDINE GOVERNING SYSTEM... {4
AUXILIARY SECONDARY OIL LINE BLOCKAGE AT UNIT-1, 250 MW TG SET NSPCL BHILAI
V. Veerapandi
St. Manager(ser)/SAS
Email:vpandi@bhelpsw.co.in
Introduction:
NTPC-SAIL Power Company Private Limited (NSPCL) Bhilai has installed capacity of 500 MW comprising of
Two (2) units of 250 MW KWU design BHEL Make Steam Turbines equipped with Electro-hydraulic
governorand fully backed up by Hydraulic governor, These units were commissioned during 2008 & 2009.
NSPCL had awarded the work of first Major inspection of Generator and minor inspection of Turbine in
the month of September'2010. After completion of work, machine was synchronized on 26.09.10.
Machine was tripped due to governing problem when the load was around 240MW. Machine was brought
back immediately after attending the problem. This article covers observations, analysis and remedial
measures taken during governing rack inspection.
Problem Faced:
When the load was around 240MW both HP & IP control valves were closed simultaneously. After tripping
of machine it was observed that both HP &|P control valves are not opening locally and also by remote.
Observations made:
During checking of Governing characteristics, itwas observed that the auxiliary secondary cil pressure not
developingtothe set value.
Function of Aux secondary Fluid
Auxiliary secondary oil circuit is the output of Hydraulic Governor and give input signal to Hydraulic
converter. Hydraulic/Electro-Hydraulic Converter amplifies & converts Hydraulic /Electrical Signals to
Hydraulic signals through HP/IP Secondary oilfor the operation of HP/IP control valves.
BLOCK DIAGRAM OF
GOVERNING SYSTEM
Figure-1
“TECHNICAL SERVICES, BHEL-PSWR ISSUE SPECIAL= TURBINE GOVERNING SYSTEM... 1H)
Action Taken:
Auxiliary secondary oil line was disconnected from the circuit and inspected thoroughly. During the
inspection it has been observed that the auxiliary secondary oil line orifice was completely blocked (see
Figure-3) by some foreign materials and auxiliary secondary oil line also got partially choked condition.
Auxiliary secondary oil line circuit was thoroughly cleaned and ensured the lines are free from any obstacle.
Figure-2
Conclusion:
Governing characteristics was carried out after cleaning of orifice, auxiliary secondary oil line and rack
filters. HP-IP control valve opening/closing was checked in different pressure setting and found ok. Unit
was re-rolled & synchronized on 28.09.10 and unitis running consistently on full load.
\V. Veerapandi Graduated in Production Engineering from Regional Engineering
College at Trichy in the year 1988. He joined BHEL Trichy in the year of 1988 and
Transferred to PSWR-SAS Services in 1991. Since then he is responsible for
Overhauling, Trouble shooting and Servicing works of Steam Turbines of various
ranges up to SOOMW
SEB, NTPC ,REL and MSPGCL Customers haveissued many appreciation letters for
the job executedin short duration.
ra
Pee
“TECHNICAL SERVICES, BHEL-PSWR ISSUE SPECIAL = TURBINE GOVERNING SYSTEM... HG)
REPORT OF EHC HUNTING AND ERRATIC BEHAVIOUR,
BIRSINGHPUR-SOOMW
SADANAND MANDAL
‘AGM (TSX), PARAS
OBSERVATION-1
In Birsinghpur 500 MW turbine governing system, there was problem of hunting and erratic behaviour of
EHCasgiven below
© HPand IP secondary oil pressure were used to hunt almost in entire range of the EHC. HP secondary oil
huntingwas 0.2kg/cm’ and IP was 0.3 to 0.4 kg/cm’. This makes rolling and low load operation difficult.
© With slight changes of trip oil pressure to EHC converter assembly, the hunting used to change
drastically.
© The pilot washerd (than normally observed) to rotate by handin assembledcondition
© Thebalanced voltage was unstable and became very difficult to adjust.
