You might also like
- USe of Higher PSV Set PressureDocument12 pagesUSe of Higher PSV Set Pressurezubair195No ratings yet
- Relief Valve Tutorial Spirax SarcoDocument16 pagesRelief Valve Tutorial Spirax SarcoamokhtaNo ratings yet
- Steam Engineering Tutorial Safety ValveDocument16 pagesSteam Engineering Tutorial Safety Valvedongpc1100% (1)
- Safety Valve SizingDocument33 pagesSafety Valve SizingAshok Kumar100% (1)
- Parsing Pressure and Temperature RatingsDocument6 pagesParsing Pressure and Temperature RatingsAhmed AbdullaNo ratings yet
- Challenges API-Safety Relief ValvesDocument5 pagesChallenges API-Safety Relief ValvesheitorgmsNo ratings yet
- Crosby Pressure Relief Valve Engineering HandbookDocument93 pagesCrosby Pressure Relief Valve Engineering HandbookPetdeptub100% (1)
- Piping - Pipeline Design PressureDocument3 pagesPiping - Pipeline Design Pressureankur2061No ratings yet
- Selection and Sizing of Pressure Relief ValvesDocument21 pagesSelection and Sizing of Pressure Relief ValvesjoesuhreNo ratings yet
- Definitions of Pressure Vessel and PSV Design and Fabrication ValuesDocument4 pagesDefinitions of Pressure Vessel and PSV Design and Fabrication ValuesDark KnightNo ratings yet
- Stop Stupidity With Relief DevicesDocument2 pagesStop Stupidity With Relief DevicesDefenceDogNo ratings yet
- Acceptable External Nozzle Loads Calculation For Pressure VesseDocument7 pagesAcceptable External Nozzle Loads Calculation For Pressure Vesset_rajith1179No ratings yet
- Introduction To Pressure Relief Valve Design Part 3 - Sizing Orifices and Piping PDFDocument5 pagesIntroduction To Pressure Relief Valve Design Part 3 - Sizing Orifices and Piping PDFonizuka-t2263No ratings yet
- Using The Dynamic Depressuring Utility To Simulate High Pressure Blowdown ScenariosDocument4 pagesUsing The Dynamic Depressuring Utility To Simulate High Pressure Blowdown Scenariosebby1No ratings yet
- Codes, Standards and Recommended PracticesDocument2 pagesCodes, Standards and Recommended PracticesSusheel WankhedeNo ratings yet
- Crosby Pressure Relief Valve Engineering HandbookDocument93 pagesCrosby Pressure Relief Valve Engineering Handbookthehammer2100% (2)
- Asme Sec Viii HighlightsDocument10 pagesAsme Sec Viii HighlightsANILNo ratings yet
- Microsoft Word - SV - Part2Document6 pagesMicrosoft Word - SV - Part2aftabulalamNo ratings yet
- Training Program On: Pressure Relief ValveDocument71 pagesTraining Program On: Pressure Relief ValveShoaib JadoonNo ratings yet
- PSVs and MisconceptionsDocument11 pagesPSVs and Misconceptionstetiospam100% (1)
- Depressuring & BDVDocument9 pagesDepressuring & BDVAmir Ali Haddadi100% (1)
- Safety Valve NotesDocument12 pagesSafety Valve NotesNikhilSinghNo ratings yet
- PSV Sizing OrificeDocument4 pagesPSV Sizing OrificeRupak PatilNo ratings yet
- API Standard 520 - Sizing, Selection, & Installation of Pressure Relieving Devices Part I, Sizing & SelectionDocument5 pagesAPI Standard 520 - Sizing, Selection, & Installation of Pressure Relieving Devices Part I, Sizing & SelectionEmilia CarazzoNo ratings yet
- Relief Valves: "What Can Go Wrong" Scenarios - Part 1: The ProblemDocument6 pagesRelief Valves: "What Can Go Wrong" Scenarios - Part 1: The ProblemHamzaNoumanNo ratings yet
- Design Requirements For Pressure Safety Relief Valves: Codes: Structure & ComparisonDocument5 pagesDesign Requirements For Pressure Safety Relief Valves: Codes: Structure & Comparisontss1372350% (2)
- Controlled and Non-Controlled Type DepressuringDocument12 pagesControlled and Non-Controlled Type Depressuringgrimdorlf100% (1)
