You might also like
- Semi-Markov Models: Control of Restorable Systems with Latent FailuresFrom EverandSemi-Markov Models: Control of Restorable Systems with Latent FailuresNo ratings yet
- Assessing The Effects of Autocorrelation On The Performance of Statistical Process Control Charts - (Printed)Document10 pagesAssessing The Effects of Autocorrelation On The Performance of Statistical Process Control Charts - (Printed)Mohamed HamdyNo ratings yet
- Statistical Process Control: Ved Parkash, Deepak Kumar, Rakesh RajoriaDocument3 pagesStatistical Process Control: Ved Parkash, Deepak Kumar, Rakesh RajoriaesatjournalsNo ratings yet
- Mathematics 08 00706 v2 PDFDocument21 pagesMathematics 08 00706 v2 PDFKhaled GharaibehNo ratings yet
- Impact AAC AutomatedGasTurbineEngineAccessorySystemDocument12 pagesImpact AAC AutomatedGasTurbineEngineAccessorySystemmuhammad faisalNo ratings yet
- Control ChartDocument10 pagesControl Chartamelia99No ratings yet
- A Scheme For Balanced Monitoring and Accurate Diagnosis of Bivariate Correlated Process Mean ShiftsDocument12 pagesA Scheme For Balanced Monitoring and Accurate Diagnosis of Bivariate Correlated Process Mean Shiftsieom2012No ratings yet
- 3rd Published PaperDocument25 pages3rd Published Papermasroor anwarNo ratings yet
- SPC ChartsDocument6 pagesSPC ChartsMichael PhungNo ratings yet
- (1996) Mastrangelo, Runger and Montgomery, Statistical Process Monitoring With PCA, Qual Real Eng IntDocument8 pages(1996) Mastrangelo, Runger and Montgomery, Statistical Process Monitoring With PCA, Qual Real Eng IntSanem Hazal TürkayNo ratings yet
- Assignment 3Document9 pagesAssignment 3api-265324689No ratings yet
- Control Charts ExplainedDocument10 pagesControl Charts ExplainedManohar MemrNo ratings yet
- Total Quality Management - CIM 1115Document28 pagesTotal Quality Management - CIM 1115Raunak GuptaNo ratings yet
- Performance of Max-EWMA Control Chart For Joint Monitoring of Mean and Variance With Measurement ErrorDocument27 pagesPerformance of Max-EWMA Control Chart For Joint Monitoring of Mean and Variance With Measurement Errorgutwan14No ratings yet
- Double Exponentially Weighted Moving Average Control Chart With Supplementary Runs-RulesDocument25 pagesDouble Exponentially Weighted Moving Average Control Chart With Supplementary Runs-RulesWaqas SaeedNo ratings yet
- 5.2.1 Manufactura Integrada Por ComputadoraDocument10 pages5.2.1 Manufactura Integrada Por ComputadoraMartín MirelesNo ratings yet
- Control Charts HDDocument13 pagesControl Charts HDDiego MancillaNo ratings yet
- Control Charts in QC in ConstructionDocument11 pagesControl Charts in QC in ConstructionGlenn Paul GalanoNo ratings yet
- Otc 25457 MS PDFDocument9 pagesOtc 25457 MS PDFHichem FakhfekhNo ratings yet
- Ema 2Document36 pagesEma 2Camilo GuerreroNo ratings yet
- Operations Management: Summary of The Rights and Wrongs of Control ChartsDocument3 pagesOperations Management: Summary of The Rights and Wrongs of Control Chartsfurqanahmed88No ratings yet
- Shewhart Individuals Control ChartDocument2 pagesShewhart Individuals Control ChartBalram JiNo ratings yet
- Unit Iii Meaning and Significance of Statistical Process Control (SPC)Document7 pagesUnit Iii Meaning and Significance of Statistical Process Control (SPC)prasannabalajiNo ratings yet
- ISYE-630 Advanced Quality Control Homework-2Document3 pagesISYE-630 Advanced Quality Control Homework-2mksjNo ratings yet
- Unit - V IemDocument19 pagesUnit - V IemG Hitesh ReddyNo ratings yet
- Monitoring Process Mean & Variance with EWMA Control ChartsDocument2 pagesMonitoring Process Mean & Variance with EWMA Control Chartsjinzo88No ratings yet
- Data Reconciliation: Reducing ErrorsDocument17 pagesData Reconciliation: Reducing ErrorsDemaropz DenzNo ratings yet
- Statistical Quality ControlDocument23 pagesStatistical Quality Controljoan dueroNo ratings yet
- Seven Basic Quality Control ToolDocument7 pagesSeven Basic Quality Control ToolAhmed M. HashimNo ratings yet
- (1991) Kresta, MacGregor and Marlin, Multivariate Statistical Monitoring of Process Operating Performance, Can J CHDocument13 pages(1991) Kresta, MacGregor and Marlin, Multivariate Statistical Monitoring of Process Operating Performance, Can J CHSanem Hazal TürkayNo ratings yet
- CASE STUDY 3Document5 pagesCASE STUDY 3vandanavenkat325No ratings yet