Ref drawing no-1-11424-05000
ACTION-1
The pilotassembly of the EHCconverter wes dismantled and following observations were made.
© There was rubbing marks on the bottom edge of the pilot which was resting not on the ball (item no -
50) but onthe top edge of the endcap (item no-3).
@ The depth of groove in the end cap was found to be 8.4 mm (gap-A) and the end projection of the pilot
was 7.5 mm(gap B). Because of this the pilot was resting on the end cap top edge of the end cap. Thus
the trip oil entry to the pilot hole was getting blocked/restricted. Due to this the lift of the pilot valve
was erratic and unstable wart. the position of the control sleeve at the topofit.
© Toover comethis, the depth of the endcap wasreduced by 3 mm.
‘OBSERVATION-2
‘© With trip oil pressure of even 7 kg/cm’ the pilot was not lifting up to the equilibrium height with respect
tothe control sleeve position.
ACTION-2
Again the converter was opened. Itwas found out
@ After machining it was found out that the holes (used for tightening and loosening of the end cap] got
exposed leading to draining of trip oil and failure to lift the pilot valve. Ultimately the holes were
blocked and separate arrangement was made for fitting theend cap.
© The tripoil pressure to the EHC converter was adjusted to 5 kg/cm’ by adjusting the inlet valve and the
drainorifice (MAX51B0010)size.
The EHC characteristic was taken and found satisfactory. The balanced voltage was found stable at -1.0V
duringentire rangeofcalibration.
SUGGESTION
© Sincethe stability of EHC is designedto best at trip oil pressure ofS kg/cm’, one pressure converter may
beinstalled in the trip oil nein place of drain orifice. This will reduce the fluctuation of tripoil pressure
incase the governing rack filters choked or low frequency operation of control fluid pump.
“TECHNICAL SERVICES, BHEL:PSWR ISSUE SPECIAL= TURBINE GOVERNING SYSTEM... [4]
CONTROL SLEEVE
QNNECTED WITH PLUNGER COIL
‘(CTRIP OIL FOR LIFTING
OF PILOT VALVE)
CONTROL OIL. FOR
ROTATION OF PILOT
VALVE
TO POWER
PISTON TOP
CONTROL
‘TO POWER
PISTON BOT
DRAIN
ORIFICE tsa / BOTTOM EDGE
U OF PILOT VA
‘TRIP OIL,
‘TOPEDG!
OF END
Gtem no -3)
END CAP
POLES FOR LOOSENING AND TIGHTENING
oe
“TECHNICAL SERVICES, BHEL-PSWR ISSUE SPECIAL = TURDINE GOVERNING SYSTEM... HSI)
EHC CONTROL SLEEVE BROKEN
SADANAND MANDAL
AGM (TSX), PARAS
OBSERVATION:
During the characteristics checking of the governing system, it was found that the EHC (electro hydraulic
converter) was not responding with input signali.e. voltage
ACTION:
‘The top cover of EHC unit was open and found that the soldering joint of the EHC control sleeve with the
threaded pin got broken. A new control sleave was rushed from BHEL/Hardwar but unfortunately the
thread of the control sleeve was not matching with the existing. So the old control sleeve was soldered at
broken point and used.
With the repaired onethe characteristics wastaken and found to be working satisfactorily,
BROKEN HERE
EHC CONTROL
eee
TECHNICAL SERVICES, BHEL-PSWR ISSUE SPECIAL TURBINE GOVERNING SYSTEM. (6!
GOVERNING SYSTEM CHARACTERISTICS SETTING
SADANAND MANDAL
‘AGM (TSX), PARAS
There used to be always time constraint for checking of the governing system during first rolling and
synchronization. This was because of the normalization of oil lines and servomotors oll flushing & steam
biowing completion. Even if the oil flushing was completed beforehand, the servomotors of stop and
control valves were not available because of steam blowing activity. There used to be very short time
between completion of steam blowing and rolling. So the following measures were taken to reduce the
time of governing system checkingand setting.