- Safety ValvesDocument66 pagesSafety ValvesMuhammad Afiq Mohd ZaidNo ratings yet
- Masoneilan Control Valve SizingDocument13 pagesMasoneilan Control Valve SizingZakariyaNo ratings yet
- Vesselhelppt - RTF: Page 1 of 4Document4 pagesVesselhelppt - RTF: Page 1 of 4uguraydemirNo ratings yet
- Design Part 3 - Sizing Orifices and PipingDocument11 pagesDesign Part 3 - Sizing Orifices and PipingtrebsantiaNo ratings yet
- Realistic control valve pressure dropsDocument5 pagesRealistic control valve pressure dropsJames Harden100% (1)
- Pilot-Operated PSV - Effective Plant UpgradeDocument7 pagesPilot-Operated PSV - Effective Plant UpgradeChem.EnggNo ratings yet
- API 521 7 Edition Ballot Item 6.1 New Work Item - Potential ASME Code ViolationsDocument14 pagesAPI 521 7 Edition Ballot Item 6.1 New Work Item - Potential ASME Code ViolationsAyadi_AymanNo ratings yet
- 521 TiDocument4 pages521 Tisa.somaNo ratings yet
- Regarding Design Pressure of A Boiler - Power Industry - Cheresources - Com CommunityDocument3 pagesRegarding Design Pressure of A Boiler - Power Industry - Cheresources - Com Communitygreek_testerNo ratings yet
- API Standard 521 - Guide For Pressure-Relieving and Depressuring Systems PDFDocument9 pagesAPI Standard 521 - Guide For Pressure-Relieving and Depressuring Systems PDFYosmar Guzman100% (3)
- When Failsafe Isn't Enough - Volume Tank Sizing (Process Automation January 2009)Document8 pagesWhen Failsafe Isn't Enough - Volume Tank Sizing (Process Automation January 2009)Manual SourceNo ratings yet
- Rupture DiscDocument4 pagesRupture DiscsaichandrakanthanNo ratings yet
- Esd Valve Actuator SizingDocument19 pagesEsd Valve Actuator Sizingshinojbaby4148No ratings yet
- Determination of Allowable StressesDocument7 pagesDetermination of Allowable Stressesvikas2510No ratings yet
- NB Case Study On Rupture Disks - OriginalDocument4 pagesNB Case Study On Rupture Disks - OriginalDan TompknsNo ratings yet
- Significance of 3% PSV Inlet Line Pressure LossDocument8 pagesSignificance of 3% PSV Inlet Line Pressure LossKannanGKNo ratings yet
- Mechanical Design of Pressure Vessels - Slides PDFDocument29 pagesMechanical Design of Pressure Vessels - Slides PDFYapGwoChaiPatrick100% (1)
- Valve Sizing Worksheet InstructionsDocument14 pagesValve Sizing Worksheet Instructionsmilton1987No ratings yet
- Engineering Handbook-Relief ValvesDocument93 pagesEngineering Handbook-Relief ValvesAjeesh ThalappillyNo ratings yet
- ESD ValvesDocument19 pagesESD Valvesrkubal100% (1)
- Chemical & Process Technology - Combine Anti-Surge Control (ASC) & Capacity Control (CC) FunctionsDocument3 pagesChemical & Process Technology - Combine Anti-Surge Control (ASC) & Capacity Control (CC) FunctionsTrịnh Đức HạnhNo ratings yet
- The Design and Operation of Offshore Relief - Venting SystemsDocument24 pagesThe Design and Operation of Offshore Relief - Venting SystemsMichael HaiseNo ratings yet
- Difference Between MAWP and Design PressureDocument3 pagesDifference Between MAWP and Design PressureAnonymous J1vjrU2No ratings yet
- HighBeam Research Article APR 13 2016Document14 pagesHighBeam Research Article APR 13 2016Sílvio MonteiroNo ratings yet
- Att GUIDE 1 R1Document13 pagesAtt GUIDE 1 R1l_badellNo ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingFrom EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingRating: 5 out of 5 stars5/5 (9)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsFrom EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsRating: 5 out of 5 stars5/5 (3)
- Dawson Processing Plant P&ID TransmittalDocument11 pagesDawson Processing Plant P&ID TransmittalAlfonsus W.M.No ratings yet