- QAQC AssignDocument5 pagesQAQC AssignKhairul FaizNo ratings yet
- Quality Engineering And Management System Accounting EssayDocument12 pagesQuality Engineering And Management System Accounting EssayvasudhaaaaaNo ratings yet
- Symmetry 12 00173Document15 pagesSymmetry 12 00173Mohammad IbrahimNo ratings yet
- Lec 5 Variables Control ChartDocument48 pagesLec 5 Variables Control ChartAldwin Angelo Culing MontañezNo ratings yet
- 1 s2.0 S2215016123003515 MainDocument14 pages1 s2.0 S2215016123003515 Mainsccp.mzapata01No ratings yet
- Statistical Process Control (SPC) TutorialDocument10 pagesStatistical Process Control (SPC) TutorialRob WillestoneNo ratings yet
- Riba Quality Management ToolkitDocument8 pagesRiba Quality Management Toolkitselinasimpson2301No ratings yet
- Quality Management System DocumentsDocument8 pagesQuality Management System Documentsselinasimpson371No ratings yet
- Dvenugopalarao Ferment 18Document10 pagesDvenugopalarao Ferment 18anon_52691009No ratings yet
- Chemometrics and Intelligent Laboratory SystemsDocument13 pagesChemometrics and Intelligent Laboratory SystemsAna Garrido QueirogaNo ratings yet
- Next Generation Virtual Metrology For Semiconductor Manufacturing A Feature-Based FrameworkDocument14 pagesNext Generation Virtual Metrology For Semiconductor Manufacturing A Feature-Based Frameworkyangyi.ioaNo ratings yet
- An Approach For Factory-Wide Control Utilizing Virtual MetrologyDocument12 pagesAn Approach For Factory-Wide Control Utilizing Virtual MetrologyDennis AtyugrasiwiNo ratings yet
- Estimate Security Margins Using ANN on Simulation DataDocument4 pagesEstimate Security Margins Using ANN on Simulation Datafirst lastNo ratings yet
- Feature MapDocument9 pagesFeature Map이성군No ratings yet
- Definition Quality ManagementDocument8 pagesDefinition Quality Managementselinasimpson1401No ratings yet
- IfDocument11 pagesIfifrahabubakar275No ratings yet
- Mission Flow DiagramDocument1 pageMission Flow DiagramAnees Ethiyil KunjumuhammedNo ratings yet
- Statistical Process Control Methods and PhilosophyDocument21 pagesStatistical Process Control Methods and PhilosophyNadya AzzanNo ratings yet
- An Alternative Method For Power System Dynamic State Estimation Based On Unscented TransformDocument9 pagesAn Alternative Method For Power System Dynamic State Estimation Based On Unscented TransformVishal BhardwajNo ratings yet
- Lecture Control Charts 1558081780Document49 pagesLecture Control Charts 1558081780Dahn NguyenNo ratings yet
- Fault Detection in Dynamic, Nonlinear Monitoring For Distributed Processes With The Application of Wastewater Treatment PlantsDocument15 pagesFault Detection in Dynamic, Nonlinear Monitoring For Distributed Processes With The Application of Wastewater Treatment PlantsIT'S SIMPLENo ratings yet
- Quality ControlDocument41 pagesQuality ControlPrashantNo ratings yet
- Certification Course On Quality Assurance and Statistical Quality Techniques Course Level A Statistical Process Control Concepts & Control ChartsDocument28 pagesCertification Course On Quality Assurance and Statistical Quality Techniques Course Level A Statistical Process Control Concepts & Control Chartsrchandra2473No ratings yet
- ADCHEM 2006: Performance Assessment of Model Predictive Control SystemsDocument6 pagesADCHEM 2006: Performance Assessment of Model Predictive Control Systemskoki2007No ratings yet
- Majid Khan HWMA - TBEDocument32 pagesMajid Khan HWMA - TBEmasroor anwarNo ratings yet
- A Framework For Condition Management - COMADEM2011Document8 pagesA Framework For Condition Management - COMADEM2011ManeeshSinghNo ratings yet
- 14.12 Kulcsar U PDFDocument6 pages14.12 Kulcsar U PDFarufatoNo ratings yet
- -tqm-sunum-2Document30 pages-tqm-sunum-2an7l7aNo ratings yet
- Prospectus 2022Document119 pagesProspectus 2022Muhammad Nehal KhanNo ratings yet
- Behavioral Approach: 1. What Is The Focus of Leadership Behavior/behavioral Approach?Document6 pagesBehavioral Approach: 1. What Is The Focus of Leadership Behavior/behavioral Approach?Muhtasim AzadNo ratings yet
- The Impact of Life Cycles on Family HealthDocument27 pagesThe Impact of Life Cycles on Family Healthmarcial_745578124No ratings yet