© Proper sizes of gasket and o-rings were made available before start of normalization of oil lines after oil
flushing.
© Dummies were installed at the identified flanges of the governing so that governing rack could be reset
assoonasthe lines were charged.
© Sequential normalization of oil inesi.e. one byone servomotor was normalized keepingthe temporary
loops of other area undisturbed. With the normalization of any particular servomotor, the same valve
combination was operated hydraulically and ensured proper operation. If any abnormality was
noticed, there used to be time for sorting the issue by the time total normalization activity is
completed.
© EHC and Hydraulic setting of the governing rack was ensured with slightly higher control oil pressure
evenwhen there was no availability of servomotors and its associated oillines.
© Combinedsettings of the whole system were only confirmed by the time allthe servomotors and valves
wereready for normal operation.
Soe
“TECHNICAL SERVICES, BHEL-PSWR ISSUE SPECIAL= TURBINE GOVERNING SYSTEM... (1H7I)
FEEDBACKS.
BFP HYRDAULIC COUPLING BEARING TEMPERATURE HIGH
SADANAND MANDAL
‘AGM (TSK), PARAS,
OBSERVATION
During loading of BFP-A. it was found that hydraulic coupling bearing -6 temperature was increasing and
BFP was tripping on bearing temperature very high(>95' C) protection.
ACTION
The problem was reported to BHEL/Hyderabad and M/s. Voith India (supplier of Hydraulic coupling). The
Hydraulic coupling was opened to access to the bearing-6 which was on the high speed shaft. Both halves
ofthe bearingwere found to have rubbing marks. The oil clearance wasless (see the enclosed photos)
Both top and bottom halves of the bearing was polished and oil clearance was increased. The lub oil inlet
orifice size was increased from 2.5 mm to 4.0mm dia.
TECHNICAL SERVICES, BHEL-PSWR sires FEEDBACKS... 18)
With that the pump was run and loaded up to 200 MW and the same bearing
temperature was foundtobestabilizing at 75-80°C.
‘TECHNICAL SERVICES, BHEL-PSWR
JAMMING OF BOILER FEED PUMP
SADANAND MANDAL
‘AGM (TSX), PARAS
OBSERVATION:
Hydraulic bearing (bre. -6) temperature used to touch 95°C when the BFP-B load was increased. The pump
sometimes trippedon bearing temperature high (>95°C) protection.
So BFP-Bwas kept as stand by with BFP- A in regular operation. Once whilestarting BFP-B for observation of
bearing temperature behaviour as per the Hyderabad coupling supplier requirement, it tripped on
overload. Hand rotation of the pump was found hard. Even after cooling down of the pump, it could not be
rotated at all. So, it was decided to open the pump and inspect.
ACTION:
‘The pump cartridge was removed and dismantled. Following defects werenoticed:
© The first stage impeller hub was having scoring marks onit (refer attached figure)
© There wasminor damage onthe matching wear ring.
As per the recommendation of feed pump supplier (M/s. Weir Ltd), following materials were to be used for
boxupofthe pumpora new cartridge was to be used.
© Suctionside CAF gasket
© Suction side copper plated gasket
© Discharge side CAF gasket
© Newsuction impellerandthe matchingwear ring
Since we did not have either the new cartridge or the required spares (except the discharge CAF gasket),
the bars of the suction impeller and the wear ring was polished and re-used. Suction side old CAF gasket
andcopperplated gasket were used.
Pump was runand loaded, Performance was foundsatisfactory.
“TECHNICAL SERVICES, BHEL-PSWR stTes FEEDBACKS... [1200]
OVERSPEED BELLOW BROKEN AND FRF LEAKAGE
SADANAND MANDAL
AGM (TSX), PARAS
OBSERVATION:
© During the oil injection test of over speed bolts for the first time ,it was observed that one bolt-1 was
operating at test oil pressure of 1.5 kg/cm’ whereas the bolt -2 was not operating properly. It was only
movingby few mm instead of full movement of 14 mmapproximately.
