You might also like
- Management Accounting: Decision-Making by Numbers: Business Strategy & Competitive AdvantageFrom EverandManagement Accounting: Decision-Making by Numbers: Business Strategy & Competitive AdvantageRating: 5 out of 5 stars5/5 (1)
- Channels of Distribution StructureDocument10 pagesChannels of Distribution StructureSonal UdawatNo ratings yet
- Strategic Economic Relationships: Contracts and Production ProcessesFrom EverandStrategic Economic Relationships: Contracts and Production ProcessesNo ratings yet
- Introduction To Warehouse ManagementDocument14 pagesIntroduction To Warehouse ManagementAniruddha Chowkidar50% (2)
- Chapter 4Document39 pagesChapter 4mysinh7890No ratings yet
- Warehousing IntroDocument8 pagesWarehousing Introsaif78692100% (1)
- Project On WarehousingDocument15 pagesProject On WarehousingVipin GuptaNo ratings yet
- Warehousing ProjectDocument12 pagesWarehousing Projectbombay10250% (6)
- Warehouse Management Project 2Document24 pagesWarehouse Management Project 2Derrick TanNo ratings yet
- Introduction To Primary Functions of WarehouseDocument3 pagesIntroduction To Primary Functions of WarehouseErika ApitaNo ratings yet
- Centr WarehouseDocument9 pagesCentr WarehouseAnjana KsomanNo ratings yet
- Warehousing and PurchasingDocument49 pagesWarehousing and PurchasingIrene100% (1)
- Warehouse ManagementDocument61 pagesWarehouse ManagementVi Vek77% (13)
- Langkah 3 Dalam Strategic FitDocument6 pagesLangkah 3 Dalam Strategic FitRosalina WijayantiNo ratings yet
- Inventory Policy DecisionsDocument28 pagesInventory Policy DecisionsAnkit KumarNo ratings yet
- Warehousing TodayDocument3 pagesWarehousing Todaylucia.torremochaNo ratings yet
- Warehouse ManagementDocument57 pagesWarehouse ManagementprateekNo ratings yet
- BK Chapter 8Document33 pagesBK Chapter 8anirNo ratings yet
- Mats College of Technology: R.Castillo St. Agdao, Davao CityDocument4 pagesMats College of Technology: R.Castillo St. Agdao, Davao Cityreyjoy rebusitNo ratings yet
- Warehousing ManagementDocument7 pagesWarehousing ManagementChong King Wei100% (3)
- Supply Chain ManagementDocument9 pagesSupply Chain ManagementRupesh SinghNo ratings yet
- Warehousing Fundamentals, Inventory ManagementDocument18 pagesWarehousing Fundamentals, Inventory ManagementNayan NagmotiNo ratings yet
- ChatgptDocument18 pagesChatgptUchenna ZicoNo ratings yet
- Warehouse in Logistics-Project For BMSDocument24 pagesWarehouse in Logistics-Project For BMSSameer Omles100% (1)
- Warehouse Project 08Document15 pagesWarehouse Project 08Ambrose Jayasingh50% (2)
- Warehousing FPPGDIEDocument100 pagesWarehousing FPPGDIEGlennberg CarreonNo ratings yet
- Draft 2Document3 pagesDraft 2Uchenna ZicoNo ratings yet
- Optimize Supply Chain Efficiency with Strategic WarehousingDocument36 pagesOptimize Supply Chain Efficiency with Strategic Warehousingsaleem100% (1)
- Answer Key: False FalseDocument11 pagesAnswer Key: False FalseHannah Felisa MalizaNo ratings yet
- Unit III Supply Chain DriversDocument13 pagesUnit III Supply Chain Driversraazoo19No ratings yet
- Inventory Management-Nishi KantrDocument53 pagesInventory Management-Nishi KantrNishi KantNo ratings yet
- Mount Kenya UniversityDocument4 pagesMount Kenya Universitybrian samNo ratings yet
- Inventory Policy DecisionsDocument28 pagesInventory Policy DecisionsAbhishek PadhyeNo ratings yet
- Westminster CompanyDocument11 pagesWestminster CompanyAbhas Gupta100% (1)
- Total Cost-LogisticDocument17 pagesTotal Cost-LogisticTan NguyenNo ratings yet
- Solved QuestionsDocument3 pagesSolved QuestionsadilNo ratings yet
- Warehousing Including Warehousing Decision in Detail and DistributionDocument31 pagesWarehousing Including Warehousing Decision in Detail and DistributionNimishaNandan100% (1)