- Big Data Analytics in Building The Competitive Intelligence of Organizations2021International Journal of Information ManagementDocument13 pagesBig Data Analytics in Building The Competitive Intelligence of Organizations2021International Journal of Information ManagementBryan CambroneroNo ratings yet
- Creativity: - Concept of Creativity - Types of Creativity - Theory of Creativity - Stages of Creative ThinkingDocument6 pagesCreativity: - Concept of Creativity - Types of Creativity - Theory of Creativity - Stages of Creative ThinkingParas GiriNo ratings yet
- Three Components of Creativity PDFDocument1 pageThree Components of Creativity PDFMelissa VelarNo ratings yet
- Data Analytics For Accounting Exercise Multiple Choice and Discussion QuestionDocument3 pagesData Analytics For Accounting Exercise Multiple Choice and Discussion Questionukandi rukmanaNo ratings yet
- Health Psychology For Better HospitalDocument2 pagesHealth Psychology For Better HospitalAreej IdreesNo ratings yet
- Directorate of Admissions and Competitive Examinations: University of Kashmir NAAC Accredited Grade "A+"Document3 pagesDirectorate of Admissions and Competitive Examinations: University of Kashmir NAAC Accredited Grade "A+"Salafi Amjad HakeemNo ratings yet
- Lesson PlanDocument9 pagesLesson PlanCatherine Bacus PequitNo ratings yet
- Leadership Ethics and Social ResponsibilityDocument4 pagesLeadership Ethics and Social ResponsibilityWeng Garrote EvangelistaNo ratings yet
- Fake News Detection Using Machine LearningDocument6 pagesFake News Detection Using Machine LearningIJRASETPublicationsNo ratings yet
- The Effective Use of Social Media in Crime Detection and Prevention: The Promotion of Public Trust in The Uae Police-The Case of The Abu Dhabi PoliceDocument305 pagesThe Effective Use of Social Media in Crime Detection and Prevention: The Promotion of Public Trust in The Uae Police-The Case of The Abu Dhabi PoliceEstorion, Abel O.No ratings yet
- Direct Fluency Instruction for Developing Independent ReadersDocument7 pagesDirect Fluency Instruction for Developing Independent ReadersJhe AzañaNo ratings yet
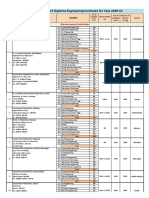
- Provisional List of Diploma Engineering Institutes For Year 2020-21Document13 pagesProvisional List of Diploma Engineering Institutes For Year 2020-21pavan_1988No ratings yet
- RURAL SOCIETY and DEVELOPMENT IN INDIA TDocument6 pagesRURAL SOCIETY and DEVELOPMENT IN INDIA Tyociped339No ratings yet
- The Problem and Its BackgroundDocument37 pagesThe Problem and Its BackgroundHans Christian MalhinNo ratings yet
- Behavioral Learning Theories and Approaches To LearningDocument9 pagesBehavioral Learning Theories and Approaches To LearningSharmaine Paragas FaustinoNo ratings yet
- BE955 Coursework 2022-2023 SpringDocument4 pagesBE955 Coursework 2022-2023 Springwaqas aliNo ratings yet
- DAVC Medical Lab Science Student Notes on Biostatistics and EpidemiologyDocument5 pagesDAVC Medical Lab Science Student Notes on Biostatistics and Epidemiologysilvestre bolosNo ratings yet
- Hoklas SC-01Document5 pagesHoklas SC-01Carson ChowNo ratings yet
- Sas 1# - CHNDocument16 pagesSas 1# - CHNZymer Lee Perez AbasoloNo ratings yet
- PNU-Curriculum DevelopmentDocument4 pagesPNU-Curriculum DevelopmentRosemarie CunananNo ratings yet
- Process in Developing and Using RubricsDocument81 pagesProcess in Developing and Using RubricsLeri Cerenado AliliranNo ratings yet
- Field Study 2 Experiencing The TeachingDocument70 pagesField Study 2 Experiencing The Teachingjeralyn AmorantoNo ratings yet
- Review of Related LiteratureDocument6 pagesReview of Related LiteraturewilfredandrewagustinNo ratings yet
- Final Year Eighth Semester Report Format: St. Thomas' College of Engineering and TechnologyDocument10 pagesFinal Year Eighth Semester Report Format: St. Thomas' College of Engineering and TechnologySatyajeet KumarNo ratings yet
- Dr. T. Suthakar (Visiting Faculty) / 592-Dr. Pannir Selvam KDocument4 pagesDr. T. Suthakar (Visiting Faculty) / 592-Dr. Pannir Selvam KnationindiaNo ratings yet
- Contemporary Architect-B.V. Doshi: by - Adit Garg Priyam Sabla Anvita BanaDocument14 pagesContemporary Architect-B.V. Doshi: by - Adit Garg Priyam Sabla Anvita BanaAnvita BanaNo ratings yet
- Bermudez, MG - A Detailed Lesson Plan in Oral CommunicationDocument6 pagesBermudez, MG - A Detailed Lesson Plan in Oral CommunicationRegine Joy PeraltaNo ratings yet