© Bolt-1 operated at speed of 3154 rpm against 3330 rpm( design) in actual overspeed test.
© There was test oil pressure of 1.0 kg/cm’ in the test oil line during normal running of the machine.
Actually this was the reason of bolt-1 to operate at 3154 rpm in actual overspeedtest.
© The primary oil pressure wasonly 1.5 kg/cm’ against 2.1 -2.5 kg/cm’ design at 3000 rpm.
ACTION:
Duringthe next shut down following workswere carried out:
© Replacement of the damaged bellow of bolt-1 switchrod assembly.
It was found that bellow of the switch rod assembly of bolt-2 got broken. While replacing the damaged
bellow, the bellow of bolt -1 switch rod assembly was also got damaged. The same was also replaced
wit
anewone
While replacing the bellow, it was observed that the leakage fluid drain connection | see fig. below) was
not made at shop. The same was made.
© Chee
of orifice in the POP suction line from luboilline and POP vent line.
The orifice at the suction line was found to be o.k .-6.0 mm, But there was no orifice in the vent line of
POP. A 1.5mm orifice ( design ) was putin the vent connection.
© Checking of thelubricating cil ine orifices in the MOP free end bearing near test oil chamber.
There wasno orifice in the lub oil inlet line. A 1.5 mm orifice (design) was put at the inlet line to MOP
free end bearing.
With that the turbine was rolled and at 3000 rpm primary oil pressure was found to be 2.1 kg/cm’ There
wasno test oil pressure. The bolt 1 operated at 1.25 kg/cm’ and bolt -2.at 1.3 kg/cm’ of test oil pressure at
3000 rpm.
“TECHNICAL SERVICES, BHEL-PSWR SITES FEEDBACKS... [12]
“THE HOLE WAS NOT THERE
O1LWAS LEAKING
THROUGH THIS LEAKGE CONNECTION
OVER SPEED TRIP RELEASE UNIT ( DRG NO 0-11651-05000/0)
OBSERVATION:
Machine was kept running at load, Suddenly it was found out that the FRF tank level was reducing slowly.
‘The waste fluid tank was found overfiowing. By back tracing the leakage line, it was found out that FRF is
leaking through the leakage fluid connection of over speedtrip release unit.
ACTION:
The trip release assembly was opened during shut down and the under size O-rings were replaced with
correct size (3.2mm cord dia.). Kerosene test was done before final assembly of the trip release unit. After
that there was no FRF leakage fromthe tripreleaseunit.
Mr. S. Mandal graduated in Mechanical Engineering from Jadavpur University,
Kolkata in 1984, Mr. Mandal joined BHELin 1984 as engineer trainee and was posted
in TSX dept. He has 24 years of rich experience in Steam and Gas Turbine
commissioning. At present he is working as Additional General Manager in TSX dept
atParassite,
Bee
‘TECHNICAL SERVICES, BHEL-PSWR sires reepoacks.... {22
BED MATERIAL HANDLING IN CFBC BOILER
V. GOVINDAN
AGM (TSX), BORL BINA
In one of our Takniki Darpan issues featuring CFBC boilers, emphasis had been given for the use of bed
material.
Bed material being the medium of communication of heat in the combustor, cyclone, seal pot, FBHEs etc, in
aCFBCboiler, tisneediess to say that care shall be taken inhandling the bed material.
Bed material is a sort of coarse sand having high ash fusion temperature with certain other chemical
properties. The material gets fed in to the combustor from the bed material bunker through rotary airlock
feed and bed material feed pipe. It istherefore imperative that the material which we try to feed in to the
combustor shall be totally devoid of moisture and other impurities to avoid stagnation in the bed due to
improper fluidization. Further if the bed material is wet and contains moisture, they become sticky and
restrict the free flow in to the combustor.
Invariably, bed material is received either from the supplier or from manufacturing units, duly packed in
gunny bags. In our experience, wehavenoticed that such packingis prone to absorb moisture and most of
ourtime is wasted in struggling to feed the bed materialin to the combustor. Further, since theimportance
of the bed material has not been fully understood by one and all, they are stored in open yard whichis very
harmful especially during rainy season.