- Individual IntegratedDocument2 pagesIndividual IntegratedJayone LowNo ratings yet
- Unit 4 - Logistics StrategyDocument16 pagesUnit 4 - Logistics StrategydAily cLashingNo ratings yet
- Basic Inventory ConceptsDocument30 pagesBasic Inventory ConceptspatriciodanitzNo ratings yet
- Warehouse ManagementDocument66 pagesWarehouse Managementlokesh_045100% (1)
- Logistics Network Changes Due to Lower Transportation CostsDocument3 pagesLogistics Network Changes Due to Lower Transportation CostsAarya KhedekarNo ratings yet
- Physical Distribution: A System ApproachDocument17 pagesPhysical Distribution: A System ApproachAbin.Thomas1820 MBANo ratings yet
- Supply Chain Drivers and Matrices ExplainedDocument16 pagesSupply Chain Drivers and Matrices ExplainedKumkum SultanaNo ratings yet
- Warehouse ManagementDocument57 pagesWarehouse Managementdavino_ms100% (6)
- WAREHOUSING BENEFITSDocument8 pagesWAREHOUSING BENEFITSHarshNo ratings yet
- LSCM AssignmentDocument7 pagesLSCM AssignmentAbhishek DubeyNo ratings yet
- Logistical Operating Arrangements NotesDocument2 pagesLogistical Operating Arrangements NotesSoorajKrishnan100% (6)
- Case Study OperationsDocument4 pagesCase Study OperationsIramNo ratings yet
- Warehouse ManagementDocument83 pagesWarehouse ManagementRichard KocherspergerNo ratings yet
- DPM 101 Logistics and Distribution ManagementDocument33 pagesDPM 101 Logistics and Distribution Managementkennedy wanderaNo ratings yet
- Sourcing Decisions in Supply ChainDocument4 pagesSourcing Decisions in Supply ChainVamc Goud AmudalaNo ratings yet
- Physical Distribution SystemDocument5 pagesPhysical Distribution SystemRamesh RaoNo ratings yet
- Warehouse ManagementDocument10 pagesWarehouse ManagementAkshat JainNo ratings yet
- Screenshot 2022-09-12 at 6.12.06 AMDocument65 pagesScreenshot 2022-09-12 at 6.12.06 AMLORDAN, ALJENE KAYE F.No ratings yet
- Supply Chain Management FinalDocument12 pagesSupply Chain Management FinalManJyot SinghNo ratings yet
- WharehousingDocument45 pagesWharehousingkkv_phani_varma5396100% (3)
- Marketing Theory and Physical DistributionDocument20 pagesMarketing Theory and Physical DistributionAyesha IjazNo ratings yet
- Factors For Evaluation of SuppliersDocument2 pagesFactors For Evaluation of SuppliersRaihan MajumderNo ratings yet
- Sample For Thesis Type PaperDocument30 pagesSample For Thesis Type PaperShahriat Sakib DhruboNo ratings yet
- Lec Note 2 - SC Tech ApplicationDocument25 pagesLec Note 2 - SC Tech ApplicationShahriat Sakib DhruboNo ratings yet
- STRATEGIC SCM Sep 2023Document4 pagesSTRATEGIC SCM Sep 2023Shahriat Sakib DhruboNo ratings yet
- SRM CRMDocument6 pagesSRM CRMShahriat Sakib DhruboNo ratings yet
- Walton Hi-Tech Industries PLC. 252 Annual Report 2021-22Document17 pagesWalton Hi-Tech Industries PLC. 252 Annual Report 2021-22Shahriat Sakib DhruboNo ratings yet
- Wheelan 14e ch04Document40 pagesWheelan 14e ch04Sozia TanNo ratings yet
- Wheelan 14 Ech 02Document33 pagesWheelan 14 Ech 02tareq safiNo ratings yet
- Wheelan 14e ch03Document31 pagesWheelan 14e ch03Huat TanNo ratings yet
- Chapter 1.1 Intro To WarehouseDocument22 pagesChapter 1.1 Intro To WarehousehaziqqNo ratings yet
- Assignment - Digital TransformationDocument12 pagesAssignment - Digital TransformationSavita naikNo ratings yet
- Exel Haus Mart CaseDocument4 pagesExel Haus Mart CaseSourya MitraNo ratings yet
- Industry Logistic DataDocument4 pagesIndustry Logistic Datasimranjeet KaurNo ratings yet
- Presentacion EjemploDocument29 pagesPresentacion EjemploJuan GamarraNo ratings yet
- Allied Joint Logistic Doctrine AJP-4 (A) : December 2003Document78 pagesAllied Joint Logistic Doctrine AJP-4 (A) : December 2003Ion VilceanuNo ratings yet
