You might also like
- 21 Weld RepairsDocument10 pages21 Weld Repairsiaguirre99No ratings yet
- 18 Weld RepairsDocument10 pages18 Weld RepairsLaith Salman100% (1)
- Weld RepairsDocument8 pagesWeld RepairsAhmedAleshiNo ratings yet
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsDocument4 pagesWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanNo ratings yet
- Welding Inspector: Weld Repairs Section 16Document20 pagesWelding Inspector: Weld Repairs Section 16manojballaNo ratings yet
- Repair and Buttering ProcedureDocument14 pagesRepair and Buttering Proceduremohd as shahiddin jafri100% (3)
- Some Characteristics of Weld Repair For Creep ApplicationsDocument32 pagesSome Characteristics of Weld Repair For Creep ApplicationsXNo ratings yet
- Inspection and Welding Repairs of Pressure VesselsDocument9 pagesInspection and Welding Repairs of Pressure VesselsClaudia Mms100% (1)
- Inspection and Welding Repairs of Pressure VesselsDocument8 pagesInspection and Welding Repairs of Pressure VesselsAlper Çakıroğlu100% (1)
- Weld RepairsDocument24 pagesWeld RepairsLương Hồ VũNo ratings yet
- Creep - Iwshibli PDFDocument32 pagesCreep - Iwshibli PDFIvanUribeNo ratings yet
- Lab Sheet 3-Weld RepairDocument5 pagesLab Sheet 3-Weld RepairSyamim AzmiNo ratings yet
- General Repair ProcedureDocument3 pagesGeneral Repair ProcedurevenkateshNo ratings yet
- Fpi Auh FSV Ms Sona Ohpr GPRGDocument11 pagesFpi Auh FSV Ms Sona Ohpr GPRGKamel BenarousNo ratings yet
- Xxiii. Non-Destructive Testing in Power Plant MaintenanceDocument11 pagesXxiii. Non-Destructive Testing in Power Plant MaintenanceRaja RamNo ratings yet
- Joint Coating Application & Pipe Coating Procedure-009-RappDocument8 pagesJoint Coating Application & Pipe Coating Procedure-009-Rappgst ajahNo ratings yet
- Manufacturing of Welded Joints With Realistic Defects, Consonni (2012)Document9 pagesManufacturing of Welded Joints With Realistic Defects, Consonni (2012)Alejandra Adrian TejadaNo ratings yet
- Alternative Welding Reconditioning Solutions WithoDocument10 pagesAlternative Welding Reconditioning Solutions WithoAli SASSINo ratings yet
- The Specification The Weak Link in Concr PDFDocument9 pagesThe Specification The Weak Link in Concr PDFJorge Cordoba100% (1)
- FHWA Technical AdvisoryDocument3 pagesFHWA Technical Advisorychaverria2009No ratings yet
- Duqm Refinery Project EPC Package OneDocument11 pagesDuqm Refinery Project EPC Package Onekhaled saeedNo ratings yet
- Lab Sheet 1-Visual InspectionDocument3 pagesLab Sheet 1-Visual InspectionSyamim AzmiNo ratings yet
- Guidance Manual For Repair of Surface / Dimension by Means of Metal CoatingDocument5 pagesGuidance Manual For Repair of Surface / Dimension by Means of Metal CoatingLACC50No ratings yet
- Mould MaintenanceDocument16 pagesMould MaintenanceArun PrasadNo ratings yet
- MinMach HomePage01Document18 pagesMinMach HomePage01miningnova2No ratings yet
- Post Construction Codes Overview of Asme PCC-2 PDFDocument21 pagesPost Construction Codes Overview of Asme PCC-2 PDFriysall100% (2)
- Guidance Note Site Welding No. 7.01: ScopeDocument6 pagesGuidance Note Site Welding No. 7.01: ScopeKarthik NNo ratings yet
- API 510 Closed ExamDocument20 pagesAPI 510 Closed Examariyamanjula2914100% (9)
- GN - 5 01 Secure PDFDocument3 pagesGN - 5 01 Secure PDFAnonymous 9PIxHy13No ratings yet
- 07 Codes and Standards 30-03-07 PDFDocument6 pages07 Codes and Standards 30-03-07 PDFvineet chandra khanduriNo ratings yet