To have atrouble free operation, in every CFBC site, it shall be insisted to store the bed material in a closed
shed. Also in BORL Bina, after we had experienced bed material choking due to moisture ingress, action
has been taken to store them in drums and seal them to avoid water entry and keep them dry always.
Certain of the photographs shown here depict how the bed material was stored in gunny bags earlier.
Photographs also show thestorage of bed materialin drums s an improved method,
This method of storing in drums may be given wide publicity in all CF8C based sites, so that major problem
of bed material charging.can be over come easily especially duringrainy seasons.
FIG 1: BED MATERIAL STORED IN GUNNY BAGS
‘TECHNICAL SERVICES, BHEL-PSWR sires reepoacks.... (231)
FIG2 : BED MATERIAL BEING STORED IN DRUMS
FIG 3: BED MATERIAL IN DRUMS
‘TECHNICAL SERVICES, BHEL-PSWR SITES FEEDBACKS... [124
FIG 5: MATERIAL STORED IN DRUMS CAN BE HANDLED
WITH MINIMUM MAN POWER
‘TECHNICAL SERVICES, BHEL-PSWR SITES FEEDBACKS... [25
FIG 6: LOOK AT THE EASE OF OPERATION-
|F STORED IN GUNNY BAGS, HANDLING WILL BECOME A
HERCULEAN TASK WITH MORE WASTAGE DUE TO SPILL OVERS.
VGovindan, AGM
}] He is presently associated with commissioning of BORL Bina where 3 units of CFBC
boilers are being supplied by BHEL to Bharat Oman Refinery on EPC basis. Mr.
Govindan has to his credit CFBC units of Sinarmas, Mangrol, Ambuja Cements and
KUTPS.
ooo
‘TECHNICAL SERVICES, BHEL-PSWR SITES FEEDBACKS... [126]
OIL STARVATION IN 250 MW TG SET
P.R. Chiwarkar
DGM (Services)
In power plants, operators are posted at various locations for keeping close watch on the operation of
many auxiliaries such as CEP, BFP, Oil pumps etc. For taking care of any emergencies during operation,
these operators have to play very important role. Therefore, these operators should be well trained and
capable of taking on spot decisions to avoid any major failures However , at one power station, a major
failure ofTG set involving oil starvation occurred due to absence ofa trained operator.
‘At one Power station in PSNR, a 250 MW TG set was running on load with normal parameters. An alarm
appeared in Control room regarding Lub oil filter choking. This filter is installed in Lub oil inlet line in the
Main oil Tank room, This is duplex filter and it can be changed over during running. There is laid down
procedure for change over of the filter whichis expected to be known to the Operator in MOT room. In the
present case , after the alarm appeared, the operator was intimated to change over the filter and get the
choked filter cleaned.
Fig: Duplex filter in Lub Oil Line
However, presumably, the operator has not properly changed over the filter and the cleaning group started
loosening the top cover of the choked filter. Since the filter was charged with oilatnormal pressure, as soon
‘as fewbolts of the flange were loosened, suddenly oil started rushing out with force and flooded the entire
area. The persons working there got panicky and ran away from the spot leaving the filter open. As the oil
“TECHNICAL SERVICES, BHEL-PSWR sires FEEDBACKS... {127i
started gushing out, MOT level started falling down. Unfortunately, control room staff was totally unaware
about this phenomenon. So, they did not take any action. After about 10 minutes, the machine tripped on
“Low level in MOT”. However, during coasting down, there was oil
get suction and severe rubbing took place in the bearings as well as inside the HP, IP & LP casing.
arvation since the oil pumps could not
After opening the machine, all bearings are found damaged. There is severe rubbing on journals and in the
turbine casing , seal fins got totallyrubbed off and rotors have gone downto the extentof3-4mm.