- User Manual Webbing Slings & Round Slings GuideDocument3 pagesUser Manual Webbing Slings & Round Slings GuideAlfonsus W.M.No ratings yet
- LDI Training - Indonesian PSC AnalysisDocument4 pagesLDI Training - Indonesian PSC AnalysisAlfonsus W.M.No ratings yet
- 05B Natural Gas ComponentsDocument7 pages05B Natural Gas ComponentsAlfonsus W.M.No ratings yet
- NEUTRAL CLEANER Rev 3.1 TDS EN CLPDocument3 pagesNEUTRAL CLEANER Rev 3.1 TDS EN CLPAlfonsus W.M.No ratings yet
- Cable Glands and Accessories - UpdatedDocument18 pagesCable Glands and Accessories - UpdatedAlfonsus W.M.No ratings yet
- Warning & Application Instructions Weld-On Pivoting Link Inspection / MaintenanceDocument1 pageWarning & Application Instructions Weld-On Pivoting Link Inspection / MaintenanceAlfonsus W.M.No ratings yet
- Industry Specification Reference For WebsiteDocument1 pageIndustry Specification Reference For WebsiteAlfonsus W.M.No ratings yet
- Pressure & Functional Testing Api 6D Ball Valves: Technical Instruction AP/PT6 00 05/03/19 1/3Document7 pagesPressure & Functional Testing Api 6D Ball Valves: Technical Instruction AP/PT6 00 05/03/19 1/3hari100% (1)
- Brayco Micronic™ SV/B: DescriptionDocument5 pagesBrayco Micronic™ SV/B: DescriptionAlfonsus W.M.No ratings yet
- Maintain Ball Valves SafelyDocument9 pagesMaintain Ball Valves SafelyVu Duy PhuocNo ratings yet
- Compressor ScrubberDocument2 pagesCompressor ScrubberAlfonsus W.M.No ratings yet
- Alco Valves DBB Brochure Compiled v6 01.02.21Document102 pagesAlco Valves DBB Brochure Compiled v6 01.02.21Alfonsus W.M.No ratings yet
- F436 Hardened WashersDocument1 pageF436 Hardened WashersAlfonsus W.M.No ratings yet
- 3 Fasteners HandBook PDFDocument13 pages3 Fasteners HandBook PDFFelipe FernandezNo ratings yet
- 04 Spanners UkDocument36 pages04 Spanners UkHI BHARGAVNo ratings yet
- Heavy Hex Nuts, Grade 2H, Inch SeriesDocument1 pageHeavy Hex Nuts, Grade 2H, Inch SeriesAhmad HajeerNo ratings yet
- ULMA Technical HandbookDocument132 pagesULMA Technical HandbookcaponelyNo ratings yet
- Developing Standards For Composite Repair SystemsDocument4 pagesDeveloping Standards For Composite Repair SystemsAlfonsus W.M.No ratings yet
- A Review On Effect of Preheating And/Or Post Weld Heat Treatmemt (PWHT) On Mechanical Behaviour of Ferrous MetalsDocument7 pagesA Review On Effect of Preheating And/Or Post Weld Heat Treatmemt (PWHT) On Mechanical Behaviour of Ferrous MetalsNagarajan PitchandiNo ratings yet
- Norsok M-001Document34 pagesNorsok M-001Puskar Gupta100% (1)
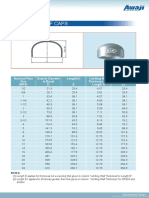
- 06ask CapDocument1 page06ask CapAlfonsus W.M.No ratings yet
- Valve Material Application PDFDocument16 pagesValve Material Application PDFSudherson Jagannathan100% (1)
- Duplex Stainless Steels for Corrosive ApplicationsDocument4 pagesDuplex Stainless Steels for Corrosive ApplicationsDatt NguyenNo ratings yet
- Sus Jis PDFDocument1 pageSus Jis PDFvemanreddy29No ratings yet
- ASTM Flange DimensionsDocument2 pagesASTM Flange DimensionsjacquesmayolNo ratings yet
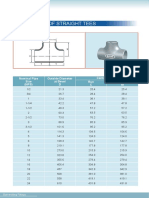
- Dimensions of Straight Tees Dimensions of Reducing TeesDocument2 pagesDimensions of Straight Tees Dimensions of Reducing TeesAlfonsus W.M.No ratings yet
- Receive Hardcopy Magazine PublicationDocument3 pagesReceive Hardcopy Magazine PublicationInspection EngineerNo ratings yet
- Strainers Cum Air EliminatorsDocument2 pagesStrainers Cum Air EliminatorsAlfonsus W.M.No ratings yet
- PS Valve ServiceDocument40 pagesPS Valve ServiceamojodiNo ratings yet