- PWHT (QC Exam, Procedure Review)Document2 pagesPWHT (QC Exam, Procedure Review)Midhun K ChandraboseNo ratings yet
- Integrity Management - Ii (Pipeline Operation and Maintenance)Document12 pagesIntegrity Management - Ii (Pipeline Operation and Maintenance)rajnish14feb8516No ratings yet
- PetrochmBoiler Remaning LifeDocument2 pagesPetrochmBoiler Remaning LifeEdy AeNo ratings yet
- Differing Repair Methods - The Options and BenefitsDocument18 pagesDiffering Repair Methods - The Options and BenefitsharrinsonfNo ratings yet
- Sop Welding RevisiDocument12 pagesSop Welding RevisifandyNo ratings yet
- Historic Preservation - Technical Procedures Spectitle: Procedure Code: Source: Division: Section: Last Modified: DetailsDocument7 pagesHistoric Preservation - Technical Procedures Spectitle: Procedure Code: Source: Division: Section: Last Modified: DetailsfabinNo ratings yet
- Chapter 1 Introduction To Mechanical WorkshopDocument10 pagesChapter 1 Introduction To Mechanical WorkshopDipayan DasNo ratings yet
- Codes and Standards:: The Welding InstituteDocument0 pagesCodes and Standards:: The Welding InstituteBhavani PrasadNo ratings yet
- LLLLLDocument19 pagesLLLLLfareesyaNo ratings yet
- Welding QC Q&ADocument6 pagesWelding QC Q&ASyed M. Imran AliNo ratings yet
- Repair WeldDocument9 pagesRepair WeldEvan Jared L. GalvezNo ratings yet
- PT. Hitachi Construction Machinery Indonesia: Welding Repair Procedure OF BoilerDocument4 pagesPT. Hitachi Construction Machinery Indonesia: Welding Repair Procedure OF Boilergst ajah100% (1)
- Res Welding Section 1Document20 pagesRes Welding Section 1Darryl007No ratings yet
- ETAG 001-1 Anchors in GeneralDocument53 pagesETAG 001-1 Anchors in GeneralChen Yong Chao Gabriel100% (2)
- Saudi Aramco NDT Methods Application On Heat ExchangersDocument30 pagesSaudi Aramco NDT Methods Application On Heat Exchangersaasatti100% (1)
- Application Guide - Powder Coatings Steel Substrates v1Document13 pagesApplication Guide - Powder Coatings Steel Substrates v1Tran The AnhNo ratings yet
- Essential Elements of An Effective In-Service Welding Program - tcm153-574204Document14 pagesEssential Elements of An Effective In-Service Welding Program - tcm153-574204David Rodrigues100% (1)
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 pagesRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNo ratings yet
- General ProcedureDocument51 pagesGeneral Proceduremohd as shahiddin jafriNo ratings yet
- Inspection/damage Assessment. Each OEM Provides Inspection and Damage Assessment Criteria in TheirDocument3 pagesInspection/damage Assessment. Each OEM Provides Inspection and Damage Assessment Criteria in TheirsrbhdeshNo ratings yet
- Concrete Repair Manual: April 2015Document52 pagesConcrete Repair Manual: April 2015Hajarath Prasad AbburuNo ratings yet
- Corrosion Coupon Installation Procedure PDFDocument31 pagesCorrosion Coupon Installation Procedure PDFtrichysayeeNo ratings yet
- Corrosion Swimming)Document6 pagesCorrosion Swimming)skenny1No ratings yet
- Coating InspectionDocument11 pagesCoating InspectionManoranjan Nayak100% (1)
- Handbook of Adhesive Bonded Structural RepairFrom EverandHandbook of Adhesive Bonded Structural RepairRating: 5 out of 5 stars5/5 (1)
- Concrete Structures: Repair, Rehabilitation and StrengtheningFrom EverandConcrete Structures: Repair, Rehabilitation and StrengtheningNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- 4 Quality in Welding PDFDocument7 pages4 Quality in Welding PDFsujiNo ratings yet