The repair will cal for replacement of turbine rotors, casings, bearings and many other components which
involves long time of shutdown resulting ingeneration loss of crores of rupees.
The above incident could have been avoided had the operator taken due care for proper changing over of
the filter. Even after the filter was opened and leakage from flange started, instead of panicking, the flange
should have been retightenedimmediately.
This emphasizes the need of having properly trained operators at thecritical locations in Power Plants.
PAR. Chivarkar did his B.E. (Mech) from Nagpur University in 1983 and joined BHELin
1984. He has worked in SAS-Services, PSWR, Nagpur as Turbine Service Engineer. He
has experience of Overhauling of different ratings of Steam turbine upto 500 MW.
[= 7 Presently, he is posted as DGM (Ser) at Regional Service Center, Nagpur
oOo
“TECHNICAL SERVICES, BHEL-PSWR stTes FEEDBACKS... (1280)
TROUBLESHOOTING OF VARIABLE FREQUENCY DRIVE
AT SLPP MANGROL EXPANSION PROJECT.
S.K. Choudhary, Manager, Mangrol site
‘Shankar Singh Patel, Engineer, Maheswar site
‘At 2x125 MW SLPP Mangrol expansion project, the 850 KW ,690 V 750 RPM 1D FAN Motor is driven by
Siemens make SINAMICS S-120 Variable frequency drive (Line Frequency 47-63 Hz , Output frequency 0-
300H2).
Simplified diagram of the VED may berepresentedas:
- +
+
J
H+ THO
| Pi
J It
Input Converter DC Bus Output Inverter
+ (Diode Bridge) (Filter) {IGBT’s)
* Pfs iW
‘TECHNICAL SERVICES, BHEL-PSWR
Atypical problem of speed /current hunting was observed in ID FAN 4A with steady power supply voltage.
However, the fan kept running for around 24 hours and subsequently tripped on VFO fault (Fault Code:
F30022 ). The appeared fault code indicated that, in the power unit, the monitoring of the collector-
emitter voltage (V.) of the semiconductor has responded.
One could not make out any decisive conclusion from the fault code a:
nos. possible causes:
may appear due to following 5
1) Short-circuitat the Motor Module output.
2), Defective semiconductorin the power unit.
3) Power supply of the IGBT gating module missing.
4) Fibre-optic cable interrupted.
5) 1GD (intelligent Gate Driver) Card for IGBT faulty.
Analysis of the problem and subsequent troubleshooting was carried out as following :
1) Inorder to ensure that there has been no short circuit condition on motor terminals, the ID Fan Motor
was isolated and healthy insulation resistance was observed for a) Power cable between Motor
module and motor, b)Motorwinding .
2) For fault identification, VFD 0/p cable to motor was removed & run command was issued to VFD. VED
could not start due to persistence of the same fault. Abave measures ensured that there was no fault
onthe motorside
3) Cold DC resistance for entire IGBT module was checked and found in order as per the documentation.
This exercise proved that GBT moduletoo wasok.
4) Power supplies for the IGBT gating module were checked and values were found in line with system.
documentation.
5) Fibre optic cable was removed & plugged again but the fault was not reset.
6) Itwas observed that for the B phase LED ({ibre optics) was not glowing
7) This indicated that the problem was in IGD card. The IGD card was replaced with new one & it was
observed that no fault conditions persisted in the VFD.
Following approach for identification for the fault on VFD drive proved to be very useful.
“TECHNICAL SERVICES, BHEL-PSWR stTes FEEDBACKS... (1300)
AG woltape present at
Input terminals?
