You might also like
- Technical Manual: 110 125US 110M 135US 120 135UR 130 130LCNDocument31 pagesTechnical Manual: 110 125US 110M 135US 120 135UR 130 130LCNKevin QuerubinNo ratings yet
- Man Machine Interface SafetyDocument9 pagesMan Machine Interface SafetyVidyesh Viswanathan NairNo ratings yet
- D6a - D8a PDFDocument168 pagesD6a - D8a PDFduongpn63% (8)
- HACCP Plan Template FermentationDocument18 pagesHACCP Plan Template FermentationAugustina AnaglateyNo ratings yet
- Submitted By: Lantape, Ryan Luis P. RISK 111 Balandang, Jymel Gabriel Submitted To: Mrs. Mylene Dela Cruz Palmares, Vincent RileyDocument3 pagesSubmitted By: Lantape, Ryan Luis P. RISK 111 Balandang, Jymel Gabriel Submitted To: Mrs. Mylene Dela Cruz Palmares, Vincent RileyJhon Rommel Dela Cruz-OdiamanNo ratings yet
- Monitoring Corrective Action Verification Procedure Documentat IONDocument3 pagesMonitoring Corrective Action Verification Procedure Documentat IONKimberly Dela CruzNo ratings yet
- EMI-EMC - SHORT Q and ADocument5 pagesEMI-EMC - SHORT Q and AVENKAT PATILNo ratings yet
- HACCPExample1 PDFDocument6 pagesHACCPExample1 PDFSaraa HusainNo ratings yet
- Chocolate Liquor HACCPDocument5 pagesChocolate Liquor HACCPKSXNo ratings yet
- Section 5-2 HACCP PLANDocument3 pagesSection 5-2 HACCP PLANshamroz khanNo ratings yet
- HACCP Plan ExampleDocument20 pagesHACCP Plan ExampleMenna WahedNo ratings yet
- HACCP For Yoghurt ProductionDocument29 pagesHACCP For Yoghurt ProductionLim Che YanNo ratings yet
- HACCP Plan GHEEDocument20 pagesHACCP Plan GHEEMaryam AhmedNo ratings yet
- I.V. FluidDocument4 pagesI.V. FluidOdunlamiNo ratings yet
- Process Step HACCPDocument2 pagesProcess Step HACCPMeha RajNo ratings yet
- Pharmaceutical Ultrapure Water Systems - : Igor GorskyDocument36 pagesPharmaceutical Ultrapure Water Systems - : Igor GorskyunknownNo ratings yet
- Safety in The Process Industries: College of Arts and Engineering Chemical Engineering DepartmentDocument8 pagesSafety in The Process Industries: College of Arts and Engineering Chemical Engineering DepartmentJaynie Lee VillaranNo ratings yet
- 13.2 HACCP Plans ExamplesDocument10 pages13.2 HACCP Plans ExamplesRodgers MtongaNo ratings yet
- LC HAGroundBeefDocument2 pagesLC HAGroundBeefAnar MahmudovNo ratings yet
- CCP For Dairy Fill in Haccp AnalysisDocument2 pagesCCP For Dairy Fill in Haccp AnalysisKiara JamesNo ratings yet
- Haccpofmilkpasteurizationbyumairahmad 190430145242 PDFDocument14 pagesHaccpofmilkpasteurizationbyumairahmad 190430145242 PDFUzair Aslam KhanNo ratings yet
- SAMPLE HACCP PLAN FOR NO COOK FOOD Prepared byDocument2 pagesSAMPLE HACCP PLAN FOR NO COOK FOOD Prepared byyounelNo ratings yet
- FMCB - HACCP Yoghurt PDFDocument10 pagesFMCB - HACCP Yoghurt PDFEdelin Nilsa PutriNo ratings yet
- HACCP ImplementationDocument25 pagesHACCP ImplementationAronn SiamNo ratings yet
- Python Cheat SheetDocument16 pagesPython Cheat Sheetphamxtien3741No ratings yet
- HACCP Plan Template Cook ChillDocument21 pagesHACCP Plan Template Cook ChillAnastasia IonasNo ratings yet
- Abc Restaurant: Haccp PlanDocument18 pagesAbc Restaurant: Haccp PlanTrelospapasse BaftisedenyparxeisNo ratings yet
- Haccp ApplicationDocument10 pagesHaccp ApplicationMaryamNo ratings yet
- Samikshya PresentationDocument10 pagesSamikshya PresentationUmesh ThapaNo ratings yet
- Lunchbox HACCP PlanDocument18 pagesLunchbox HACCP PlanFooTraGoNo ratings yet