- 20 Weld Imperfections 2Document32 pages20 Weld Imperfections 2Alie AlbantaniNo ratings yet
- 13 Symbols DrawingsDocument13 pages13 Symbols DrawingsAlie AlbantaniNo ratings yet
- 22 Safety PDFDocument7 pages22 Safety PDFSeiyu KurogamiNo ratings yet
- 13 Symbols DrawingsDocument13 pages13 Symbols DrawingsAlie AlbantaniNo ratings yet
- A Database For Handwritten Text Recognition ResearchDocument5 pagesA Database For Handwritten Text Recognition Researchtweety492No ratings yet
- 525 2383 2 PBDocument5 pages525 2383 2 PBiwang saudjiNo ratings yet
- Chapter5A TorqueDocument32 pagesChapter5A TorqueShuq Faqat al-FansuriNo ratings yet
- Pep 2Document54 pagesPep 2vasubandi8No ratings yet
- P4 Science Topical Questions Term 1Document36 pagesP4 Science Topical Questions Term 1Sean Liam0% (1)
- Important Instructions For Winter-2020 MCQ Based Online ExaminationDocument1 pageImportant Instructions For Winter-2020 MCQ Based Online Examinationdenoh32751No ratings yet
- Bethelhem Alemayehu LTE Data ServiceDocument104 pagesBethelhem Alemayehu LTE Data Servicemola argawNo ratings yet
- RA-035659 - CIVIL ENGINEER - Cebu - 5-2022Document157 pagesRA-035659 - CIVIL ENGINEER - Cebu - 5-2022Ash AlbainNo ratings yet
- Topic - Temperature SensorDocument9 pagesTopic - Temperature SensorSaloni ChaudharyNo ratings yet
- Claudia Maienborn, Semantics, 381Document34 pagesClaudia Maienborn, Semantics, 381robert guimaraesNo ratings yet
- You'Re My Everything - Glenn FredlyDocument2 pagesYou'Re My Everything - Glenn FredlyTommy Juliansyah MarsenoNo ratings yet
- GMDSSDocument1 pageGMDSSRahul rajeshNo ratings yet
- Training Structure - Thinkific Plus TemplateDocument7 pagesTraining Structure - Thinkific Plus TemplateQIONG WUNo ratings yet
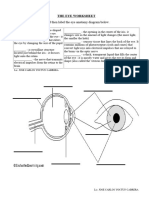
- The Eye WorksheetDocument3 pagesThe Eye WorksheetCally ChewNo ratings yet
- Vialyn Group ResearchDocument17 pagesVialyn Group ResearchVial LynNo ratings yet
- Code of Conduct For Public OfficialDocument17 pagesCode of Conduct For Public OfficialHaNo ratings yet
- Reaffirmed 1998Document13 pagesReaffirmed 1998builconsNo ratings yet
- TextdocumentDocument254 pagesTextdocumentSaurabh SihagNo ratings yet
- M 995Document43 pagesM 995Hossam AliNo ratings yet
- Th-Sunday Magazine 6 - 2Document8 pagesTh-Sunday Magazine 6 - 2NianotinoNo ratings yet
- ESG Conundrum PDFDocument30 pagesESG Conundrum PDFVijay Kumar SwamiNo ratings yet
- Job Stress InterventionsDocument5 pagesJob Stress InterventionscocaralucamihaelaNo ratings yet
- Microcontrollers DSPs S10Document16 pagesMicrocontrollers DSPs S10Suom YnonaNo ratings yet
- ActivityDocument2 pagesActivityShaira May SalvadorNo ratings yet
- COE301 Lab 2 Introduction MIPS AssemblyDocument7 pagesCOE301 Lab 2 Introduction MIPS AssemblyItz Sami UddinNo ratings yet
- Is.2750.1964 SCAFFOLDING PDFDocument32 pagesIs.2750.1964 SCAFFOLDING PDFHiren JoshiNo ratings yet
- Vehicles 6-Speed PowerShift Transmission DPS6 DescriptionDocument3 pagesVehicles 6-Speed PowerShift Transmission DPS6 DescriptionCarlos SerapioNo ratings yet
- Assignment # 1 POMDocument10 pagesAssignment # 1 POMnaeemNo ratings yet
- Auditing Theory Auditing in A Computer Information Systems (Cis) EnvironmentDocument32 pagesAuditing Theory Auditing in A Computer Information Systems (Cis) EnvironmentMajoy BantocNo ratings yet