- Tips and Tricks From Joe Flow: Sample Preparation: Shaken or Stirred?Document3 pagesTips and Tricks From Joe Flow: Sample Preparation: Shaken or Stirred?Dan MihailNo ratings yet
- C-16 Diploma in Automobile Engineering - Mar/Apr-2019Document25 pagesC-16 Diploma in Automobile Engineering - Mar/Apr-2019Sivaramakrishna NallajarlaNo ratings yet
- Zigrang&Sylvester (1985)Document4 pagesZigrang&Sylvester (1985)Juan Luis Loaiza CorreaNo ratings yet
- Indian Oil Gujarat Training ReportDocument74 pagesIndian Oil Gujarat Training Reportashwani51467% (3)
- PTR-4068 Thermal Cycle Test of Stainless Steel Swagelok FKB Series Medium-Pressure Ball Valves 20ksiDocument3 pagesPTR-4068 Thermal Cycle Test of Stainless Steel Swagelok FKB Series Medium-Pressure Ball Valves 20ksiCricri CriNo ratings yet
- Ufc 3 430 09Document106 pagesUfc 3 430 09carlcrowNo ratings yet
- Esp Ahu 2Document13 pagesEsp Ahu 2meesam1No ratings yet
- 2 1-Simplestrain PDFDocument21 pages2 1-Simplestrain PDFMarkVincentTulinaoNo ratings yet
- BET Surface Are MeasurementsDocument16 pagesBET Surface Are MeasurementsKwan ZhangNo ratings yet
- Waterspray MistextinguishingsystemDocument10 pagesWaterspray MistextinguishingsystemSalley BukhariNo ratings yet
- JEWEL T Hydrocarbon Dew Point ControlDocument2 pagesJEWEL T Hydrocarbon Dew Point ControljojeecaresNo ratings yet
- Venturi MeterDocument8 pagesVenturi MeterHashim AnsariNo ratings yet
- Aerodynamic Analysis of Formula Student Car: Articles You May Be Interested inDocument9 pagesAerodynamic Analysis of Formula Student Car: Articles You May Be Interested inabhinav abburiNo ratings yet
- HPT3Document12 pagesHPT3Mehdi Soltani100% (1)
- GTU Paper Analysis: Oil Hydraulics and PneumaticsDocument8 pagesGTU Paper Analysis: Oil Hydraulics and PneumaticsRajNo ratings yet
- Enthalpy StoichiometryDocument1 pageEnthalpy StoichiometrykjjkimkmkNo ratings yet
- Lecture 7 (MT Resistances in Immobilized Enzyme)Document21 pagesLecture 7 (MT Resistances in Immobilized Enzyme)sanyukta sinha100% (1)
- Thermal Power PlantDocument73 pagesThermal Power PlantRitwik JaiswalNo ratings yet
- PipeFlow2Multi phaseFlowAssuranceDocument373 pagesPipeFlow2Multi phaseFlowAssuranceTarcísio Porto100% (2)
- Compressible Flow Acoustic EquationsDocument22 pagesCompressible Flow Acoustic EquationsNitish AryaNo ratings yet
- Cause & Effect3Document5 pagesCause & Effect3IBIKUNLENo ratings yet
- Hydraulic Machines and SystemsDocument2 pagesHydraulic Machines and SystemsKARTHIK RAJASHEKARNo ratings yet
- Unit I Sewage Collection Sewerage System Quantity Estimation Hydraulic Design Sanitary EngineeringDocument82 pagesUnit I Sewage Collection Sewerage System Quantity Estimation Hydraulic Design Sanitary EngineeringAditya RajguruNo ratings yet
- Possible Questions With AnswersDocument1 pagePossible Questions With AnswersAllaiz g.No ratings yet
- Method of Statement For Cleaning Flushing and Passivation of Chilled Water PipingDocument9 pagesMethod of Statement For Cleaning Flushing and Passivation of Chilled Water Pipingarshad iqbal100% (2)
- Riopipeline2019 1451 Ibp1451 19 Ultra Novel Flow As PDFDocument11 pagesRiopipeline2019 1451 Ibp1451 19 Ultra Novel Flow As PDFMarcelo Varejão CasarinNo ratings yet
- Fundamentals of PerformanceDocument2 pagesFundamentals of PerformanceAnonymous ANo ratings yet
- REYNOLDS NUMBER ENERGY LOSSES DUE TO FRICTION (Topic 4)Document25 pagesREYNOLDS NUMBER ENERGY LOSSES DUE TO FRICTION (Topic 4)Gurlz Wawa100% (1)
- Online Video Tutorials: Sai Vidya Institute of TechnologyDocument6 pagesOnline Video Tutorials: Sai Vidya Institute of TechnologySushmitha G SNo ratings yet