- FEbruray 2019 Final Time Expired List Updated As On 11.03.2019Document210 pagesFEbruray 2019 Final Time Expired List Updated As On 11.03.2019Peyush MehtoNo ratings yet
- Company CSR Kuehne Nagel ISO9001 ISO14001 ISO45001 - UnlockedDocument18 pagesCompany CSR Kuehne Nagel ISO9001 ISO14001 ISO45001 - Unlockedsport-fashionNo ratings yet
- 56DJ4/F289/FE4ADocument3 pages56DJ4/F289/FE4ASyukur GuloNo ratings yet
- Number of Warehouse: Storage and Warehousing TechniquesDocument19 pagesNumber of Warehouse: Storage and Warehousing Techniqueswasif ahmedNo ratings yet
- ASSIGNMENT Air Cargo WahajDocument3 pagesASSIGNMENT Air Cargo WahajwahajNo ratings yet
- Latest Berthing-Report MundraDocument2 pagesLatest Berthing-Report MundraphilmikantNo ratings yet
- Chapter 55 Project Logistics Management1Document23 pagesChapter 55 Project Logistics Management1Mitku AssefaNo ratings yet
- CV (2) - 2Document3 pagesCV (2) - 2abhishek.berkmanNo ratings yet
- SCN Member DirectoryDocument219 pagesSCN Member Directorymartin.mNo ratings yet
- Company Brochure Updated White LogoDocument12 pagesCompany Brochure Updated White LogoAnkurDagaNo ratings yet
- New Company Profile MAS KargoDocument29 pagesNew Company Profile MAS Kargorasyid napits100% (1)
- List of Valid Mtos: in Charge For Export. (As On 24.08.2016)Document269 pagesList of Valid Mtos: in Charge For Export. (As On 24.08.2016)tejasNo ratings yet
- Mba 3 Sem Supply Chain and Logistics Management Kmbnom01 2022Document1 pageMba 3 Sem Supply Chain and Logistics Management Kmbnom01 2022kapa123No ratings yet
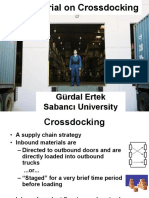
- A Tutorial On CrossdockingDocument58 pagesA Tutorial On CrossdockingDouglas RodriguezNo ratings yet
- Poster Nguyen Ngoc Phuong UyenDocument4 pagesPoster Nguyen Ngoc Phuong UyenQuan NguyenNo ratings yet
- Site Mobilisation-Logistics PlanDocument25 pagesSite Mobilisation-Logistics PlanVignesh MaheshNo ratings yet
- Company ProfileDocument13 pagesCompany Profilerio irawanNo ratings yet
- Picker Packer Job Description For ResumeDocument7 pagesPicker Packer Job Description For Resumeidyuurvcf100% (2)
- Img 20201104 0001 PDFDocument1 pageImg 20201104 0001 PDFام ايوب امة اللهNo ratings yet
- Amrutha Raj (SIP)Document41 pagesAmrutha Raj (SIP)Rajasimha KalakondaNo ratings yet
- Manica Group: ContactsDocument6 pagesManica Group: ContactsCarlao PessoaNo ratings yet
- Abhijeeth Resume 000001Document5 pagesAbhijeeth Resume 000001Abhijeet MenonNo ratings yet
- Hapag-Lloyd Aktiengesellschaft, Hamburg: Multimodal Transport or Port To Port ShipmentDocument1 pageHapag-Lloyd Aktiengesellschaft, Hamburg: Multimodal Transport or Port To Port ShipmentFarah BawabNo ratings yet
- LIST OF COMPANIES WITH DOMESTIC FREIGHT FORWARDER ACCREDITATIONDocument32 pagesLIST OF COMPANIES WITH DOMESTIC FREIGHT FORWARDER ACCREDITATIONMark Romeo GalvezNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressFrom EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressRating: 5 out of 5 stars5/5 (1)
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)From EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Rating: 4.5 out of 5 stars4.5/5 (5)
- Autodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersFrom EverandAutodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersNo ratings yet
- Beginning AutoCAD® 2020 Exercise WorkbookFrom EverandBeginning AutoCAD® 2020 Exercise WorkbookRating: 2.5 out of 5 stars2.5/5 (3)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersFrom EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNo ratings yet
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.From EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.No ratings yet
- The Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsFrom EverandThe Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsRating: 4.5 out of 5 stars4.5/5 (10)