ves
He Fauit Cogs |__Y** _ Check operator
Indicated? manuel for detnticn
Brun = + ee, wes Remove
incteatoet? incseotocr? stop
comms
No Eeommend
Yes
iran initiate run
commandea?_ | + cormmana
ves
iS contol vokaoe Check wining
prosert at contro! ‘heck conel
terminaic? vols
8. Replace:
vee power suppIy
Te reference 1 Check external
sional present et | —N2—F1 led: Lower Command)
(F130
DeltaF< 1.5
DeltaU
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- OH2GRUKPODocument4 pagesOH2GRUKPO150819850No ratings yet
- Chandrayan 3 QuizDocument4 pagesChandrayan 3 Quiz150819850No ratings yet
- Status On Grid Related Issue-1388-20102023Document2 pagesStatus On Grid Related Issue-1388-20102023150819850No ratings yet
- Rolling SOPDocument4 pagesRolling SOP150819850No ratings yet
- Tender Specification: IndexDocument22 pagesTender Specification: Index150819850No ratings yet
- अखण्ड रामचरितमानस,जन्मोत्सव एवं प्रीतिभोजDocument3 pagesअखण्ड रामचरितमानस,जन्मोत्सव एवं प्रीतिभोज150819850No ratings yet
- Write-Up Alternate Design of EHC & BLC of LP Bypass SystemDocument2 pagesWrite-Up Alternate Design of EHC & BLC of LP Bypass System150819850No ratings yet
- Please Enable Macros To View Boq InformationDocument2 pagesPlease Enable Macros To View Boq Information150819850No ratings yet
- HP BypassDocument15 pagesHP Bypass150819850No ratings yet
- Tender Acceptance Letter 265Document1 pageTender Acceptance Letter 265150819850No ratings yet
- Instructions To Bidder For Online Bid SubmissionDocument3 pagesInstructions To Bidder For Online Bid Submission150819850No ratings yet
- Technical Bid 11Document13 pagesTechnical Bid 11150819850No ratings yet
- 2020 09 03 21 10 10 959 - 1599147610959 - XXXPS0467X - AcknowledgementDocument1 page2020 09 03 21 10 10 959 - 1599147610959 - XXXPS0467X - Acknowledgement150819850No ratings yet
- Tender Schedule Subject:-Procurement of Turbovisory Thermocouples of KwuDocument1 pageTender Schedule Subject:-Procurement of Turbovisory Thermocouples of Kwu150819850No ratings yet
- PM - BDC For Upload of Task List (Training Manual) : Project Name: IMSS Implementation at UPRVUNL Project ID: 6820-02Document8 pagesPM - BDC For Upload of Task List (Training Manual) : Project Name: IMSS Implementation at UPRVUNL Project ID: 6820-02150819850No ratings yet
- PM - BDC For Uploading Equipment Characteristics (Training Manual)Document8 pagesPM - BDC For Uploading Equipment Characteristics (Training Manual)150819850No ratings yet
- ModernizationDocument1 pageModernization150819850No ratings yet
- PM - Measreading Entry List - Change (Training Manual) : Project Name: Imss Implementation at Uprvunl Project Id: 6820-02Document8 pagesPM - Measreading Entry List - Change (Training Manual) : Project Name: Imss Implementation at Uprvunl Project Id: 6820-02150819850No ratings yet
- R&MDocument1 pageR&M150819850No ratings yet
- RenovationDocument1 pageRenovation150819850No ratings yet
- PM - Class - Change (Training Manual) : Project Name: IMSS Implementation at UPRVUNL Project ID: 6820-02Document9 pagesPM - Class - Change (Training Manual) : Project Name: IMSS Implementation at UPRVUNL Project ID: 6820-02150819850No ratings yet
- Dokumen - Tips Coordinated Master Control in Thermal Power PlantDocument40 pagesDokumen - Tips Coordinated Master Control in Thermal Power Plant150819850No ratings yet
- PM - BDC For Upload of Bill of Material (Training Manual)Document7 pagesPM - BDC For Upload of Bill of Material (Training Manual)150819850No ratings yet
- Tax Invoice: This Invoice Is Not A Valid Travel DocumentDocument2 pagesTax Invoice: This Invoice Is Not A Valid Travel Document150819850No ratings yet
- Welcome TO: Presentation On New Concepts in Supercritical TurbinesDocument37 pagesWelcome TO: Presentation On New Concepts in Supercritical Turbines150819850No ratings yet