- BVD PCR Technical Review 2 08Document2 pagesBVD PCR Technical Review 2 08Pablo HenrriquezNo ratings yet
- BFHTDocument192 pagesBFHTManvi SinghNo ratings yet
- Hazard Analysis & HACCP WorksheetsDocument3 pagesHazard Analysis & HACCP WorksheetsJohn Cedric DullaNo ratings yet
- Media BPW MerckDocument1 pageMedia BPW MerckKesmavet UPTDLKKNo ratings yet
- Haccp Implentation in Milk IndustriesDocument22 pagesHaccp Implentation in Milk IndustriesUzair Aslam KhanNo ratings yet
- Scope of The HACCP PlanDocument2 pagesScope of The HACCP PlanrajaNo ratings yet
- Curacen EngDocument19 pagesCuracen Engstanescu_radu_mirceaNo ratings yet
- Insert CRP4 0108057591190c503 V5 enDocument4 pagesInsert CRP4 0108057591190c503 V5 enVegha NedyaNo ratings yet
- HPFB MFHPB-19 April 2002 ENDocument13 pagesHPFB MFHPB-19 April 2002 ENThư YJsNo ratings yet
- Syllabus DDTDocument11 pagesSyllabus DDTelvismorey9721No ratings yet
- Kogene Food SafetyDocument24 pagesKogene Food SafetyChandra Mohan RajendranNo ratings yet
- Quantiphy - Handbook v07.2017Document16 pagesQuantiphy - Handbook v07.2017Anisoara HolbanNo ratings yet
- Campylobacter Agar Base Blood Free (CCDA) ISO: Industry RegulationsDocument2 pagesCampylobacter Agar Base Blood Free (CCDA) ISO: Industry RegulationsDOKTER HEWAN TVNo ratings yet
- crp4 2020-03 v1Document4 pagescrp4 2020-03 v1Thempy ccNo ratings yet
- UJI STERILITAS FarmakopeDocument55 pagesUJI STERILITAS FarmakopeRiska Jati AstutiNo ratings yet
- Laboratory Manual: Course No.: CFPE 3212 Course Title: Food Microbiology & Molecular CellDocument31 pagesLaboratory Manual: Course No.: CFPE 3212 Course Title: Food Microbiology & Molecular CellShovonNo ratings yet
- 1301 en 2Document2 pages1301 en 2lgoNo ratings yet
- Stability of Human Papillomavirus (HPV) DNA in PreservCyt® at 4ºC and Room Temperature, As Detected by The Roche AMPLICOR® HPV TestDocument1 pageStability of Human Papillomavirus (HPV) DNA in PreservCyt® at 4ºC and Room Temperature, As Detected by The Roche AMPLICOR® HPV TestAlbertoNo ratings yet
- Manual Mother DairyDocument89 pagesManual Mother DairyFahimNo ratings yet
- VM980473 MP enDocument2 pagesVM980473 MP enNguyen Minh SonNo ratings yet
- CIP Checklist: CIP Unit Preparation (In CIP Room)Document1 pageCIP Checklist: CIP Unit Preparation (In CIP Room)Rizwan SultanNo ratings yet
- Grobig Brazil 2016Document66 pagesGrobig Brazil 2016Adib MustofaNo ratings yet
- هاسب تصنيع الشيكولاتةDocument20 pagesهاسب تصنيع الشيكولاتةMuhammed aNo ratings yet
- Market Milk ManualDocument74 pagesMarket Milk ManualNamraNo ratings yet
- HACCP Study 3Document7 pagesHACCP Study 3Karissa Evangelista33% (3)
- Raw Milk Balance Between Hazards and Benefits Carvalho Full Download ChapterDocument51 pagesRaw Milk Balance Between Hazards and Benefits Carvalho Full Download Chapterclyde.alsberry705100% (14)
- 7 Milk Leaflet English PDFDocument4 pages7 Milk Leaflet English PDFsishu21No ratings yet
- A Ceramic Hydroxyapatite-Based Purification Platform Bulletin - RP0033Document8 pagesA Ceramic Hydroxyapatite-Based Purification Platform Bulletin - RP0033Sairam EdupugantiNo ratings yet
- Thc2: Risk Management As Applied To Safety, Sanitation and Security Bshm-IDocument5 pagesThc2: Risk Management As Applied To Safety, Sanitation and Security Bshm-ISheena HarrienNo ratings yet
- Genome Sequencing PresentationDocument18 pagesGenome Sequencing Presentationsamhossain1907No ratings yet
- USP-NF 61 Microbiological Examination of Nonsterile Products - Microbial Enumeration TestsDocument7 pagesUSP-NF 61 Microbiological Examination of Nonsterile Products - Microbial Enumeration TestsALEXÁNDER MOSQUERA CÓRDOBANo ratings yet
- 182-Article Text-1113-1-10-20201201Document4 pages182-Article Text-1113-1-10-20201201Neni Sri GunartiNo ratings yet
- Unit Name Food Fermentation Technology (ITP321)Document3 pagesUnit Name Food Fermentation Technology (ITP321)brianfoldNo ratings yet
- Proteomics in Food Science: From Farm to ForkFrom EverandProteomics in Food Science: From Farm to ForkMichelle Lisa ColgraveNo ratings yet
- Appleyard ResúmenDocument3 pagesAppleyard ResúmenTomás J DCNo ratings yet
- Carry Trade Calculator 1.54Document3 pagesCarry Trade Calculator 1.54Gabriel RomanNo ratings yet
- TRX Documentation20130403 PDFDocument49 pagesTRX Documentation20130403 PDFakasameNo ratings yet
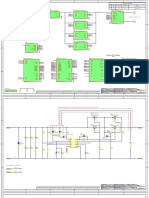
- Scheme Bidirectional DC-DC ConverterDocument16 pagesScheme Bidirectional DC-DC ConverterNguyễn Quang KhoaNo ratings yet
- Chap 06 Ans Part 2Document18 pagesChap 06 Ans Part 2Janelle Joyce MuhiNo ratings yet
- Learner Guide HDB Resale Procedure and Financial Plan - V2Document0 pagesLearner Guide HDB Resale Procedure and Financial Plan - V2wangks1980No ratings yet
- CW February 2013Document60 pagesCW February 2013Clint FosterNo ratings yet
- SVPWM PDFDocument5 pagesSVPWM PDFmauricetappaNo ratings yet
- Mathematical Geophysics: Class One Amin KhalilDocument13 pagesMathematical Geophysics: Class One Amin KhalilAmin KhalilNo ratings yet
- Computer System Sevicing NC Ii: SectorDocument44 pagesComputer System Sevicing NC Ii: SectorJess QuizzaganNo ratings yet
- Adjectives With Cork English TeacherDocument19 pagesAdjectives With Cork English TeacherAlisa PichkoNo ratings yet
- Design of Open Channels US Department of Agriculture SCSDocument293 pagesDesign of Open Channels US Department of Agriculture SCSMiguelGuavitaRojasNo ratings yet
- Part A Plan: Simple Calculater Using Switch CaseDocument7 pagesPart A Plan: Simple Calculater Using Switch CaseRahul B. FereNo ratings yet
- Catalog enDocument292 pagesCatalog enSella KumarNo ratings yet
- Nasoya FoodsDocument2 pagesNasoya Foodsanamta100% (1)
- 11 TR DSU - CarrierDocument1 page11 TR DSU - Carriercalvin.bloodaxe4478100% (1)
- Aisc Research On Structural Steel To Resist Blast and Progressive CollapseDocument20 pagesAisc Research On Structural Steel To Resist Blast and Progressive CollapseFourHorsemenNo ratings yet
- Harga H2H Pula-Paket Data - Saldo EWallet v31012022Document10 pagesHarga H2H Pula-Paket Data - Saldo EWallet v31012022lala cemiNo ratings yet
- DevelopmentPermission Handbook T&CPDocument43 pagesDevelopmentPermission Handbook T&CPShanmukha KattaNo ratings yet
- Rundown Rakernas & Seminar PABMI - Final-1Document6 pagesRundown Rakernas & Seminar PABMI - Final-1MarthinNo ratings yet
- Sun Hung Kai 2007Document176 pagesSun Hung Kai 2007Setianingsih SENo ratings yet
- Omae2008 57495Document6 pagesOmae2008 57495Vinicius Cantarino CurcinoNo ratings yet
- 0901b8038042b661 PDFDocument8 pages0901b8038042b661 PDFWaqasAhmedNo ratings yet
- MML3 Journal To CapcomDocument103 pagesMML3 Journal To CapcomFer BarcenaNo ratings yet
- Study of Means End Value Chain ModelDocument19 pagesStudy of Means End Value Chain ModelPiyush Padgil100% (1)